1.本技术涉及厨房用具技术领域,尤其涉及一种复合菜板及其加工方法。
背景技术:
2.菜板是常用的厨房用具,普通的菜板都是由同一种材料制成,强度不够高,反复切菜后容易变形,使用寿命短,因此出现了多种材料形成的复合菜板。现有的复合菜板,一般都是将多层结构简单地复合叠加在一起,材质比较单一,只可充分发挥一种材料的优势,且相邻层之间的结合性较低,使用过程中容易出现层间分离,导致菜板损坏,影响菜板的使用寿命。
技术实现要素:
3.本技术提供了一种复合菜板及其加工方法,以提供一种使用寿命长,使用过程中不易损坏的菜板。
4.本技术的第一方面提供了一种复合菜板,其包括:
5.基层,所述基层采用普通塑料制成;
6.面层,覆盖于所述基层的表面,所述面层的成分包括硬质塑料,且所述面层的硬度不小于邵氏85hd。
7.上述复合菜板包括基层和面层,基层采用普通塑料制成,形成复合菜板的主体部分,降低复合菜板的加工成本;面层覆盖于基层的表面,面层的成分包括硬质塑料,面层的硬度不小于邵氏85hd,以增加面层的耐用度,防止刀具划伤面层表面,从而延长刀具的使用寿命;而且,由于基层和面层均采用塑料材质制成,因此二者之间具有较高的结合强度,可以有效避免面层与基层在使用过程中出现层间分离,确保复合菜板的正常使用;此外,塑料材质不吸水,不易变形,从而使复合菜板具有较高的稳定性,不易出现尺寸变化或者蠕变等损坏。
8.可选地,所述硬质塑料为聚芳醚酮塑料或聚醚醚酮塑料,硬度高,耐磨性好,从而使复合菜板具有较高的耐切性,可以有效避免使用过程中刀具划伤面层,而且聚芳醚酮塑料和聚醚醚酮塑料的密度小,可以减小复合菜板的重量。
9.可选地,所述面层的成分还包括抗菌离子,以使复合菜板具有抗菌防霉的功能,提高复合菜板的使用安全性。
10.可选地,所述抗菌离子为纳米银离子、纳米铜离子或纳米锌离子中的一种或多种的混合。
11.可选地,所述复合菜板的厚度为12mm~15mm,以使复合菜板具有较高的结构强度,同时避免复合菜板过于笨重。
12.可选地,所述基层的厚度为6mm~9mm。
13.可选地,所述面层的厚度为3mm~5mm。
14.可选地,所述复合菜板包括一个基层和两个面层,两个所述面层分别覆盖于所述
基层的两个表面,以使复合菜板的两面都能够用于切割食材,提高复合菜板的利用率,且能够避免基层裸露于复合菜板的表面,导致基材产生磨损或划伤等损坏。
15.可选地,所述面层上设置有防滑区,所述防滑区凸设有多个突点,以防止食材在复合菜板的表面滑动,提高切割食材的安全性。
16.本技术的第二方面还提供了一种复合菜板加工方法,所述复合菜板包括基层和面层,所述复合菜板加工方法包括,将基层原材料和面层原材料采用挤塑成型工艺一体成型,制造工艺简单,安全牢固,实用性强。
17.可选地,所述挤塑成型工艺包括,将基层原材料和面层原材料同时挤入模腔中成型。
18.可选地,所述模腔包括相邻的第一模腔和第二模腔,所述第一模腔与所述第二模腔之间通过树脂膜相隔开;
19.所述复合菜板加工方法包括,将所述基层原材料挤入所述第一模腔,同时将所述面层原材料挤入所述第二模腔,所述树脂膜熔融并将所述基层原材料与所述面层原材料粘结在一起,既能够使基层与面层形成平整的分隔面,避免基层与面层相互混合,又能够实现基层与面层之间的可靠结合,避免使用过程中层间分离。
20.应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本技术。
附图说明
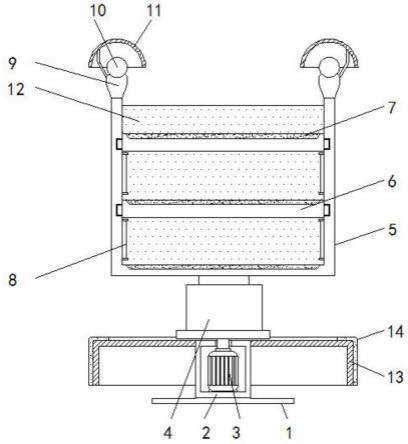
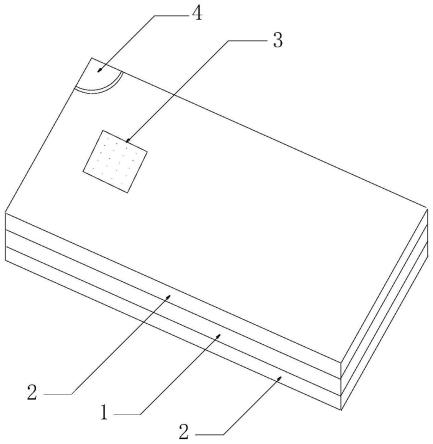
21.图1为本技术实施例提供的复合菜板的结构示意图;
22.图2为图1的剖面结构示意图;
23.图3为本技术实施例提供的复合菜板加工方法的工艺流程图;
24.图4为本技术实施例提供的复合菜板斩切1000刀的表面划痕图;
25.图5为本技术实施例提供的复合菜板斩切2000刀的表面划痕图;
26.图6为本技术实施例提供的复合菜板斩切3000刀的表面划痕图。
27.附图标记:
28.1-基层;
29.2-面层;
30.3-防滑区;
31.4-挂孔。
32.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
具体实施方式
33.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
34.在本技术的描述中,除非另有明确的规定和限定,术语“第一”、“第二”仅用于描述的目的,而不能理解为指示或暗示相对重要性;除非另有规定或说明,术语“多个”是指两个
或两个以上;术语“连接”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接,或电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
35.本说明书的描述中,需要理解的是,本技术实施例所描述的“上”、“下”等方位词是以附图所示的角度来进行描述的,不应理解为对本技术实施例的限定。此外,在上下文中,还需要理解的是,当提到一个元件连接在另一个元件“上”或者“下”时,其不仅能够直接连接在另一个元件“上”或者“下”,也可以通过中间元件间接连接在另一个元件“上”或者“下”。
36.如图1和图2所示,本技术实施例提供了一种复合菜板,其包括基层1和面层2,基层1采用普通塑料制成,形成复合菜板的主体部分,降低复合菜板的加工成本,具体地,基层1可以采用常用的食品级塑料,例如聚丙烯塑料(即pp塑料)或聚乙烯塑料(即pe塑料),制造工艺简单,且使用安全;面层2覆盖于基层1的表面,面层2的成分包括硬质塑料,面层2的硬度不小于邵氏85hd,以增加面层2的耐用度,防止刀具划伤面层2表面,从而延长刀具的使用寿命;而且,由于基层1和面层2均采用塑料材质制成,因此二者之间具有较高的结合强度,可以有效避免面层2与基层1在使用过程中出现层间分离,确保复合菜板的正常使用;此外,塑料材质不吸水,不易变形,从而使复合菜板具有较高的稳定性,不易出现尺寸变化或者蠕变等损坏。
37.具体地,普通塑料的硬度一般为邵氏55hd~邵氏65hd,硬度低,容易在刀刃的斩切过程中产生划痕;而本技术采用的硬质塑料的硬度可以达到邵氏85hd~邵氏95hd,极大地提高了塑料材质制成的菜板的硬度,从而延长了塑料菜板的使用寿命。
38.进一步地,硬质塑料为聚芳醚酮塑料(即paek塑料)或聚醚醚酮塑料(即peek塑料),硬度高,耐磨性好,从而使复合菜板具有较高的耐切性,可以有效避免使用过程中刀具划伤面层2,而且聚芳醚酮塑料和聚醚醚酮塑料的密度小,可以减小复合菜板的重量。
39.进一步地,面层2的成分还包括抗菌离子,由于菜板用于切割各种生的或熟的食材,食材上容易携带有病菌,且残留在菜板上的食材也容易滋生病菌,通过在面层2中添加适量的抗菌离子,可以使复合菜板具有抗菌防霉的功能,提高复合菜板的使用安全性。
40.进一步地,抗菌离子为纳米银离子、纳米铜离子或纳米锌离子中的一种或多种的混合。例如,抗菌离子可以为纳米银离子(ag)、纳米铜离子(cu)、纳米锌离子(zn)、纳米铜-锌离子(cu-zn)、纳米银-铜离子(ag-cu)、纳米银-锌离子(ag-zn)或纳米银-铜-锌离子(ag-cu-zn)等。
41.进一步地,复合菜板的厚度为12mm~15mm,例如,复合菜板的厚度可以为12mm、12.2mm、12.4mm、12.6mm、12.8mm、13mm、13.2mm、13.4mm、13.6mm、13.8mm、14mm、14.2mm、14.4mm、14.6mm、14.8mm或15mm等,以使复合菜板具有较高的结构强度,同时避免复合菜板过于笨重。当复合菜板的厚度小于12mm时,复合菜板的厚度过薄,导致复合菜板容易出现断裂等损坏;当复合菜板的厚度大于15mm时,复合菜板的厚度过厚,导致复合菜板的重量比较重,使用者提起复合菜板比较费力,且还会导致复合菜板的成本过高。
42.进一步地,基层1的厚度为6mm~9mm,例如,基层1的厚度可以为6mm、6.2mm、6.4mm、6.6mm、6.8mm、7mm、7.2mm、7.4mm、7.6mm、7.8mm、8mm、8.2mm、8.4mm、8.6mm、8.8mm或9mm等。当
基层1的厚度小于6mm时,基层1的厚度过薄,需要增加面层2的厚度来保证复合菜板的结构强度,从而导致面层2的材料过多而形成浪费;当基层1的厚度大于9mm时,基层1的厚度过厚,导致面层2的厚度过薄或者菜板整体厚度过厚。
43.进一步地,面层2的厚度为3mm~5mm,例如,面层2的厚度可以为3mm、3.2mm、3.4mm、3.6mm、3.8mm、4mm、4.2mm、4.4mm、4.6mm、4.8mm或5mm等。当面层2的厚度小于3mm时,面层2的厚度过薄,导致面层2的厚度不均匀,导致面层2容易出现局部破损;当面层2的厚度大于5mm时,面层2的厚度过厚,由于面层2仅表面的一层与刀具接触,面层2的厚度过厚时会形成不必要的浪费。
44.在一种实施例中,复合菜板包括一个基层1和两个面层2,两个面层2分别覆盖于基层1的两个表面,以使复合菜板的两面都能够用于切割食材,提高复合菜板的利用率,且能够避免基层1裸露于复合菜板的表面,导致基材产生磨损或划伤等损坏。可以理解地,复合菜板也可以包括一个基层1和一个面层2;复合菜板也可以包括多个相互叠加的基层1,面层2覆盖于最外侧的基层1的表面。
45.具体地,当复合菜板包括一个基层1和两个面层2时,两个面层2的成分可以相同也可以不相同,例如,两个面层2的成分可以均为聚芳醚酮塑料,或者两个面层2的成分均为聚醚醚酮塑料,或者两个面层2中的成分可以分别为聚芳醚酮塑料和聚醚醚酮塑料。
46.进一步地,面层2上设置有防滑区3,防滑区3凸设有多个突点,突点应在防滑区3内紧密排列,以防止食材在复合菜板的表面滑动,提高切割食材的安全性,还能够提高面层2的耐切性。此外,紧密排列的突点可以起到一定的切削作用,可以用于制作蒜蓉或胡萝卜泥等泥状食物。
47.进一步地,复合菜板的边缘可以设置挂孔4,挂孔4可以设置于复合菜板的一端,也可以设置于复合菜板的一角,通过挂孔4可以将复合菜板悬挂收藏,方便沥水,并减小复合菜板占用的空间。
48.如图3所示,本技术实施例还提供了一种复合菜板加工方法,该加工方法适用于加工本技术实施例提供的任意一种复合菜板,即复合菜板包括基层1和面层2,复合菜板加工方法包括,将基层1原材料和面层2原材料采用挤塑成型工艺一体成型,制造工艺简单,安全牢固,实用性强。
49.进一步地,挤塑成型工艺包括,将基层1原材料和面层2原材料同时挤入模腔中成型。
50.进一步地,模腔包括相邻的第一模腔和第二模腔,第一模腔与第二模腔之间通过树脂膜相隔开。复合菜板加工方法包括,将基层原材料挤入第一模腔,同时将面层原材料挤入第二模腔,树脂膜熔融并将基层原材料与面层原材料粘结在一起,既能够使基层1与面层2形成平整的分隔面,避免基层1与面层2相互混合,又能够实现基层1与面层2之间的可靠结合,避免使用过程中层间分离。
51.具体来说,树脂膜的熔点应不高于基层原材料的熔点,且不高于面层原材料的熔点;通过树脂膜将第一模腔和第二模腔相隔开,在原材料挤入过程中起到分隔作用,使基层原材料与面层原材料分别填充在不同的模腔内,形成规则形状的层状结构;随着原材料的挤入,树脂膜与高温熔融的原材料接触而温度升高并熔融,当原材料再次凝固时,树脂膜随着原材料一起凝固,并与基层原材料和面层原材料结合成一个整体,从而实现基层1与面层
2之间的可靠结合。
52.在一种实施例中,本技术实施例提供的复合菜板的制造过程包括:原料准备-挤塑成型-切割-后处理-清洁-包装入库。
53.原料准备包括:基层原材料为聚丙烯母粒;面层原材料包括低密度聚芳醚酮母粒或聚醚醚酮母粒以及抗菌剂,抗菌剂为纳米银离子,可将纳米银离子可以采用母粒形式直接与原材料混合;为改善面板表面的色泽,还可以根据外观要求在面层原材料中加热色母,色母也采用母粒形式直接与原材料混合;在一种具体的实施例中,面层原材料中各成分的配比为,聚芳醚酮母粒或聚醚醚酮母粒95份~96份、抗菌剂0.5份~1.5份、色母2.0份~5.0份。
54.挤塑成型:挤塑机带有多个机头,例如三个机头,可以一次挤塑成型具有三层结构的复合菜板(例如,包括一个基层1和两个面层2的复合菜板)。生产从粒状的固体母粒物料加入挤塑机内,在挤塑机内粒状的固体母粒物料变成熔融态,熔融的高温制品分别从各个机头中挤出,三层材料一次挤压成型,即三层材料同时挤出后在模腔中最终成型,具体为三层材质不一的复合菜板。其中,
55.挤压聚丙烯形成基层的工艺参数:加料段温度(室温~60℃),压缩段温度(160℃~200℃),均化段温度(160~220℃),机头及口模段(180~240℃);原料中水分控制≤0.3%。
56.挤压聚芳醚酮或聚醚醚酮形成面层的工艺参数:加料段温度(室温~80℃),压缩段温度(320~350℃),均化段温度(320~360℃),机头及口模段(350~360℃);原料中水分控制≤0.1%。
57.模腔包括三个长方体盒型模具空腔,可以理解地,模具空腔的形状可以根据需要进行合理设计,例如可以设置成圆形或椭圆形等;相邻的两个空腔之间的间隔材料不用金属,而使用一次熔融并粘合的树脂膜。树脂膜熔融并与两侧的原材料汇集在一起,并复合成一体,从而可以在口模内部最后即形成三层粘合在一起的多层塑料抗菌菜板。
58.切割:将经过上述步骤挤塑成型的复合菜板切割成一定规格的多层塑料抗菌菜板,尺寸规格长、宽可参照现有塑料菜板,比如360mm
×
240mm或320mm
×
210mm等。
59.后处理:在面层2上局部区域设有小突点形成防滑区3,来增加防滑功能及可用于制作蒜蓉等功能;或形成其它花纹图案(比如仿木纹)。根据需要,可增设一挂孔,挂孔设于复合菜板的上端或一角。
60.清洁:采用酒精、气枪等工具去除菜板表面的灰尘、黑点、杂质等异物。
61.包装入库:完成以上步骤后,即可包装入库成本技术实施例提供的复合菜板。
62.为说明本技术实施例上述复合菜板的优良性能,将本技术的复合菜板随机抽样进行耐切性测试和抗菌测试,其中,每一个测试例所代表的为一组样品菜板,其实验结果为该组样品菜板测试结果的平均值,具体如下:
63.耐切性测试方法:采用刀具锋利度测试仪,将菜板固定在刀具下方,以设定的压力(例如20n)施加在刀具上,刀具刃口向下水平固定在刀具固定装置上,斩切面积为10cm
×
10cm,斩切1000刀(纵横各切500刀)、2000刀(纵横各切1000刀)和3000刀(纵横各切1500刀)的表面划痕情况分别为图4、图5和图6,根据测试结果可知,本技术提供的复合菜板能够在1000刀时表面几乎无变化,直至斩切3000刀时才出现明显的划痕,能够满足菜板的耐切性
要求。
64.抗菌试验结果如表1,根据表1中的数据可知,本技术提供的复合菜板具有抗菌防霉的效果。
65.表1
[0066] 本发明菜板 ag离子本发明菜板 (cu-zn)离子抗大肠杆菌(100%)9997.5抗金黄色葡萄球菌(100%)9896
[0067]
以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。