1.本实用新型涉及汽车座椅面套领域,特别涉及一种面套立体拼缝结构。
背景技术:
2.后排座椅40%靠背10、60%靠背20和c柱30(参考图1)之间的面套裁片对齐,侧裙边织物外露一直是座椅精致工艺的一大难题。
3.40%靠背10、60%靠背20和c柱30的顶部接触位置通常为曲面,受到面套、发泡等零件缝制、包覆等累计影响,导致其接合部位常常出现间隙1 (参考图2和图3),并且边部还会产生蛇形的外观问题。另一方面,为了防止40%靠背10、60%靠背20和c柱30之前相互摩擦而产生异响,面套第二裁片202通常会选用织物材质的面料。因面套第一裁片201和面套第二裁片 202材质伸缩率不同的原因,进一步增加了控制间隙1的难度。
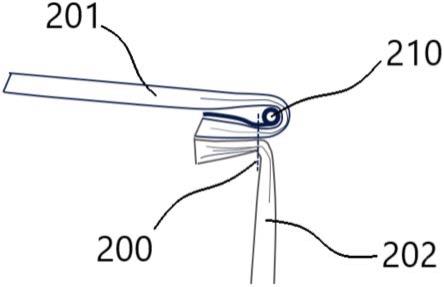
4.现有技术中,通常采用面套第一裁片201翻折后缝制单针线200b(参考图4),使得面套第一裁片201在拼缝处堆积进而形成了台阶(如奔驰s)。这种立体单针效果要求面料有足够的厚度,往往只有insert(座椅中块)区域才会用厚料,因此仅适用于在insert(座椅中块)区域应用。
技术实现要素:
5.为了实现上述目的,本实用新型所采用的技术方案是:
6.一种面套立体拼缝结构,包括面套第一裁片、面套第二裁片以及用于连接所述面套第一裁片和所述面套第二裁片的拼缝线,
7.还包括设置在所述面套第一裁片背面的支撑条,所述支撑条通过所述拼缝线与面套第一裁片和所述面套第二裁片相连,面套第一裁片绕支撑条翻折包裹形成弧状翻边,进而对拼缝线形成遮挡同时还有效避免拼缝处形成蛇形状外观。
8.在本实用新型的一个优选实施例中,所述支撑条为长条状,由管状部和定位部组成,所述定位部设置于所述管状部的上方,定位部在支撑条、所述面套第一裁片和所述面套第二裁片的拼缝过程中起到寻边定位的作用。
9.在本实用新型的一个优选实施例中,所述面套第一裁片和所述面套第二裁片的前端分别设置有面套第一裁片拼缝端和面套第二裁片拼缝端,所述面套第一裁片拼缝端、所述面套第二裁片拼缝端以及所述定位部的端部是对齐的。
10.在本实用新型的一个优选实施例中,所述管状部的截面为圆形,其半径为大于定位部的厚度。
11.在本实用新型的一个优选实施例中,所述定位部包括定位端部和定位根部,定位部通过所述定位根部与所述管状部相连。
12.在本实用新型的一个优选实施例中,所述定位端部是波浪锯齿状的,使得所述支撑条被弯曲后,所述定位部不易因挤压形成波浪状,进而导致所述面套第一裁片和所述面套第二裁片表面不规则鼓起造成外观问题。
13.在本实用新型的一个优选实施例中,所述支撑条的材质为软性橡塑。
14.在本实用新型的一个优选实施例中,还包括装饰线,
15.所述装饰线依次穿过一层所述面套第一裁片、所述定位端部、另一层所述面套第一裁片和所述面套第二裁片,装饰线位于所述拼缝线的一侧,在面套第一裁片上形成勾勒造型效果。
16.本实用新型的有益效果在于:
17.本实用新型所提供的一种面套立体拼缝结构,通过在面套裁片之间设置支撑条,使得面套拼接处形成圆弧状的翻边造型,一方面能用于对拼接处的拼缝线进行遮挡,并能够有效避免拼接处蛇形的外观问题,另一方面还能用于对匹配处间隙的遮挡,同时,这种立体拼缝外观也是一种新的造型元素。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
19.图1是本实用新型的后排座椅结构图。
20.图2是本实用新型的现有技术40%靠背与c柱匹配剖视图。
21.图3是本实用新型的现有技术的40%靠背与60%靠背匹配剖视图。
22.图4是本实用新型的现有技术结构示意图。
23.图5是本实用新型的结构示意图。
24.图6是本实用新型的支撑条俯视图。
25.图7是本实用新型的支撑条剖视图。
26.图8是本实用新型的支撑条实施方式一俯视图。
27.图9是本实用新型的支撑条实施方式一剖视图。
28.图10是本实用新型的爆炸图。
29.图11是本实用新型的装配示意立体图。
30.图12是本实用新型的装配示意剖视图。
31.图13是本实用新型的实施方式二剖视图。
32.图14是本实用新型的技术效果示意图一。
33.图15是本实用新型的技术效果示意图二。
34.图16是本实用新型的技术效果示意图三。
35.图17是本实用新型的技术效果示意图四。
具体实施方式
36.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
37.以下结合附图和具体实施方式对本实用新型的详细结构作进一步描述。
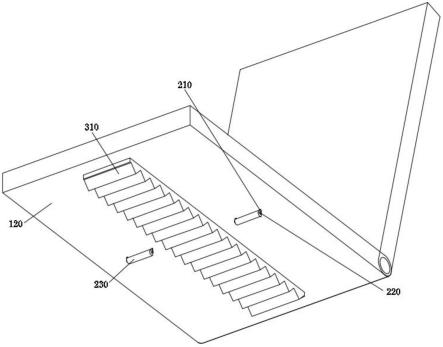
38.参考图5的一种面套立体拼缝结构,主要包括面套第一裁片201,面套第二裁片
202,支撑条210和拼缝线200。拼缝线依次穿设在支撑条210、面套第一裁片201的一端和面套第二裁片202的一端上,面套第一裁片201的另一端绕支撑条201进行翻折并拉紧。
39.参考图6和图7,支撑条210的俯视展开面为长条状,其结构由管状部 211和定位部212组成。定位部212设置在管状部211的上方,其包括定位端部212a和定位根部212b。定位部212通过定位根部212b与管状部211相连,两者通过一体成型工艺制成。管状部211的截面为圆形,其直径为l大于定位部212的厚度,使得面料绕支撑条210进行包裹时,会被管状部211撑起形成圆弧状的翻边造型。支撑条210为软性橡塑材质,优选为pvc。
40.参考图8和图9,支撑条210的另一种实施方式为,定位端部212a是波浪锯齿状的,使得支撑条210被弯曲后,定位部212不易因挤压而变成波浪状,进而导致面套表面不规则鼓起造成外观问题。
41.参考图10至图12,本实用新型在装配时,面套第一裁片201的b面朝上,面套第二裁片202的a面朝上并放置在面套第一裁片201的下方,支撑条210放置在面套第一裁片201的上方。面套第一裁片拼缝端201a、面套第二裁片拼缝端202a分别设置在面套第一裁片201和面套第二裁片202的前端。将面套第一裁片拼缝端201a、面套第二裁片拼缝端202a以及定位端部212a 对齐后,在定位部212靠近管状部211的一侧缝纫拼缝线200,拼缝线200穿过支撑条210、面套第一裁片201和面套第二裁片202将三者固定在一起。最后将面套第一裁片201绕管状部211逆时针翻转形成立体造型结构。
42.参考图13的本实用新型的第二种实施方式为:设置依次穿过上层的面套第一裁片201、定位端部212a、下层的面套第一裁片201和面套第二裁片202 的装饰线200a,装饰线200a位于拼缝线200的左侧,使得面套上能形成带装饰线条勾勒得翻滚状的造型,提升造型档次。
43.结合参考图14至图17,在应用本实用新型结构时,第一裁片201和第二裁片202受到支撑条201的支撑,对拼接处的拼缝线200形成遮挡,避免缝线外露,同时还能有效避免拼接处蛇形的外观问题。另一方面,面套第一裁片201绕支撑条201翻转后相较原有的结构(图2)形成了一长度为l的台阶,遮挡原有60%靠背20和c柱30;40%靠背和60%靠背之间的间隙。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。