1.本发明涉及搅拌摩擦焊接时的恒压力控制方法,更具体的说是一种动机头搅拌摩擦焊接空间筒体结构焊缝的压力控制方法。
背景技术:
2.搅拌摩擦焊,是英国焊接研究所(twi)在1991年发明的一种革命性的固态连接技术,具有连接强度高、焊接变形小、绿色、环保等优点,已经成为铝合金最佳的连接技术之一,并在航天航空、轨道列车、新能源汽车、电子电力等领域广泛应用。
3.焊接过程中,摩擦焊主轴及其上安装的刀柄和搅拌工具在电机的驱动下高速旋转,搅拌工具受到顶锻力(z向),前进抗力(x向)和侧向阻力(y向)共同作用。其中顶锻力(z向)是确保焊接顺利实施的关键因素。同时,被焊材料厚度、材质、焊接的进给速度、所使用的搅拌工具等影响顶锻力的选取,因此,焊接执行过程中的压力控制(此时指顶锻力)极为重要。
4.目前,搅拌摩擦焊装备的执行机构上安装有接触式的压力传感器,用于测量焊接过程中的顶锻力,由于结构限制,执行机构的自重会对压力传感器显示出的数值造成影响,在焊接前,通常将该自重造成的影响在显示数值上进行归零处理,这种操作方式对于焊接一维、二维焊缝是没有问题的,因为自重对整个焊接作业过程的影响是恒定的。
5.随着搅拌摩擦焊技术在产业界向纵深方向的发展,在航空航天、鱼雷导弹领域对于轻量化制造要求的不断提高,铝合金空间筒体结构产品不断出现,比如火箭箭体,鱼雷外筒体,星际探测飞船等,这些产品在进行搅拌摩擦焊时,通常采用零件固定而机头运动的方式,为了保证焊接质量的一致性和可靠性,焊接过程中的压力控制必不可少,而现有的压力控制模式只适用于平面结构的焊缝,不适合动机头空间筒体结构件的搅拌摩擦焊。
技术实现要素:
6.本发明就是针对上述问题,提供一种动机头搅拌摩擦焊接空间筒体结构时的恒压力控制方法。
7.为了实现本发明的上述目的,本发明采用如下技术方案,一种动机头搅拌摩擦焊接空间筒体结构时的恒压力控制方法,包括搅拌工具、刀柄和焊接主轴,所述的刀柄与焊接主轴相连,刀柄下端与搅拌工具相连,其特征在于:还包括压力传感器,压力控制模块和运动控制模块,所述的压力传感器安装在焊接主轴的顶端,压力传感器与压力控制模块和运动控制模块电路连接;所述的一种动机头搅拌摩擦焊接空间筒体结构时的恒压力控制方法,其实施步骤为:步骤一、在运动控制模块中设置参数,使压力传感器、焊接主轴、刀柄和搅拌工具垂直放置,确保压力传感器位于焊接主轴、刀柄和搅拌工具的正上方,此时压力传感器仅承受焊接主轴、刀柄和搅拌工具三者的自重即g
机头重力
所施加的拉应力,记下此时压力传感器的读数f
拉力
。
8.步骤二、 在运动控制模块中设置参数,使压力传感器、焊接主轴、刀柄和搅拌工具
从步骤一中的位置处旋转180
°
,此时压力传感器、焊接主轴、刀柄和搅拌工具处于垂直状态,压力传感器位于焊接主轴、刀柄和搅拌工具的正下方,此时压力传感器仅承受焊接主轴、刀柄和搅拌工具三者的自重g
机头重力
所带来的压应力,记下此时压力传感器的数值f
压力
。
9.步骤三、对焊接主轴、刀柄和搅拌工具三者的自重按照g
机头重力
=(f
拉力
f
压力
)/2进行计算,从而获得g
机头重力
的值。
10.步骤四、 在压力控制模块内输入焊接过程中的设定的压力值f
设定值
。
11.步骤五、当运动控制模块显示搅拌工具已经按照设定的程序扎入到被焊接材料中,且焊接主轴、刀柄和搅拌工具已经按照设定的旋转速度转动、进给速度运动时,发送启动信号到压力控制模块。
12.步骤六、压力控制模块在接收到运动控制模块发出的启动信号后启动,开始工作。
13.步骤七、压力控制模块接收压力传感器传输来的实时压力数值,假设在t
当前时刻
时,压力值为f
t当前时刻
,压力控制模块读取运动控制模块中焊接主轴、刀柄和搅拌工具在t
当前时刻
的空间位置的信息。
14.步骤八、压力控制模块将焊接主轴、刀柄和搅拌工具三者的自重g
机头重力
按照焊接主轴、刀柄和搅拌工具三者在t
当前时刻
的空间位置分解到焊接主轴、刀柄和搅拌工具三者的中轴线处的作用力f
g分力
,此f
g分力
为有方向的作用力,当其方向和f
顶锻力
相同时为“ ”,相反时为
“‑”
。
15.步骤九、按照f
测量值
=f
顶锻力-f
g分力
,消除焊接主轴、刀柄和搅拌工具三者的自重对压力传感器数值的动态影响,计算得出f
顶锻力
。
16.步骤十、当f
顶锻力
大于f
设定值
时,发送运动指令到运动控制模块,控制焊接主轴、刀柄和搅拌工具三者远离被焊接材料;当f
顶锻力
小于f
设定值
时,发送运动指令到运动控制模块,控制焊接主轴、刀柄和搅拌工具三者靠近被焊接材料;当f
顶锻力
等于f
设定值
时,不发送运动指令;从而调整f
顶锻力
使其不断逼近f
设定值
。
17.步骤十一、重复步骤七、步骤八、步骤九、步骤十,直到焊接结束。
18.本发明的有益效果:本发明能实现空间筒体结构焊缝的压力控制,依托数控系统本身的算法进行动机头空间位置状态的解析和计算,不需要额外增加机头的空间位置状态传感器,实施简单,成本低廉,适应性广泛。
附图说明
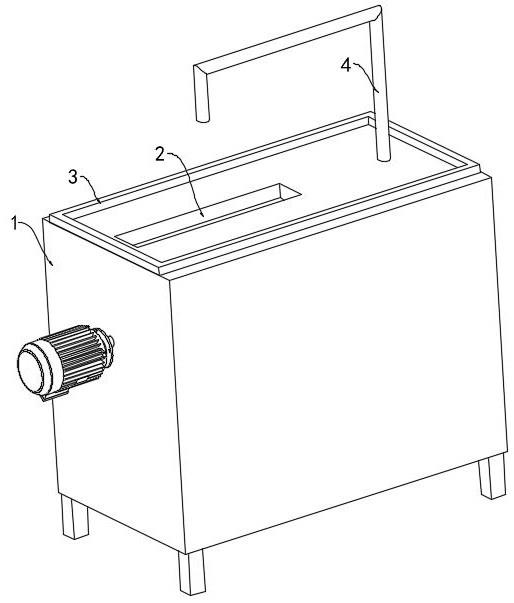
19.图1是本发明的结构示意图。
20.附图中1为搅拌工具、2为刀柄、3为焊接主轴、4为压力传感器、5为压力控制模块、6为运动控制模块、7为被焊接材料、o为空间筒体结构件的圆心。
具体实施方式
21.如图1所示,一种动机头搅拌摩擦焊接空间筒体结构时的恒压力控制方法,包括搅拌工具1,刀柄2、焊接主轴3、压力传感器4、压力控制模块5和运动控制模块6。
22.所述的搅拌工具1可以为常规搅拌摩擦焊工具,也可以为静止轴肩搅拌摩擦焊工具,搅拌工具1的上端插入到刀柄2内,搅拌工具1可通过刀柄2侧面的螺钉进行侧面紧固,也可以通过刀柄2上部的拉刀结构实现上端部的紧固。
23.所述的刀柄2的上端为锥面结构,插入到焊接主轴3的下端面内,刀柄2下端面的通
孔用于安装搅拌工具1,刀柄2将焊接主轴3的旋转运动传递给搅拌工具1,使搅拌工具1在焊接主轴3的驱动下可按照预先的旋转速度旋转运动,同时在外加运动机构的带动下沿着预设的轨迹实现进给运动。
24.所述的焊接主轴3可以是驱动电机和传动主轴3一体的电主轴3,也可以为驱动电机和传动主轴3分体的机械式主轴3结构。
25.所述的压力传感器4安装在焊接主轴3的顶端,用于测量搅拌摩擦焊接过程中的被焊接材料7传递给搅拌工具1的作用力f
顶锻力
,该作用力是搅拌工具1施加给被焊接材料7的顶锻力的反作用力,该作用力通过搅拌工具1传递给刀柄2和焊接主轴3,焊接主轴3再传递到压力传感器4上。
26.所述的压力控制模块5将压力传感器4采集到的压力值进行预处理,并从运动控制模块6中读取焊接主轴3在当前时刻空间位置的信息。其内置的恒压力控制软件对当前的采集到的压力值和设定的压力值,当前机头的空间位置等信息进行处理后,做出决策,并将决策指令发送到焊接主轴3的运动控制部件,焊接主轴3的运动控制部件根据指令带动焊接主轴3以及其上的刀柄2、搅拌工具1沿着搅拌工具1轴心线的方向靠近或者背离焊接材料7,以实现恒压力的焊接功能。
27.所述的运动控制模块6可以实时读取焊接主轴3运动执行部件中驱动电机的位置信息,并通过内置的解析算法获取焊接主轴3、刀柄2和搅拌工具1轴线在空间坐标下的位置信息,并将此信息传递到压力控制模块5。
28.本发明适用的焊接材料7为铝合金,镁合金等轻质合金材料,也可以为铜合金,钛合金,钢等高温合金材料,一般地,该焊接材料7为圆心角是n
°
的圆筒结构体(n≤360)。
29.所述的一种动机头搅拌摩擦焊接空间筒体结构时的恒压力控制方法,其实施步骤为:步骤一、在运动控制模块6中设置参数,使压力传感器4、焊接主轴3、刀柄2和搅拌工具1垂直放置,确保压力传感器4位于焊接主轴3、刀柄2和搅拌工具1的正上方,此时压力传感器4仅承受焊接主轴3、刀柄2和搅拌工具1三者的自重即g
机头重力
所施加的拉应力,记下此时压力传感器4的读数f
拉力
。
30.步骤二、在运动控制模块6中设置参数,使压力传感器4、焊接主轴3、刀柄2和搅拌工具1从步骤一中的位置处旋转180
°
,此时压力传感器4、焊接主轴3、刀柄2和搅拌工具1处于垂直状态,但压力传感器4位于焊接主轴3、刀柄2和搅拌工具1的正下方,此时压力传感器4仅承受焊接主轴3、刀柄2和搅拌工具1三者的自重g
机头重力
所带来的压应力,记下此时压力传感器4的数值f
压力
。
31.步骤三、 对焊接主轴3、刀柄2和搅拌工具1三者的自重按照g
机头重力
=(f
拉力
f
压力
)/2进行计算,从而获得g
机头重力
的值。
32.步骤四、 在压力控制模块5内输入焊接过程中的设定的压力值f
设定值
。
33.步骤五、当运动控制模块6显示搅拌工具1已经按照设定的程序扎入到被焊接材料7中,且焊接主轴3、刀柄2和搅拌工具1已经按照设定的旋转速度转动、进给速度运动时,发送相应的信号到压力控制模块5。
34.步骤六、压力控制模块5在接收到运动控制模块6发出的信号后启动,开始工作。
35.步骤七、压力控制模块5接收压力传感器4传输来的实时压力数值,假设在t
当前时刻
时,压力值为f
t当前时刻
,压力控制模块5读取运动控制模块6中焊接主轴3、刀柄2和搅拌工具1在t
当前时刻
的空间位置的信息。
36.步骤八、压力控制模块5将焊接主轴3、刀柄2和搅拌工具1三者的自重g
机头重力
按照焊接主轴3、刀柄2和搅拌工具1三者在t
当前时刻
的空间位置分解到焊接主轴3、刀柄2和搅拌工具1三者的中轴线处的作用力f
g分力
,此f
g分力
为有方向的作用力,当其方向和f
顶锻力
相同时为“ ”,相反时为
“‑”
。
37.步骤九、按照f
测量值
=f
顶锻力-f
g分力
,消除焊接主轴3、刀柄2和搅拌工具1三者的自重对压力传感器4数值的动态影响,计算得出f
顶锻力
。
38.步骤十、当f
顶锻力
大于f
设定值
时,发送运动指令到运动控制模块6,控制焊接主轴3、刀柄2和搅拌工具1三者远离被焊接材料7;当f
顶锻力
小于f
设定值
时,发送运动指令到运动控制模块6,控制焊接主轴3、刀柄2和搅拌工具1三者靠近被焊接材料7;当f顶锻力等于f设定值时,不发送运动指令;从而调整f
顶锻力
使其不断逼近f
设定值
。
39.步骤十一、重复步骤七、步骤八、步骤九、步骤十,直到焊接结束。
40.所述的焊接主轴3为电主轴3时,其旋转速度为50~12000rpm,较佳地,其旋转速度为50~8000rpm,当为机械主轴3时,其旋转速度为50~6000rpm,较佳地,其旋转速度为50~3000rpm。
41.所述的压力传感器4为接触式拉-压力传感器4,其输出信号为4~20ma电流,其中4~12ma为拉应力,12~20ma为压应力,零点为12ma,综合误差为
±
0.1(%fs),线性误差为
±
0.1(%fs),采样周期为0.02s。
42.所述的被焊接材料7的厚度范围为2~110mm,较佳地,其厚度范围为6~12mm。
43.本发明适用于空间筒体结构的焊接,该空间筒体结构既可以为封闭的圆环体结构(n=360
°
),较佳地,其为半圆环形结构(n=180
°
)或1/4球面体结构(n=90
°
)。
44.所述的空间筒体结构的直径为0.8m-15m,较佳地,其直径为1.2~11m。
45.所述的搅拌工具1、刀柄2和焊接主轴3既可以安装在机床式搅拌摩擦焊接设备上,也可以安装在并联式、串联式的机器人上。
46.可以理解的是,以上关于本发明的具体描述,仅用于说明本发明而并非受限于本发明实施例所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。