1.本发明涉及制药设备技术领域,特别地,涉及一种安瓿瓶灌装封口及检测一体化设备。
背景技术:
2.在现有的制药行业中,安瓿瓶的灌装封口设备通常采用直线式结构,这种设备往往会占用很大的面积,且结构复杂,规格部件多,各部件之间安瓿瓶的交接处易产生破碎,而一旦出现故障,由于各个零部件相互关联,连接紧密,对于维修人员的要求很高,且维修调试时间长,十分影响工作效率;且现有的安瓿瓶灌装封口完成后,无法及时对其封口质量是否合格进行检测,需要额外使用单独的检测设备对封口头部外观缺陷进行重新检测,延长了产品的生产周期。
技术实现要素:
3.本发明提供了一种安瓿瓶灌装封口及检测一体化设备,以解决现有的安瓿瓶生产设备占地面积大、结构复杂、维护要求高、关联动作多故障点多、生产准备周期长等技术问题。
4.根据本发明的一个方面,提供一种安瓿瓶灌装封口及检测一体化设备,采用回转式结构,通过转动对安瓿瓶进行输送,包括进瓶组件、灌装组件、传瓶组件、封口组件以及检测组件;进瓶组件,与灌装组件连接,用于将安瓿瓶输送至灌装组件上;灌装组件,与传瓶组件连接,用于对安瓿瓶进行灌装并将安瓿瓶输送至传瓶组件上;传瓶组件,与封口组件连接,用于将安瓿瓶输送至封口组件上;封口组件,与出瓶组件连接,用于对安瓿瓶进行封口并将安瓿瓶输送至出瓶组件上;出瓶组件,与检测组件连接,用于将安瓿瓶输送至检测组件上;检测组件,用于对安瓿瓶的头部外观缺陷进行检测并分离出安瓿瓶中的合格品和不合格品。
5.作为上述技术方案的进一步改进:
6.进一步地,检测组件包括布设于出瓶组件的上方的用于对安瓿瓶进行检测并输送检测信号的质量检测传感器、与出瓶组件连接的合格品拨轮组、与合格品拨轮组连接的不合格品拨轮组、用于收纳合格品安瓿瓶的储瓶组以及布设于合格品拨轮组与储瓶组之间的用于接收检测信号以将合格品安瓿瓶输送至储瓶组内的分离组,分离组与质量检测传感器电连接。
7.进一步地,封口组件包括沿竖向可活动并沿周向可转动地布设的封口转动轴、沿周向可转动地套设于封口转动轴上的用于通过转动输送安瓿瓶的封口转盘以及与封口转动轴连接的用于对安瓿瓶进行拉丝封口的拉丝封口机构,封口转盘的进瓶端与传瓶组件的出瓶端连接。
8.进一步地,拉丝封口机构包括与封口转动轴固定连接的用于喷火溶解安瓿瓶的头部的喷火件以及与封口转动轴固定连接的用于夹持并弃置安瓿瓶的头部的夹持件,喷火件
的喷火端与夹持件的夹持端对应布设。
9.进一步地,喷火件包括用于储存可燃气体的供气组、与供气组连通的用于输送可燃气体的供气管、固定套设于封口转动轴上的喷火安装架以及与供气管连通并固定于喷火安装架上的用于喷火溶解安瓿瓶的头部的喷火嘴。
10.进一步地,夹持件包括固定套设于封口转动轴上的夹持安装架、沿径向可活动地安装于夹持安装架上的径向活动丝杆件、与径向活动丝杆件的活动端连接的用于夹持安瓿瓶的头部的夹持结构以及用于带动夹持结构的夹持端夹持安瓿瓶的头部的竖向活动丝杆件,,竖向活动丝杆件的固定端安装于径向活动丝杆件的活动端上,竖向活动丝杆件的活动端与夹持结构的夹持端固定连接。
11.进一步地,夹持结构包括与径向活动丝杆件的活动端连接的固定座、可活动地与固定座连接的用于夹持安瓿瓶的头部的夹持连杆以及与竖向活动丝杆件的活动端固定连接并可转动地与夹持连杆连接的用于带动夹持连杆的夹持端夹持或者松开安瓿瓶的头部的联动件。
12.进一步地,安瓿瓶灌装封口及检测一体化设备还包括与拉丝封口机构对应布设的用于将拉丝封口过程中产生的废气抽离的抽风组件。
13.进一步地,进瓶组件包括进瓶网带、与进瓶网带的出瓶端连接的绞龙进瓶组以及分别与绞龙进瓶组的出瓶端和灌装组件的进瓶端连接的进瓶拨轮组。
14.进一步地,灌装组件包括沿竖向可活动并沿周向可转动地布设的灌装转动轴、沿周向可转动地套设于灌装转动轴上的灌装转盘以及与灌装转动轴连接的用于将药液灌装至安瓿瓶内的灌装机构,灌装转盘的进瓶端与进瓶组件的出瓶端连接。
15.本发明具有以下有益效果:
16.本发明的安瓿瓶灌装封口及检测一体化设备,首先通过进瓶组件将安瓿瓶输送至灌装组件上,灌装组件将药液灌装至安瓿瓶内,然后通过传瓶组件将已灌装的安瓿瓶输送至封口组件上,封口组件对安瓿瓶进行封口,再通过出瓶组件将已封口的安瓿瓶输送至检测组件上,检测组件对安瓿瓶的头部外观缺陷进行检测,以分离出合格品安瓿瓶和不合格品安瓿瓶;本方案可以通过进瓶组件、传瓶组件以及出瓶组件实现安瓿瓶的持续输送,减少了安瓿瓶在灌装、封口及检测等工序之前的等待时间,提高了生产效率;通过检测组件实现安瓿瓶封口完成后即可对安瓿瓶的头部外观缺陷进行检测,提高了生产效率,缩短了生产周期,且相对于现有的检测工序减少了中间流程,检测结果更为准确,节省了工作用地,减少了生产投入;安瓿瓶灌装封口及检测一体化设备整体采用回转式结构,通过转动对安瓿瓶进行输送,相对于现有的直线式结构,占地减少,结构简单,维修方便,各个环节更加直观,实用性强,适于广泛推广和应用。
17.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
18.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
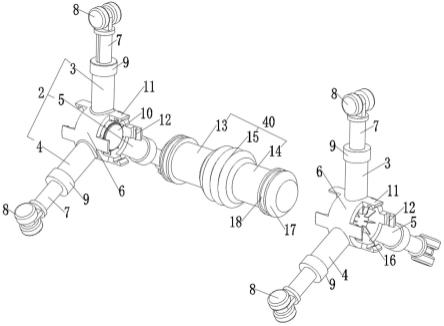
19.图1是本发明优选实施例的安瓿瓶灌装封口及检测一体化设备的结构示意图;
20.图2是本发明优选实施例的安瓿瓶灌装封口及检测一体化设备中封口组件的部分结构示意图;
21.图3是本发明优选实施例的安瓿瓶灌装封口及检测一体化设备中封口组件的结构示意图。图例说明:
22.1、进瓶组件;11、进瓶网带;111、弹片;12、绞龙进瓶组;13、进瓶拨轮组;2、灌装组件;21、灌装转动轴;22、灌装转盘;23、灌装机构;3、传瓶组件;4、封口组件;41、封口转动轴;42、封口转盘;43、喷火件;431、供气组;432、喷火安装架;433、喷火嘴;44、夹持件;441、夹持安装架;442、径向活动丝杆件;443、夹持结构;444、竖向活动丝杆件;5、出瓶组件;6、检测组件;61、质量检测传感器;62、合格品拨轮组;63、不合格品拨轮组;64、储瓶组;65、分离组;7、抽风组件。
具体实施方式
23.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
24.图1是本发明优选实施例的安瓿瓶灌装封口及检测一体化设备的结构示意图;图2是本发明优选实施例的安瓿瓶灌装封口及检测一体化设备中封口组件的部分结构示意图;图3是本发明优选实施例的安瓿瓶灌装封口及检测一体化设备中封口组件的结构示意图。
25.如图1和图2所示,本实施例的安瓿瓶灌装封口及检测一体化设备,采用回转式结构,通过转动对安瓿瓶进行输送,包括进瓶组件1、灌装组件2、传瓶组件3、封口组件4以及检测组件6;进瓶组件1,与灌装组件2连接,用于将安瓿瓶输送至灌装组件2上;灌装组件2,与传瓶组件3连接,用于对安瓿瓶进行灌装并将安瓿瓶输送至传瓶组件3上;传瓶组件3,与封口组件4连接,用于将安瓿瓶输送至封口组件4上;封口组件4,与出瓶组件5连接,用于对安瓿瓶进行封口并将安瓿瓶输送至出瓶组件5上;出瓶组件5,与检测组件6连接,用于将安瓿瓶输送至检测组件6上;检测组件6,用于对安瓿瓶的头部外观缺陷进行检测并分离出安瓿瓶中的合格品和不合格品。具体地,本发明的安瓿瓶灌装封口及检测一体化设备,首先通过进瓶组件1将安瓿瓶输送至灌装组件2上,灌装组件2将药液灌装至安瓿瓶内,然后通过传瓶组件3将已灌装的安瓿瓶输送至封口组件4上,封口组件4对安瓿瓶进行封口,再通过出瓶组件5将已封口的安瓿瓶输送至检测组件6上,检测组件6对安瓿瓶的头部外观缺陷进行检测,以分离出合格品安瓿瓶和不合格品安瓿瓶;本方案可以通过进瓶组件1、传瓶组件3以及出瓶组件5实现安瓿瓶的持续输送,减少了安瓿瓶在灌装、封口及检测等工序之前的等待时间,提高了生产效率;通过检测组件6实现安瓿瓶封口完成后即可对安瓿瓶的头部外观缺陷进行检测,提高了生产效率,缩短了生产周期,且相对于现有的检测工序减少了中间流程,检测结果更为准确,节省了工作用地,减少了生产投入;安瓿瓶灌装封口及检测一体化设备整体采用回转式结构,通过转动对安瓿瓶进行输送,相对于现有的直线式结构,占地减少,结构简单,维修方便,各个环节更加直观,实用性强,适于广泛推广和应用。应当理解的是,安瓿瓶灌装封口及检测一体化设备还包括分别与进瓶组件1、灌装组件2、传瓶组件3、封口组件4、出瓶组件5以及检测组件6电连接的控制组件,通过控制组件实现进瓶组件1、灌装组件2、传瓶组件3、封口组件4、出瓶组件5以及检测组件6之间的协调控制。优选地,传瓶组件3包括分别与灌装组件2和封口组件4连接的传瓶圆盘。优选地,出瓶组件5包括分别与封口组
件4和检测组件6连接的出瓶圆盘。
26.如图1所示,本实施例中,检测组件6包括布设于出瓶组件5的上方的用于对安瓿瓶进行检测并输送检测信号的质量检测传感器61、与出瓶组件5连接的合格品拨轮组62、与合格品拨轮组62连接的不合格品拨轮组63、用于收纳合格品安瓿瓶的储瓶组64以及布设于合格品拨轮组62与储瓶组64之间的用于接收检测信号以将合格品安瓿瓶输送至储瓶组64内的分离组65,分离组65与质量检测传感器61电连接。具体地,质量检测传感器61通过视觉对封口完成的安瓿瓶的头部外观进行检测,并将带有检测结果的检测信号反馈给分离组65,出拼组件将安瓿瓶输送至合格品拨轮组62上,分离组65将合格品拨轮组62上的合格品安瓿瓶输送至储瓶组64内储存,然后合格品拨轮组62将不合格品安瓿瓶输送至不合格品拨轮组63,无需额外的设备,即可实现对安瓿瓶的检测和分离,大大提高了安瓿瓶的生产效率。可选地,质量检测传感器61包括摄像相机、显示光源和传输电缆,传输电缆分别与摄像相机和分离组65电连接。
27.如图1和图2所示,本实施例中,封口组件4包括沿竖向可活动并沿周向可转动地布设的封口转动轴41、沿周向可转动地套设于封口转动轴41上的用于通过转动输送安瓿瓶的封口转盘42以及与封口转动轴41连接的用于对安瓿瓶进行拉丝封口的拉丝封口机构,封口转盘42的进瓶端与传瓶组件3的出瓶端连接。具体地,灌装完成的安瓿瓶通过进瓶组件1输送至封口转盘42上,封口转盘42通过转动输送安瓿瓶,当对安瓿瓶进行封口时,封口转动轴41沿竖向移动,以使拉丝封口机构的工作端与安瓿瓶上的封口点对应布设,进而对安瓿瓶进行拉丝封口。可选地,封口组件4为回转往复式跟踪封口,工作效率高,空间利用率高。应当理解的是,封口转动轴41与封口转盘42相对转动,以实现回转往复式时跟踪灌装。
28.如图2所示,本实施例中,拉丝封口机构包括与封口转动轴41固定连接的用于喷火溶解安瓿瓶的头部的喷火件43以及与封口转动轴41固定连接的用于夹持并弃置安瓿瓶的头部的夹持件44,喷火件43的喷火端与夹持件44的夹持端对应布设。具体地,拉丝封口过程中,首先通过夹持件44夹持安瓿瓶的头部,然后喷火件43喷火溶解安瓿瓶的头部,封口转动轴41竖向运动,以通过夹持件44将安瓿瓶封口点上半部分与安瓿瓶分离并完成安瓿瓶的封口,且在夹持件44的夹持端到达指定位置后,夹持件44的夹持端打开以弃置安瓿瓶封口点上半部分。
29.如图1和图2所示,本实施例中,喷火件43包括用于储存可燃气体的供气组431、与供气组431连通的用于输送可燃气体的供气管、固定套设于封口转动轴41上的喷火安装架432以及与供气管连通并固定于喷火安装架432上的用于喷火溶解安瓿瓶的头部的喷火嘴433。具体地,喷火安装架432套设于封口转动轴41上,喷火嘴433固定于喷火安装架432上,以通过封口转动轴41的运动,使得喷火嘴433与安瓿瓶的封口点相对应;通过供气管将供气组431内的可燃气体输送至喷火嘴433内,以使喷火嘴433喷火溶解安瓿瓶的头部,进而实现对安瓿瓶的拉丝封口。可选地,封口转动轴41设有用于容纳供气管的容纳腔。
30.如图2所示,本实施例中,夹持件44包括固定套设于封口转动轴41上的夹持安装架441、沿径向可活动地安装于夹持安装架441上的径向活动丝杆件442、与径向活动丝杆件442的活动端连接的用于夹持安瓿瓶的头部的夹持结构443以及用于带动夹持结构443的夹持端夹持安瓿瓶的头部的竖向活动丝杆件444,竖向活动丝杆件444的固定端安装于径向活动丝杆件442的活动端上,竖向活动丝杆件444的活动端与夹持结构443的夹持端固定连接。
具体地,初始状态下,夹持结构443位于安瓿瓶的正上方,封口转动轴41与封口转盘42同步正向旋转预设角度,封口转动轴41竖向向下运动,带动夹持结构443竖向向下运动,然后竖向活动丝杆件444的活动端竖向向下运动以带动夹持结构443的夹持端夹持安瓿瓶的头部,在喷火件43喷火溶解安瓿瓶的头部后,封口转动轴41竖向向上运动,以使安瓿瓶的头部与安瓿瓶分离并完成安瓿瓶的封口;然后径向活动丝杆件442的活动端沿径向远离封口转动轴41,以使夹持结构443的夹持端到达指定位置,竖向活动丝杆件444的活动端竖向向上运动以带动夹持结构443的夹持端松开安瓿瓶的头部,上述动作完成后,径向活动丝杆件442的活动端沿径向靠近封口转动轴41,封口转动轴41与封口转盘42反向旋转预设角度,以恢复至初始状态,继续完成下一批安瓿瓶的封口。可选地,夹持结构443沿周向布设有多组,竖向活动丝杆件444与夹持结构443一一对应布设。
31.如图2所示,本实施例中,夹持结构443包括与径向活动丝杆件442的活动端连接的固定座、可活动地与固定座连接的用于夹持安瓿瓶的头部的夹持连杆以及与竖向活动丝杆件444的活动端固定连接并可转动地与夹持连杆连接的用于带动夹持连杆的夹持端夹持或者松开安瓿瓶的头部的联动件。具体地,竖向活动丝杆件444的活动端竖向向下运动,以带动联动件竖向向下运动,进而带动夹持连杆的夹持端夹持安瓿瓶的头部;或者,竖向活动丝杆件444的活动端竖向向上运动,以带动联动件竖向向上运动,进而带动夹持连杆的夹持端松开安瓿瓶的头部。可选地,径向活动丝杆件442包括安装于夹持安装架441上的径向驱动装置、与径向驱动装置的输出端连接的径向转动丝杆以及套设于径向转动丝杆上并可滑动地布设于夹持安装架441上的滑动连接板。可选地,径向活动丝杆件442还包括沿竖向布设并与滑块连接板连接的竖向连接板。可选地,竖向活动丝杆包括安装于竖向连接板上的竖向驱动装置、与竖向驱动装置的输出端连接的竖向转动丝杆以及套设于竖向转动丝杆上并与夹持结构443的夹持端连接的夹持连接板。可选地,联动件与夹持连接板固定连接。可选地,联动件包括与夹持连接板固定连接的滑杆以及可转动地与滑杆连接的滑块,滑块与夹持连杆可转动地连接。可选地,滑杆与滑块通过销轴连接,滑块与夹持连杆通过销轴连接。
32.如图3所示,本实施例中,封口组件4还包括沿周向布设的用于与安瓿瓶外壁贴合的旋瓶带。具体地,旋瓶带与安瓿瓶贴合,以在封口转盘42转动输送安瓿瓶时,带动安瓿瓶自转。
33.如图1所示,本实施例中,安瓿瓶灌装封口及检测一体化设备还包括与拉丝封口机构对应布设的用于将拉丝封口过程中产生的废气抽离的抽风组件7。具体地,通过抽风组件7将安瓿瓶拉丝封口过程中产生的废气抽离,提高产品质量。
34.如图1所示,本实施例中,进瓶组件1包括进瓶网带11、与进瓶网带11的出瓶端连接的绞龙进瓶组12以及分别与绞龙进瓶组12的出瓶端和灌装组件2的进瓶端连接的进瓶拨轮组13。具体地,通过进瓶网带11连接安瓿瓶料理盘或者安瓿瓶灌装上一工艺设备,以接收安瓿瓶,并将安瓿瓶输送至绞龙进瓶组12内,绞龙进瓶组12再将安瓿瓶输送至进瓶拨轮组13上,进瓶拨轮组13将安瓿瓶输送至灌封组件上。可选地,进瓶网带11包括用于输送安瓿瓶的输送导轨、可活动地布设于输送导轨一侧的弹片111以及用于检测弹片111活动情况并输送检测信号的位移检测器,通过位移检测器将安瓿瓶输送过程中弹片111的移动情况输送至上一个工艺设备内,以控制安瓿瓶进瓶速度,避免安瓿瓶堆积。
35.如图1所示,本实施例中,灌装组件2包括沿竖向可活动并沿周向可转动地布设的
灌装转动轴21、沿周向可转动地套设于灌装转动轴21上的灌装转盘22以及与灌装转动轴21连接的用于将药液灌装至安瓿瓶内的灌装机构23,灌装转盘22的进瓶端与进瓶组件1的出瓶端连接。具体地,当安瓿瓶进入灌装转盘22上时,灌装转动轴21竖向向下运动,以带动灌装机构23的输出端与安瓿瓶连通,以对安瓿瓶进行灌装,灌装完成后灌装转动轴21竖向向上运动,以使灌装机构23的输出端与安瓿瓶分离。可选地,灌装机构23包括定量灌装泵以及与定量灌装泵连接的灌装针,通过将灌装针插入安瓿瓶内,以对安瓿瓶进行灌装。可选地,灌装组件2为回转往复式跟踪灌装,工作效率高,空间利用率高。应当理解的是,灌装转动轴21与灌装转盘22相对转动,以实现回转往复式时跟踪灌装。
36.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。