1.本实用新型属于模具技术领域,涉及一种塑料沙滩躺椅注塑大面积斜顶脱模机构。
背景技术:
2.塑料模具,是塑料加工工业中和塑料成型机配套,赋予塑料制品以完整构型和精确尺寸的工具。目前,现有的塑料沙滩躺椅一般采用注塑模具进行生产制造,在注塑成型后,需要将塑件进行顶出,由于沙滩躺椅的结构原因,需要采用斜顶机构进行顶出,现有的斜顶机构在顶出过程中,采用单侧顶出,顶出面积较小,顶出精确度和效率较为一般。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种塑料椅子模具脱料机构 [申请号:200920113299.6],包括型腔、动模和型芯,在型腔、动模和型芯之间组成模腔,在型腔中制有浇口和热流道,热流道口安装热流道板和热流道压板,热流道压板中有定位圈,其特征在于所述的型芯中安装油缸,模腔中安装顶出块,油缸的注油孔与顶出块相配合,在型芯中安装浇口镶块,浇口镶块与热流道喷嘴作斜面配合,顶出块与浇口镶块相接触。本方案采用产品油缸顶出可靠,浇口自动修剪,顶出后产品不再需要人为手工修剪,采用浇口镶块与热流道喷嘴作斜面配合,使每次动作准确配合,漏胶少,产品报废率低。但是该方案在顶出过程中,顶出面积仍然较小,存在顶出精确度和效率较为一般的缺陷。
技术实现要素:
[0004]
本实用新型的目的是针对上述问题,提供一种塑料沙滩躺椅注塑大面积斜顶脱模机构。
[0005]
为达到上述目的,本实用新型采用了下列技术方案:
[0006]
一种塑料沙滩躺椅注塑大面积斜顶脱模机构,包括注塑下模,所述的注塑下模下方设有底部承托板,所述的底部承托板上设有可沿直线往复运动的多方位大面积斜顶脱模组件,所述的多方位大面积斜顶脱模组件位于注塑下模和底部承托板之间,所述的注塑下模和底部承托板之间还设有防偏限位部,所述的多方位大面积斜顶脱模组件与防偏限位部的位置相对应,所述的注塑下模上设有注塑成型件,所述的多方位大面积斜顶脱模组件与注塑成型件的位置相对应。
[0007]
在上述的塑料沙滩躺椅注塑大面积斜顶脱模机构中,所述的多方位大面积斜顶脱模组件包括设置于底部承托板上的顶杆固定板,所述的顶杆固定板上设有端部斜顶脱模件和边部斜顶脱模件,所述的端部斜顶脱模件和边部斜顶脱模件分别与注塑成型件的位置相对应。
[0008]
在上述的塑料沙滩躺椅注塑大面积斜顶脱模机构中,所述的端部斜顶脱模件包括设置于顶杆固定板上的若干端部斜顶杆,所述的若干端部斜顶杆沿顶杆固定板中心点呈矩形阵列分布,所述的顶杆固定板上设有端部连接件,所述的端部斜顶杆与端部连接件相滑
动配合。
[0009]
在上述的塑料沙滩躺椅注塑大面积斜顶脱模机构中,所述的端部连接件包括设置于顶杆固定板上的若干端部连接架,所述的若干端部连接架沿顶杆固定板中心点呈矩形阵列分布,所述的端部连接架内设有第一连接滑块,所述的第一连接滑块与端部斜顶杆相连。
[0010]
在上述的塑料沙滩躺椅注塑大面积斜顶脱模机构中,所述的第一连接滑块与端部连接架相滑动配合。
[0011]
在上述的塑料沙滩躺椅注塑大面积斜顶脱模机构中,所述的边部斜顶脱模件包括设置于顶杆固定板上的若干边部斜顶杆,所述的若干边部斜顶杆沿顶杆固定板中心线对称设置,所述的顶杆固定板上设有边部连接件,所述的边部连接件与边部斜顶杆相连。
[0012]
在上述的塑料沙滩躺椅注塑大面积斜顶脱模机构中,所述的边部连接件包括设置于顶杆固定板上的若干边部连接架,所述的若干边部连接架沿顶杆固定板中心线对称设置,所述的边部连接架上设有第二连接块,所述的第二连接块与边部斜顶杆相连。
[0013]
在上述的塑料沙滩躺椅注塑大面积斜顶脱模机构中,所述的第二连接块与边部连接架相滑动配合,所述的边部斜顶杆顶部设有顶出块,所述的顶出块与注塑成型件的位置相对应。
[0014]
在上述的塑料沙滩躺椅注塑大面积斜顶脱模机构中,所述的防偏限位部包括设置于注塑下模和底部承托板之间的防偏寸铁,所述的顶杆固定板与防偏寸铁相滑动配合。
[0015]
在上述的塑料沙滩躺椅注塑大面积斜顶脱模机构中,所述的注塑成型件包括设置于注塑下模上的注塑成型板,所述的端部斜顶杆和边部斜顶杆分别与注塑成型板的位置相对应。
[0016]
与现有的技术相比,本实用新型的优点在于:
[0017]
1、本实用新型在注塑过程中,注塑成型件用以辅助成型塑料沙滩椅塑件,在注塑成型后,开模,移动多方位大面积斜顶脱模组件,通过多方位大面积斜顶脱模组件将成型后的塑料沙滩椅塑件进行顶出,采用多方位同步斜顶结构,顶出面积较大,顶出精确度和效率较高,在多方位大面积斜顶脱模组件移动过程中,通过防偏限位部对多方位大面积斜顶脱模组件起到限位作用,进一步提高了顶出的精确度,实用性较强。
[0018]
2、本实用新型通过设置通过第一连接滑块和第二连接块,将端部斜顶杆和端部连接架进行连接,将边部斜顶杆和边部连接架进行连接,使得端部斜顶杆和边部斜顶杆在顶出过程中可顺利完成斜顶。
[0019]
本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
[0020]
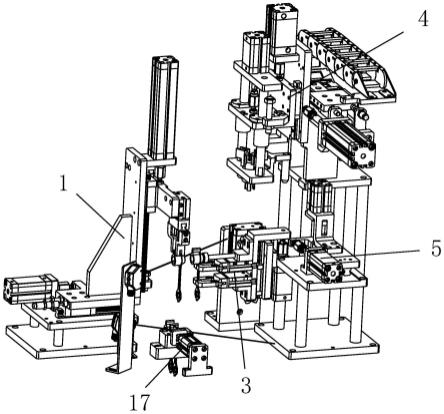
图1是本实用新型的爆炸示意图。
[0021]
图2是本实用新型另一个方向的爆炸示意图。
[0022]
图3是本实用新型的局部结构示意图。
[0023]
图4是本实用新型另一个方向的局部结构示意图。
[0024]
图中:注塑下模1、底部承托板2、多方位大面积斜顶脱模组件3、防偏限位部4、注塑成型件5、顶杆固定板6、端部斜顶脱模件7、边部斜顶脱模件8、端部斜顶杆9、端部连接件10、
端部连接架11、第一连接滑块12、边部斜顶杆13、边部连接件14、边部连接架15、第二连接块16、顶出块17、防偏寸铁18、注塑成型板19。
具体实施方式
[0025]
下面结合附图对本实用新型进行进一步说明。
[0026]
如图1-4所示,一种塑料沙滩躺椅注塑大面积斜顶脱模机构,包括注塑下模1,所述的注塑下模1下方设有底部承托板2,所述的底部承托板2上设有可沿直线往复运动的多方位大面积斜顶脱模组件3,所述的多方位大面积斜顶脱模组件3位于注塑下模1 和底部承托板2之间,所述的注塑下模1和底部承托板2之间还设有防偏限位部4,所述的多方位大面积斜顶脱模组件3与防偏限位部4的位置相对应,所述的注塑下模1上设有注塑成型件5,所述的多方位大面积斜顶脱模组件3与注塑成型件5的位置相对应。
[0027]
在本实施例中,在注塑过程中,注塑成型件5用以辅助成型塑料沙滩椅塑件,底部承托板2用以安装放置多方位大面积斜顶脱模组件3,在注塑成型后,开模,移动多方位大面积斜顶脱模组件3,通过多方位大面积斜顶脱模组件3将成型后的塑料沙滩椅塑件进行顶出,采用多方位同步斜顶结构,顶出面积较大,顶出精确度和效率较高,在多方位大面积斜顶脱模组件3移动过程中,通过防偏限位部4对多方位大面积斜顶脱模组件3起到限位作用,进一步提高了顶出的精确度,实用性较强。
[0028]
结合图3、图4所示,所述的多方位大面积斜顶脱模组件3 包括设置于底部承托板2上的顶杆固定板6,所述的顶杆固定板6 上设有端部斜顶脱模件7和边部斜顶脱模件8,所述的端部斜顶脱模件7和边部斜顶脱模件8分别与注塑成型件5的位置相对应。
[0029]
具体地说,顶杆固定板6用以连接固定端部斜顶脱模件7和边部斜顶脱模件8,在顶出过程中,移动顶杆固定板6,通过顶杆固定板6带动端部斜顶脱模件7和边部斜顶脱模件8进行同步移动,将成型后的塑料沙滩椅塑件进行顶出,采用端部和边部同步斜顶结构,顶出面积较大,顶出精确度和效率较高。
[0030]
结合图3、图4所示,所述的端部斜顶脱模件7包括设置于顶杆固定板6上的若干端部斜顶杆9,所述的若干端部斜顶杆9 沿顶杆固定板6中心点呈矩形阵列分布,所述的顶杆固定板6上设有端部连接件10,所述的端部斜顶杆9与端部连接件10相滑动配合。
[0031]
本实施例中,在顶出过程中,移动顶杆固定板6,通过顶杆固定板6带动端部斜顶杆9移动,将成型后的塑料沙滩椅塑件的端部进行顶出,端部连接件10用以对端部斜顶杆9起到连接作用,端部斜顶杆9呈倾斜设置,斜顶效果较好。
[0032]
所述的端部连接件10包括设置于顶杆固定板6上的若干端部连接架11,所述的若干端部连接架11沿顶杆固定板6中心点呈矩形阵列分布,所述的端部连接架11内设有第一连接滑块12,所述的第一连接滑块12与端部斜顶杆9相连。
[0033]
本实施例中,通过第一连接滑块12将端部斜顶杆9和端部连接架11进行连接,使得端部斜顶杆9在顶出过程中可顺利完成斜顶。
[0034]
结合图4所示,所述的第一连接滑块12与端部连接架11相滑动配合。
[0035]
所述的边部斜顶脱模件8包括设置于顶杆固定板6上的若干边部斜顶杆13,所述的若干边部斜顶杆13沿顶杆固定板6中心线对称设置,所述的顶杆固定板6上设有边部连接件14,所述的边部连接件14与边部斜顶杆13相连。
[0036]
本实施例中,在顶出过程中,移动顶杆固定板6,通过顶杆固定板6带动边部斜顶杆13移动,将成型后的塑料沙滩椅塑件的端部进行顶出,边部连接件14用以对边部斜顶杆13起到连接作用,边部斜顶杆13呈倾斜设置,斜顶效果较好。
[0037]
所述的边部连接件14包括设置于顶杆固定板6上的若干边部连接架15,所述的若干边部连接架15沿顶杆固定板6中心线对称设置,所述的边部连接架15上设有第二连接块16,所述的第二连接块16与边部斜顶杆13相连。
[0038]
本实施例中,通过第二连接块16将边部斜顶杆13和边部连接架15进行连接,使得边部斜顶杆13在顶出过程中可顺利完成斜顶。
[0039]
结合图4所示,所述的第二连接块16与边部连接架15相滑动配合,所述的边部斜顶杆13顶部设有顶出块17,所述的顶出块17与注塑成型件5的位置相对应。
[0040]
本实施例中,顶出块17在边部斜顶杆13顶出过程中,提高了边部顶出的顶出面积,顶出效果较好。
[0041]
结合图1、图2所示,所述的防偏限位部4包括设置于注塑下模1和底部承托板2之间的防偏寸铁18,所述的顶杆固定板6 与防偏寸铁18相滑动配合。
[0042]
本实施例中,在顶杆固定板6移动过程中,通过顶杆固定板 6与防偏寸铁18之间的滑动配合,可避免顶杆固定板6在移动过程中发生角度偏移,提高了端部斜顶杆9和边部斜顶杆13的位移精度和顶出效果。
[0043]
结合图1所示,所述的注塑成型件5包括设置于注塑下模1 上的注塑成型板19,所述的端部斜顶杆9和边部斜顶杆13分别与注塑成型板19的位置相对应。
[0044]
本实施例中,注塑成型板19用以辅助成型塑料沙滩躺椅塑件,成型精度较好。
[0045]
本实用新型的工作原理是:
[0046]
在注塑过程中,注塑成型板19用以辅助成型塑料沙滩椅塑件,底部承托板2用以安装放置顶杆固定板6,
[0047]
在注塑成型后,开模,移动顶杆固定板6,通过顶杆固定板6 带动端部斜顶杆9和边部斜顶杆13移动,通过端部斜顶杆9和边部斜顶杆13移动将成型后的塑料沙滩椅塑件进行顶出,采用端部和边部多方位同步斜顶结构,顶出面积较大,顶出精确度和效率较高,
[0048]
通过第一连接滑块12将端部斜顶杆9和端部连接架11进行连接,使得端部斜顶杆9在顶出过程中可顺利完成斜顶,通过第二连接块16将边部斜顶杆13和边部连接架15进行连接,使得边部斜顶杆13在顶出过程中可顺利完成斜顶,
[0049]
在多方位大面积斜顶脱模组件3移动过程中,通过顶杆固定板6与防偏寸铁18之间的滑动配合,可避免顶杆固定板6在移动过程中发生角度偏移,提高了端部斜顶杆9和边部斜顶杆13的位移精度和顶出效果。
[0050]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神。
[0051]
尽管本文较多地使用注塑下模1、底部承托板2、多方位大面积斜顶脱模组件3、防偏限位部4、注塑成型件5、顶杆固定板6、端部斜顶脱模件7、边部斜顶脱模件8、端部斜顶杆9、端部连接件10、端部连接架11、第一连接滑块12、边部斜顶杆13、边部连接件14、边部连接架15、第二连接块16、顶出块17、防偏寸铁18、注塑成型板19等术语,但并不排除使用其它术
语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。