1.本实用新型属于四边封立体袋成型技术领域,具体涉及四边封立体袋三边预先密封装置。
背景技术:
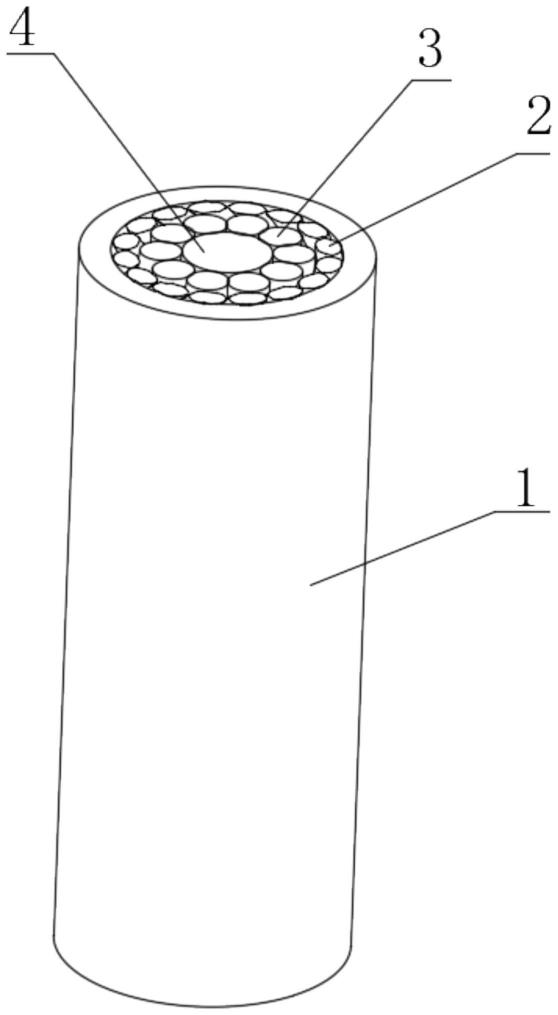
2.在食品包装技术领域,例如法式小面包类型的袋装面包在实现盛装时,其需要使用到如图1所示的四边封立体结构的袋子,目前的封装方式是通过预先将包装袋预制完成并留有单端开口,将一定数量的面包装入后通过将末端封口实现整个袋装食品的封装。
3.但是此种作业的弊端是,在装袋过程中基本是人工装袋,效率低,并且装袋质量参差不齐。本技术人设计了一套四边封立体袋三边预先密封装置,通过自动化生产线实现四边封立体袋成型,但是,在成型过程中必须使用三边预先密封装置实现此种四边封立体袋的预先成型,现有的市面上没有相对应的装置可以实现以上功能。
技术实现要素:
4.为克服现有技术不足,本实用新型提供了四边封立体袋三边预先密封装置,其通过自动化结构实现四边封立体袋上三边预先密封,在为四边封最后工序实现稳定供料。
5.为实现上述技术目的,本实用新型采用以下方案:一种四边封立体袋三边预先密封装置,其包括一个三封固定框,三封固定框内部设置有封边整形架,封边整形架的后侧设置有封边输送模块,封边输送模块的后侧为热熔封边模块,热熔封边模块的后侧为末端输送模块,通过封边整形架实现封边部位的压痕成型,然后通过封边输送模块将压痕处叠层挤压输送,在热熔封边模块夹紧实现热熔结合,结合后通过末端输送模块向外部输送。
6.所述的封边整形架包括一个龙门架体,所述的龙门架体上设置有驱动手轮,驱动手轮的下部设置有三个成型上模,每个成型上模的底面上设置有成型凸起,所述的成型凸起的起始端为光滑圆弧面设置,其末端为尖角设置;每个成型上模的正下方设置有一个成型下模,每个成型下模上设置有成型腔,所述的成型腔与成型凸起匹配设置,成型腔的出口端设置有成型缝隙,当膜料在两者之间穿过时,膜料通过成型缝隙实现封边处的膜料叠加。
7.所述的封边输送模块上相对设置有两个封边输送驱动装置,每个封边输送驱动装置驱动一个固定板,每个固定板上设置有三个输送轮,通过驱动装置驱动输送轮相对运动后形成三组封边输送轮组,通过封边输送轮组挤压叠加后的膜料前行。
8.所述的热熔封边模块上相对设置有两个热熔挤压驱动装置,每个热熔挤压驱动装置驱动一个热熔底板,每个热熔底板上设置有三个热熔触头,通过热熔挤压驱动装置驱动热熔底板相对运动后形成三组热熔触头组,对叠加后的膜料进行热熔封边。
9.所述的末端输送模块上相对设置有两个末端输送驱动装置,每个末端输送驱动装置驱动一个输送固定架,至少一个输送固定架上设置有三个竖向驱动电机并带动输送轮转动,当两个输送固定架相对运动时形成三个驱动轮组实现对热熔后的封边部位的挤压牵引输送。
10.所述的封边整形架内部设置有多组压痕辊组,每组压痕辊组包括两根压痕辊,配合设置的两个压痕辊上分别设置有回转压痕凸模和回转压痕凹模相匹配,当三面封边的膜料经过时实现压痕挤压成型。
11.本实用新型的有益效果为:本实用新型通过以上结构设置,其在三封固定框内部设置有封边整形架,封边整形架的后侧设置有封边输送模块,封边输送模块的后侧为热熔封边模块,热熔封边模块的后侧为末端输送模块,通过封边整形架实现封边部位的压痕成型,然后通过封边输送模块将压痕处叠层挤压输送,在热熔封边模块夹紧实现热熔结合,结合后通过末端输送模块向外部输送。本装置结构设计紧凑,其实现了四边封立体袋三个边角的热熔成型,为下一步的食品包装稳定供料。
附图说明
12.图1为本实用新型所要成型后的四边封立体袋结构示意图;
13.图2为四边封立体袋三边预先密封装置立体结构示意图ⅰ;
14.图3为四边封立体袋三边预先密封装置立体结构示意图ⅱ;
15.图4为四边封立体袋三边预先密封装置内部原理结构示意图:
16.图5为四边封立体袋三边预先密封装置内部俯视结构示意图:
17.图6为成型下模立体结构示意图;
18.图7为成型上模立体结构示意图;
19.附图中:1、封边整形架,10、三封固定框,11、龙门架体,12、成型上模,13、驱动手轮,14、成型凸起,15、成型下模,16、成型腔,2、封边输送模块,20、固定板,21、封边输送驱动缸,22、输送轮,3、热熔封边模块,30、热熔底板,31、热熔挤压驱动缸,32、热熔触头,4、末端输送模块,40、输送固定架,41、末端输送驱动缸,42、竖向驱动电机,43、热熔驱动轮,44、热熔从动轮,5、上压痕辊,51、回转压痕凸模,6、下压痕辊,61、回转压痕凹模,7、三封驱动电机,8、伸展轮组,9、四边封立体袋,91、封边。
具体实施方式
20.一种四边封立体袋三边预先密封装置,其目的是用于实现如图1所示的四边封立体袋9中的三个封边91的成型,为下一步的食品装入以及四边封边做准备。
21.该种四边封立体袋三边预先密封装置用于实现四边封立体袋9上四个封边17中的三个的热熔密封,本装置包括一个三封固定框10,所述的三封固定框10内部设置有封边整形架1,封边整形架1的后侧设置有封边输送模块2,封边输送模块2的后侧为热熔封边模块3,热熔封边模块3的后侧为末端输送模块4,通过封边整形架1实现封边部位的压痕成型,然后通过封边输送模块2将压痕处叠层挤压输送,在热熔封边模块3夹紧下实现热熔结合,结合后通过末端输送模块4向外部输送。
22.以上所述的封边输送模块2以及热熔封边模块3和后侧为末端输送模块4全部具有夹紧和放松功能,通过此种结构设置,防止膜料输送短暂间歇时,热熔封边模块3持续夹紧加热对膜料造成局部破坏。
23.所述的封边整形架1包括一个龙门架体11,所述的龙门架体11上设置有驱动手轮13与其下部设置的三个成型上模12相连,通过驱动手轮13实现对成型上模12的上下调节驱
动。
24.本装置在每个成型上模12的底面上设置有成型凸起14,所述的成型凸起14的起始端为光滑圆弧面设置,其末端为尖角设置;每个成型上模12的正下方设置有一个成型下模15与其匹配,每个成型下模15上设置有成型腔16,当成型上模12与成型下模15组合后,所述的成型腔16与成型凸起14匹配插接设置,成型腔的出口端设置有成型缝隙,当膜料在两者之间穿过时,膜料通过成型缝隙实现封边91位置处的膜料叠加,为后面的封边动作做准备。
25.如图4、5所示,所述的封边输送模块2上相对设置有两个封边输送驱动缸21,每个封边输送驱动缸21驱动一个固定板20,每个固定板20上设置有三个输送轮22,通过封边输送驱动缸21驱动其上部的输送轮22相对运动后形成三组封边输送轮组,两个输送轮22夹紧后作为一组使用,通过封边输送轮组将成型上模12和成型下模15之间出来的叠加至一体的膜料进行竖向压紧输送,向热熔封边模块3供料。
26.所述的热熔封边模块3上相对设置有两个热熔挤压驱动缸31,每个热熔挤压驱动缸31驱动一个热熔底板30,每个热熔底板30上设置有三个热熔触头32,通过热熔挤压驱动缸31驱动热熔底板相对运动后形成三组热熔触头组,以此实现对叠加后的膜料进行热熔封边。
27.所述的末端输送模块4上相对设置有两个末端输送驱动缸41,每个末端输送驱动缸41驱动一个输送固定架40,其中一个输送固定架40上设置有三个竖向驱动电机42并带动热熔驱动轮43转动,当两个输送固定架40相对运动时形成三个驱动轮组实现热熔驱动轮43挤压热熔从动轮44对热熔后的封边部位的挤压牵引输送。
28.所述的所述的封边输送模块2以及热熔封边模块3和末端输送模块4皆是通过相对安装的驱动缸实现相对驱动,以此实现输送轮或者热熔装置的夹紧与放松,此种驱动结构在机械行业内可通过多种结构实现,对于本领域技术人员是完全可以实施的,在此不做其结构上的细节赘述。
29.所述的封边整形架1内部设置有多组压痕辊组,每组压痕辊组包括一个上压痕辊5和一个下压痕辊6,上压痕辊上设置有回转压痕凸模51,下压痕辊6上设置有回转压痕凹模61,通过此种结构设置,在三封驱动电机7的驱动下,实现所有的压痕辊的驱动。
30.进一步的,本四边封立体袋三边预先密封装置的进口端和出口端皆设置有伸展轮组8,其目的是实现对进入本装置的膜料以及导出本装置的膜料抻平,防止褶皱的产生。
31.本装置结构设计紧凑,其实现了四边封立体袋的成型与食品包装同步进行,较现有技术相比提高了工作效率和包装质量,是一种理想的四边封立体袋三边预先密封装置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。