1.本技术涉及焊机的领域,尤其是涉及一种内置气泵焊机。
背景技术:
2.等离子切割是利用高温等离子气体的热量使工件的金属局部熔化(和蒸发),并借高速等离子气体吹去熔融金属以形成切口的一种加工方法。
3.加工坊中,常利用气泵作为气源,并利用焊机作为电源(变压器),以实现等离子切割。
4.加工坊中,因成本等原因,设备的数量通常是能少则少,进而导致常常需要移动设备以应对各种加工,则每次移动时,需要分别移动气泵和焊机,较为不便。
技术实现要素:
5.为了便于携带和移动,本技术提供一种内置气泵焊机。
6.本技术提供的一种内置气泵焊机,采用如下的技术方案:一种内置气泵焊机,包括箱体、电气控制系统和气泵;所述箱体内设有第一安装腔和第二安装腔;所述电气控制系统位于第一安装腔内;所述气泵位于第二安装腔内。
7.通过采用上述技术方案,将气泵一同置于箱体内,以便于携带和移动;同时,电气控制系统和气泵相互独立,减少两者之间的相互影响,使得焊机能够正常工作。
8.优选的,还包括调节器;所述调节器设有开口、进口、通口和出口;所述开口连通大气,所述进口连通气泵的出气口,所述通口用于连通气管,所述出口连通气泵的进气口;所述调节器具有以下两种工作状态:通口与出口相连通,且进口与开口相连通;通口与进口相连通,且出口与开口相连通。
9.通过采用上述技术方案,将焊机应用于为等离子切割供电时,则通口与出口相连通,且进口与开口相连通,以利用气泵为等离子切割供气。将焊机应用于为焊接供电时,则通口与进口相连通,且出口与开口相连通,以利用气泵抽吸焊接时产生的废气,保障焊接操作者的健康。
10.优选的,所述调节器包括壳体和活塞;所述开口设有两个,且一个所述开口、所述进口、所述通口、所述出口和另一个所述开口依次设于壳体上;所述活塞滑动嵌于壳体内,且所述活塞的外周与壳体的内周之间滑动密封;所述活塞的外周设有气槽,所述气槽的槽口宽度小于进口和出口之间的间距,所述气槽的槽口宽度大于进口和通口之间的间距,所述气槽的槽口宽度大于通口和出口之间的间距。
11.通过采用上述技术方案,通过滑动活塞,实现调节器两种工作状态之间的切换,无需拆卸连接管路,方便焊机的使用。
12.优选的,所述壳体包括第一筒和第二筒,所述第二筒连通于第一筒;所述进口连通第一筒,所述出口连通第二筒;所述活塞包括第一板、第二板和连接杆;所述第一板滑动嵌
于第一筒内,且所述第一板的外周与第一筒的内周之间滑动密封;所述第二板滑动嵌于第二筒内,且所述第二板的外周与第二筒的内周之间滑动密封;所述连接杆位于第一板和第二板之间,且所述连接杆的一端固定连接于第一板,所述连接杆的另一端固定连接于第二板;所述连接杆的直径小于第一板的直径,所述第一板的直径小于第二板的直径。
13.通过采用上述技术方案,通过封堵通口(如:夹闭连通于通口的气管),即可实现切换调节器的工作状态。具体过程如下:1)、调节器若处于“通口与进口相连通,且出口与开口相连通”的状态下,第一板和第二板之间充满由气泵输出的高压气体(大于大气压),第二板背离第一板的一侧连通大气,进而在第一板的两侧产生压力差f1;第一板背离第二板的一侧连通大气,进而在第二板的两侧产出压力差f2;并且,因第一板的直径小于第二板的直径,导致压力差f1大于压力差f2,进而使得活塞具有移动的趋势,同时,壳体与活塞之间的摩擦力阻碍活塞移动,使得活塞的位置稳定,进而使得调节器正常工作;此时,若需要切换调节器的工作状态,则封堵通口,第一板和第二板之间的高压气体停止输出,同时,气泵继续向第一板和第二板之间输送气体,使得第一板和第二板之间的气压增大,则压力差f1、压力差f2随之增大,直至压力差f1与压力差f2之间的差值大于壳体与活塞之间的摩擦力时,活塞开始移动,直至第二板移动至进口和通口之间时,调节器切换至“通口与出口相连通,且进口与开口相连通”的状态;2)、调节器若处于“通口与出口相连通,且进口与开口相连通”的状态下,则第一板和第二板之间连通大气,第二板背离第一板的一侧充满由气泵输出的高压气体(大于大气压),进而在第二板的两侧产出压力差;第一板背离第二板的一侧连通大气,则第一板的两侧不产生压力差;则第二板两侧的压力差使得活塞具有移动的趋势,同时,壳体与活塞之间的摩擦力阻碍活塞移动,使得活塞的位置稳定,进而使得调节器正常工作;此时,若需要切换调节器的工作状态,则封堵通口,第一板和第二板之间停止进气,同时,气泵抽吸第一板和第二板之间的气体,使得第一板和第二板之间产生负压,则第一板的两侧产生压力差f1,待第一板和第二板之间的气体消耗殆尽,则气泵不能继续向第二板背离第一板的一侧输送气体,则第二板背离第一板的一侧等同于连通大气,因第一板和第二板之间为负压,则第二板的两侧产生压力差f2,压力差f1大于压力差f2,直至压力差f1与压力差f2之间的差值大于壳体与活塞之间的摩擦力时,活塞开始移动,直至第一板移动至出口和通口之间时,调节器切换至“通口与进口相连通,且出口与开口相连通”的状态。
14.优选的,所述调节器还包括堵头和驱动组件;所述堵头滑动连接于壳体,所述堵头的滑动方向平行于通口的轴向,且所述堵头与通口同轴设置;所述驱动组件用于驱使堵头密封通口。
15.通过采用上述技术方案,利用堵头封堵通口,以实现切换调节器的工作状态。
16.优选的,所述通口包括同轴的大口和小口,所述小口的内径小于大口的内径;所述堵头同轴滑动嵌于大口内,且所述堵头的直径大于小口的内径。
17.通过采用上述技术方案,利用大口为堵头提供导向,便于堵头封堵通口。
18.优选的,所述堵头的直径等于大口的内径,所述堵头朝向小口的一端表面设有通槽,所述通槽贯穿堵头背离小口的一端表面;所述堵头朝向小口的一端表面处,所述通槽的槽口至堵头圆心的最短距离大于小
口的内径。
19.通过采用上述技术方案,避免堵头在大口内窜动,保证堵头始终正对与小口,以便于利用堵头封堵通口。
20.优选的,所述驱动组件包括推杆、销轴和连接件;所述推杆滑动连接于壳体,所述推杆的滑动方向垂直于堵头的轴线;所述推杆设有滑槽,所述滑槽包括依次连通的通气限位槽、过度槽和密封限位槽,所述通气限位槽的长度方向和密封限位槽的长度方向均平行于推杆的滑动方向,且所述密封限位槽至堵头的间距小于通气限位槽至堵头的间距;所述销轴滑动嵌于滑槽内;所述连接件的一端连接于销轴,所述连接件的另一端连接于堵头;在所述销轴位于密封限位槽内的情况下,所述堵头抵紧大口与小口之间的台阶面。
21.通过采用上述技术方案,滑动推杆,通过滑槽驱使销轴移动,进而实现驱使堵头移动,实现利用堵头封堵通口。
22.优选的,在所述推杆的一端抵触连接杆的外周的情况下,所述销轴位于密封限位槽内;所述连接杆的外周设有凸起,所述凸起背离连接杆轴线的一端设有脱离面;在所述脱离面抵触推杆朝向连接杆的一端的情况下,所述销轴位于通气限位槽内。
23.通过采用上述技术方案,利用堵头封堵通口后,活塞移动以完成状态切换,同时,凸起随活塞一起移动,进而使得脱离面抵触推杆,以驱使推杆和堵头复位,通口畅通,进而使得调节器维持在切换后的状态。
24.综上所述,本技术包括以下至少一种有益技术效果:1.将气泵一同置于箱体内,以便于携带和移动;同时,电气控制系统和气泵相互独立,减少两者之间的相互影响,使得焊机能够正常工作;2.将焊机应用于为等离子切割供电时,则通口与出口相连通,且进口与开口相连通,以利用气泵为等离子切割供气;3.将焊机应用于为焊接供电时,则通口与进口相连通,且出口与开口相连通,以利用气泵抽吸焊接时产生的废气,保障焊接操作者的健康。
附图说明
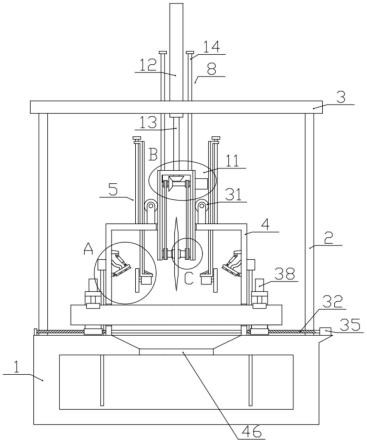
25.图1是内置气泵焊机的整体结构示意图。
26.图2是内置气泵焊机的结构爆炸视图。
27.图3是调节器的剖视图。
28.图4是图3中a处的放大图。
29.附图标记说明:1、箱体;11、底板;12、侧板;13、顶板;14、隔板;2、电气控制系统;3、气泵;4、调节器;41、壳体;411、第一筒;412、第二筒;42、活塞;421、第一板;422、第二板;423、连接杆;43、堵头;431、通槽;44、驱动组件;441、推杆;442、销轴;443、连接件;45、滑槽;451、通气限位槽;452、过度槽;453、密封限位槽;46、凸起;461、脱离面;51开口;52、进口;53、通口;531、大口;532、小口;54、出口。
具体实施方式
30.以下结合附图1-4对本技术作进一步详细说明。
31.参照图1和图2,本技术实施例公开一种内置气泵3焊机,包括箱体、电气控制系统2和气泵3。
32.参照图2,箱体包括底板11、侧板12、顶板13和隔板14。底板11水平。侧板12竖直,且侧板12的下端连接于底板11。侧板12设有四个,且四个侧板12环绕于底板11的四周。顶板13水平,且顶板13连接于四个侧板12的上端。底板11、侧板12和顶板13围绕成一个安装腔。
33.隔板14竖直,且隔板14位于底板11和顶板13之间。隔板14将安装腔分隔成第一安装腔和第二安装腔。电气控制系统2位于第一安装腔内,电气控制系统2用于连接电源以接收电能,且电气控制系统2用于输出设定参数的电压或电流。气泵3位于第二安装腔内。
34.同时,顶板13的上表面处还设有提手,以便于携带、移动。
35.将焊机应用于为等离子切割供电时,则利用气泵3为等离子切割供气。将焊机应用于为焊接供电时,则利用气泵3抽吸焊接时产生的废气,保障焊接操作者的健康。
36.参照图2,内置气泵3焊机还包括调节器4。调节器4设于第二安装腔内。
37.参照图2和图3,调节器4设有开口51、进口52、通口53和出口54。开口51连通大气,进口52连通气泵3的出气口,通口53用于连通至气管,出口54连通气泵3的进气口;其中,气管连通等离子切割枪或焊枪。
38.调节器4具有以下两种工作状态:通口53与出口54相连通,且进口52与开口51相连通,以通过气管抽吸空气;通口53与进口52相连通,且出口54与开口51相连通,以向气管输送压缩气。
39.参照图3,调节器4包括壳体41和活塞42。壳体41包括第一筒411和第二筒412。第一筒411的内径小于第二筒412的内径,且第二筒412同轴连通于第一筒411。开口51设有两个,进口52、通口53和出口54均设有一个。一个开口51、进口52、通口53、出口54和另一个开口51依次设于壳体41上。具体的,一个开口51位于第一筒411背离第二筒412的端部处;进口52位于第一筒411的周向侧壁处;通口53位于第一筒411和第二筒412的连接处;出口54位于第二筒412的周向侧壁处;另一个开口51位于第二筒412背离第一筒411的端部处。
40.活塞42包括第一板421、第二板422和连接杆423。第一板421滑动嵌于第一筒411内,且第一板421的外周与第一筒411的内周之间滑动密封。第二板422滑动嵌于第二筒412内,且第二板422的外周与第二筒412的内周之间滑动密封。连接杆423位于第一板421和第二板422之间,且连接杆423的一端固定连接于第一板421,连接杆423的另一端固定连接于第二板422。
41.连接杆423的直径小于第一板421的直径,进而在活塞42的外周形成气槽,且第一板421和第二板422之间的间距即为气槽的槽口宽度。同时,气槽的槽口宽度小于或等于进口52和出口54之间的间距,气槽的槽口宽度大于进口52和通口53之间的间距,气槽的槽口宽度大于通口53和出口54之间的间距。
42.参照图3和图4,通口53包括同轴的大口531和小口532。小口532的内径小于大口531的内径,且大口531直接连通于第二筒412的内腔,小口532用于供气管连接。
43.大口531内同轴滑动嵌有堵头43,堵头43的直径等于大口531的内径。堵头43朝向小口532的一端表面设有通槽431,通槽431贯穿堵头43背离小口532的一端表面。同时,堵头
43朝向小口532的一端表面处,通槽431的槽口至堵头43圆心的最短距离大于小口532的内径;即堵头43朝向小口532的一端表面贴合大口531与小口532之间的台阶面时,台阶面覆盖通槽431,则可实现利用堵头43密封通口53。
44.调节器4还包括驱动组件44,驱动组件44用于驱使堵头43密封通口53。
45.参照图3和图4,驱动组件44包括推杆441、销轴442和连接件443。第二筒412的周向侧壁处设有通孔。通孔的轴线垂直于大口531的轴线,且两者共面。推杆441同轴滑动嵌于通孔内,并滑动密封。且推杆441的一端伸入第二筒412内,推杆441的另一端位于第二筒412外。
46.同时,参照图2和图3,推杆441伸出第二筒412的一端还贯穿侧板12后伸出。
47.参照图3和图4,推杆441设有滑槽45,滑槽45始终位于第二筒412内。滑槽45包括依次连通的通气限位槽451、过度槽452和密封限位槽453。通气限位槽451的长度方向和密封限位槽453的长度方向均平行于推杆441的滑动方向,且密封限位槽453至堵头43的间距小于通气限位槽451至堵头43的间距。
48.销轴442滑动嵌于滑槽45内。连接件443的一端固定连接于销轴442,连接件443的另一端固定连接于堵头43。在销轴442位于密封限位槽453内的情况下,堵头43抵紧大口531与小口532之间的台阶面。
49.连接杆423沿自身轴线的中部同轴设有凸起46,且凸起46固定连接于连接杆423的外周。凸起46背离连接杆423轴线的一端设有脱离面461,脱离面461用于供推杆441的端部抵触。本实施例中,凸起46的外周具有两个圆锥面,且两个圆锥面直径较大的一端相对;以利用圆锥面实现连接杆423外周与脱离面461之间的平滑过渡。
50.推杆441抵触至连接杆423外周的情况下,销轴442位于密封限位槽453内,且堵头43抵紧大口531与小口532之间的台阶面。
51.推杆441抵触至脱离面461的情况下,销轴442位于通气限位槽451内,且堵头43脱离大口531与小口532之间的台阶面。
52.本技术实施例一种内置气泵3焊机的实施原理为:1.将气泵3一同置于箱体内,以便于携带和移动;同时,电气控制系统2和气泵3相互独立,减少两者之间的相互影响,使得焊机能够正常工作;将焊机应用于为等离子切割供电时,则通口53与出口54相连通,且进口52与开口51相连通,以利用气泵3为等离子切割供气;将焊机应用于为焊接供电时,则通口53与进口52相连通,且出口54与开口51相连通,以利用气泵3抽吸焊接时产生的废气,保障焊接操作者的健康。
53.需要切换调节器4的工作状态时,按压推杆441至抵触连接杆423的外周,则堵头43密封通口53,气泵3继续工作,使得活塞42上产生压力差,压力差趋势活塞42移动,以切换调节器4的工作状态;同时,凸起46随活塞42一起移动,利用脱离面461驱使推杆441和堵头43复位,通口53畅通,进而使得调节器4维持在切换后的状态。
54.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。