1.本发明涉及航空发动机零部件制造领域,特别涉及一种复合机匣的制造方法和复合机匣。
背景技术:
2.航空发动机和燃气轮机中存在大量高速旋转的叶片,在外物冲击、工艺缺陷等情况下,旋转中的叶片可能发生脱落,因此要求航空发动机的机匣具备良好的包容性,保证高速高能的碎片不穿透机匣,防止对设备和人员造成损伤。叶片飞脱后的航空发动机转子存在很大不平衡载荷,会使航空发动机在停车前产生持续的震动,这期间仍要求机匣保持一定的结构完整性,不发生解体,因此希望提供一种力学性能较高的机匣。
3.现有技术多采用碳纤维增强全复合材料制造的机匣,该种机匣采用二维三向的碳纤维编织成纤维布,然后将纤维布在芯模上缠绕至所需的厚度,然后采用rtm(树脂传递模塑)工艺注入环氧树脂凝固成型。该类机匣的重量轻,应用较多,然而利用纤维布缠绕多圈形成的纤维材料层,由于纤维布的首尾端不连接,纤维布在贴合芯膜缠绕时,由于芯膜的表面形状不均匀,在缠绕后纤维布的不同区域的纤维受力状态不均匀,形成的纤维材料层的力学性能不够稳定。
技术实现要素:
4.本发明的目的在于提供一种复合机匣的制造方法,应用该制造方法制造的复合机匣力学性能更好。
5.本发明第一方面公开一种复合机匣的制造方法,包括:
6.步骤a,制造外表面形状与所述复合机匣的内表面形状相对应的芯模;
7.步骤b,利用纤维纱线在所述芯模的外表面上纺织纤维材料层;
8.步骤c,利用外模包裹所述芯模和所述纤维材料层;
9.步骤d,在所述外模与所述芯模之间形成的型腔中注入成型液体。
10.在一些实施例中,所述步骤b包括:在所述芯模的外表面上纺织从所述芯模的一端延伸至所述芯模的另一端的多条经向纤维纱线和围绕所述芯模多圈的纬向纤维纱线,所述多条经向纤维纱线与所述多圈纬向纤维纱线均相交。
11.在一些实施例中,在所述芯模的外表面上纺织围绕所述芯模多圈的纬向纤维纱线包括:在所述芯模的外表面上纺织围绕所述芯模周向的多条间隔分布的环形纤维纱线。
12.在一些实施例中,在所述芯模的外表面上纺织围绕所述芯模周向的多条间隔分布的环形纤维纱线包括:将带自由端的纤维纱线的自由端释放于所述芯模的外表面上的一起始点,然后继续沿所述芯模的周向释放所述纤维纱线,使所述纤维纱线环绕所述芯模后封闭所述起始点以形成所述环形纤维纱线。
13.在一些实施例中,在所述芯模的外表面上纺织围绕所述芯模周向的多条间隔分布的环形纤维纱线包括:将环形纤维纱线从所述芯模的一端开始沿所述芯模的轴向移动至所
述环形纤维纱线套设于所述芯模的外表面上。
14.在一些实施例中,在所述芯模的外表面上纺织围绕所述芯模多圈的纬向纤维纱线包括:在所述芯模的外表面上纺织围绕所述芯模多圈且沿所述芯膜的两端延伸的螺旋形的纬向纤维纱线。
15.在一些实施例中,沿所述芯模的一端至所述芯模的另一端,所述多条经向纤维纱线以从所述纬向纤维纱线的内侧和外侧依次交替的方式通过所述纬向纤维纱线的每一圈,且相邻的经向纤维纱线通过纬向纤维纱线的同一圈的方式相反。
16.在一些实施例中,所述步骤b包括:
17.在所述芯模的外表面上纺织底纤维层;
18.将所述底纤维层和所述芯模固定,在所述底纤维层的外表面继续纺织至少一个上部纤维层,直至所述纤维材料层达到预定厚度。
19.在一些实施例中,所述芯模为组合模具,所述复合机匣的制造方法还包括:
20.步骤e,在所述成型液体凝固后,拆除所述外模和所述芯模。
21.在一些实施例中,所述芯模为组合模具,所述复合机匣的制造方法还包括:
22.步骤e,使所述外模和/或所述芯模与所述纤维材料层固定连接,所述复合机匣包括所述外模和/或所述芯模。
23.本发明第二方面公开一种复合机匣,所述复合机匣为应用任一所述的复合机匣的制造方法制造。
24.基于本发明提供的复合机匣的制造方法,通过在与机匣内表面形状相对应的芯膜的外表面上直接利用纤维纱线来纺织纤维材料层,纤维材料层能够更好的贴合芯膜的外表面,纤维材料层的各纤维的受力状态能够更加均匀,还可以实现纤维材料层沿着芯膜的周向首尾连接,形成的纤维材料层的力学性能更加突出,制造的复合机匣的力学性能和包容性更好。
25.通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
26.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
27.图1为本发明实施例的复合机匣的制造方法的芯模的结构示意图;
28.图2为图1所示的芯模的剖视结构示意图;
29.图3为图1所示实施例的复合机匣的制造方法的芯模和纤维材料层的结构示意图;
30.图4为图3所示的芯模和纤维材料层的剖视结构示意图;
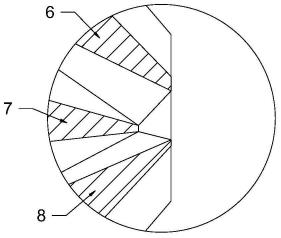
31.图5为本发明另一实施例的复合机匣的制造方法的芯模和纤维材料层的结构示意图;
32.图6为图5所示的芯模和纤维材料层的剖视结构示意图。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
35.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
36.如图所示,本实施例的复合机匣的制造方法包括步骤a、步骤b、步骤c和步骤d。
37.步骤a,制造外表面形状与复合机匣的内表面形状相对应的芯模1。航空发动机的机匣内包容各种转子和静子部件,机匣通常为环状结构,芯模1的外表面形状与要制作的复合机匣的内表面形状相对应,则如图1至图3所示,芯模1的外表面形状也对应为环形表面,在一些机匣中,例如包容风扇的风扇包容机匣,为了给风扇叶片提供转动空间,风扇包容机匣内表面的中部向其径向外侧凹入,则如图1至图3所示,用于制造风扇包容机匣的芯模1的外表面的中部也对应的向芯模1的径向外侧突出。
38.步骤b,利用纤维纱线在芯模1的外表面上纺织纤维材料层。纤维纱线的纤维材料可以包括碳纤维、玻璃纤维、芳纶纤维、超高分子量聚乙烯等适用纤维,纤维纱线可以包括上述纤维材料中的一种或多种,例如,可使用碳纤维以及芳纶纤维组成纤维纱线。纺织可以包括机织、编织等方法,在制作完成纤维纱线后,可以利用三维机织等方法将纤维纱线纺织在芯模1的外表面上,从而在芯模1上形成纤维材料层。
39.步骤c,利用外模包裹芯模1和纤维材料层。
40.步骤d,在外模与芯模1之间形成的型腔中注入成型液体。
41.在纺织好纤维材料层后,利用液体成型方法得到复合机匣,例如利用刚性或者柔性的外模将芯模1和纤维材料层包裹,外模与芯模1之间形成型腔,在型腔中注入成型液体,例如热固性树脂或热塑性树脂等液体树脂,在成型液体凝固成型后,即可形成带有纤维材料层的复合机匣,通过拆除外模和芯模1后,即可得到复合机匣。
42.本实施例的复合机匣的制造方法,通过在与机匣内表面形状相对应的芯膜的外表
面上直接利用纤维纱线来纺织纤维材料层,由于采用纤维纱线直接在芯模1上纺织,相比于现有技术采用纤维布在芯模上缠绕,本实施例的纤维材料层可以更好地贴合芯模1的外表面,例如贴合如图1至图3所示的芯模1中部突出的外表面。纤维材料层的各纤维的受力状态能够更加均匀。当纤维材料层完全覆盖芯模1的周向时,还可以实现纤维材料层沿着芯膜的周向首尾连接,相比于现有技术利用纤维布螺旋式缠绕芯模,纤维布的起始段位于纤维布的内侧,纤维布的终点段位于纤维布的外侧,本实施例周向首尾连接的纤维材料层的力学性能更加突出,制造的复合机匣的力学性能和包容性更好。
43.在一些实施例中,如图3所示,步骤b包括:在芯模1的外表面上纺织从芯模1的一端延伸至芯模1的另一端的多条经向纤维纱线21和围绕芯模1多圈的纬向纤维纱线22,多条经向纤维纱线21与多圈纬向纤维纱线22均相交。图3中展示了在纺织纤维材料层时多条经向纤维纱线21和围绕芯模1多圈的纬向纤维纱线22的部分结构,经向纤维纱线21从芯模1的一端延伸至另一端,在图3中大体上沿芯模1的轴向延伸,多个经向纤维纱线21沿芯模1的周向间隔分布。纬向纤维纱线22围绕芯模1多圈,纬向纤维纱线22围绕芯模1的多圈沿芯模1的一端至芯模1的另一端分布。通过纺织纬向纤维纱线22和多条经向纤维纱线21,在芯模1上可以纺织纤维网结构,对芯模1的外表面进行大范围的覆盖,从而在形成的复合机匣的内表面上可以覆盖大面积的纤维材料层,提高复合机匣的力学性能。
44.在一些实施例中,经向纤维纱线21可以从芯模1的外表面上的任一点开始纺织,例如从芯模1外表面的中部区域上的一点开始纺织,到芯模1外表面上的另一点结束。经向纤维纱线21与纬向纤维纱线22的每一圈可以成-60度、-30度、30度、60度、90度等多种度数相交。
45.在一些实施例中,在芯模1的外表面上纺织围绕芯模1多圈的纬向纤维纱线22包括:在芯模1的外表面上纺织围绕芯模1周向的多条间隔分布的环形纤维纱线。在如图3所示的实施例中,在芯模1的外表面上,纬向纤维纱线22包括多个各自独立的纬向纤维纱线线圈,多个纬向纤维纱线线圈沿芯模1的轴向间隔分布。本实施例的纬向纤维纱线22在芯模1上的围绕芯模1的每一圈各自独立,且各自闭合,形成的复合机匣受力均匀,复合机匣的周向和轴向受力性能好。
46.在一些实施例中,在芯模1的外表面上纺织围绕芯模1周向的多条间隔分布的环形纤维纱线包括:将带自由端的纤维纱线的自由端释放于芯模1的外表面上的一起始点,然后继续沿芯模1的周向释放纤维纱线,使纤维纱线环绕芯模1后封闭起始点以形成环形纤维纱线。即本实施例的纬向纤维纱线线圈是通过从芯模1的一点出发,类似于画圆的方式,利用纤维纱线在芯模1的表面“画出”,制作简单。
47.在一些实施例中,在芯模1的外表面上纺织围绕芯模1周向的多条间隔分布的环形纤维纱线包括:将环形纤维纱线从芯模1的一端开始沿芯模1的轴向移动至环形纤维纱线套设于芯模1的外表面上。本实施例的纬向纤维纱线线圈是利用利用环形纤维纱线材料,直接套在芯模1的外表面上形成。本实施例的纬向纤维纱线22绕芯模1的每一圈在芯模1以外就已经形成闭合,闭合效果好,形成的纤维材料层沿芯模1的周向的首尾闭合效果更好,形成的复合机匣的力学性能更好。
48.在一些实施例中,在芯模1的外表面上纺织围绕芯模1多圈的纬向纤维纱线22包括:在芯模1的外表面上纺织围绕芯模1多圈且沿芯膜的两端延伸的螺旋形的纬向纤维纱线
22。本实施例的纬向纤维纱线22围绕芯模1的多圈是通过螺旋方式形成的,即纬向纤维纱线22绕芯模1的周向的每一圈彼此连接,各圈不独立,本实施例纬向纤维纱线22围绕芯模1多圈的结构形成过程简单,纤维材料层力学性能好。
49.在一些实施例中,如图3所示,沿芯模1的一端至芯模1的另一端,多条经向纤维纱线21以从纬向纤维纱线22的内侧和外侧依次交替的方式通过纬向纤维纱线22的每一圈,且相邻的经向纤维纱线21通过纬向纤维纱线22的同一圈的方式相反。即在芯模1的外表面上,每条经向纤维纱线21从纬向纤维纱线22的每一圈通过时,从某一圈的内侧通过,然后从下一圈的外侧通过,再从再下一圈的内侧通过,再从接下来一圈的外侧通过,依次类推,相邻的经向纤维纱线21其中一条从纬向纤维纱线22的一圈的内侧通过,另一条从纬向纤维纱线22的同一圈的外侧通过,多条经向纤维纱线2与纬向纤维纱线22的纺织方式类似于手工竹席的横竖竹条的编织方式。本实施例通过该种纺织,可以使多条经向纤维纱线21与纬向纤维纱线22接触更充分,传力效果更好,从而形成的复合机匣能更好地耐受冲击,力学性能突出。
50.在一些实施例中,如图5和图6所示,步骤b包括:
51.在芯模1的外表面上纺织底纤维层2;
52.将底纤维层2和芯模1固定,在底纤维层的外表面继续纺织至少一个上部纤维层,直至纤维材料层达到预定厚度。在如图所示的实施例中,包括第一上部纤维层3和第二上部纤维层4,本实施例通过增厚纤维材料层的厚度,提高复合机匣的力学性能。
53.在一些实施例中,如图1至图6所示,芯模1为组合模具,复合机匣的制造方法还包括:
54.步骤e,在成型液体凝固后,拆除外模和芯模1。在如图所示的实施例中,芯模1包括前芯模100和后芯模110,前芯模100和后芯模110还包括第一部分11、第二部分12和第三部分13,芯模1采用组合模具便于安装和拆除,使用更加方便。所述的第一部分、第二部分、第三部分等芯模组成结构,不排除可拆解为更小结构的情况,以此便于安装和拆除。
55.在一些实施例中,芯模为组合模具,复合机匣的制造方法还包括:
56.步骤e,使外模和/或芯模与纤维材料层固定连接,复合机匣包括外模和/或芯模。在本实施例中,复合机匣芯模和/或外模在成型液体凝固后可以不脱模,芯模和/或外模作为复合机匣的一部分,本实施例的复合机匣的制造方法更加简单方便。
57.在一些实施例中,纤维纱线中的一部分包括可相变为液态的纤维纱线,在注入成型液体时,纺织形成的纤维材料层在外模和内模的型腔内部分纤维纱线会相变为液态。
58.在一些实施例中还公开一种复合机匣,复合机匣为应用上述的复合机匣的制造方法制造。
59.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。