1.本发明涉及无纺布制备领域,尤其涉及一种无纺布的干法制备方法及其在面膜中的应用。
背景技术:
2.无纺布是一种没有经纬线,由纤维经过机械、热粘或化学等方法粘合而成的织物,被广泛应用于医疗卫生、服装制鞋、家用装饰、汽车工业、农业等领域。根据生产工艺的不同,无纺布可分为水刺无纺布、热合无纺布、浆粕气流成网无纺布、湿法无纺布、纺粘无纺布、熔喷无纺布及针刺无纺布等。
3.贴片面膜是常用的个人美容护理用品,面膜布的使用肤感是消费者选购面膜的一大标准,因此厂家更倾向于使用手感较为细腻柔软的水刺无纺布及湿法无纺布制作面膜布,但是这两种工艺生产过程中需要使用大量水质较好的水,加工成本较高。针刺无纺布成本较低,但是由于原料纤维的性能限制,使用干法针刺工艺制备得到的无纺布手感较粗糙,表面有细小针孔,不适宜用于制作面膜。
4.例如,一种在中国专利文献上公开的“高透面膜无纺布的制造方法”,其公告号为cn103437065b,该发明采用长度为5-25mm的纤维素纤维为原料,通过成型机上的高压预水刺头,对成型网上的纤维网进行预水刺缠结,然后再进行主水刺加固缠结,烘干成卷后得到。使用水刺工艺制备面膜无纺布耗水量较大,对水质要求高,并且设备复杂耗能大,因此面膜无纺布的制备成本较高。
技术实现要素:
5.本发明为了克服现有技术下干法针刺工艺制备得到的无纺布质地粗糙,无法替代制备成本较高的水刺无纺布及湿法无纺布的问题,提供一种无纺布的干法制备方法及其在面膜中的应用,本发明制备得到的无纺布弹性及收缩性好,质地均匀、柔软,有优良的透气性及吸水性,制备成本低,可应用于面膜中。
6.为了实现上述目的,本发明采用以下技术方案:一种无纺布的干法制备方法,所述方法包括如下步骤:a、复合纤维的制备:将两种不同的高聚物组分分别干燥后,进行熔融、纺丝、卷绕、牵伸、切断;b、干法针刺:将步骤a所得的复合纤维开松、梳理、铺网后预针刺,再主针刺成无纺布,最后将无纺布热风加热。
7.当纤维的收缩性能及弹性较差时,由干法针刺工艺制备的无纺布手感粗糙,其作为面膜布的使用肤感无法与湿法无纺布相比。本发明改进了复合纤维制备工艺和干法针刺制备无纺布工艺,使用两种不同高聚物组分制备皮芯型复合纤维或并列型复合纤维,这两种结构可极大地提升复合纤维的收缩率和弹性;将高收缩率复合纤维用干法针刺制成无纺布,再热风加热处理,得到的无纺布柔软、透气性好,带液率高,并且其制备成本相较于水刺
无纺布或湿法无纺布有极大地下降。
8.作为优选,所述步骤a中,高聚物组分为聚对苯二甲酸乙二醇酯、聚对苯二甲酸丙二酯及聚对苯二甲酸丁二醇酯中的一种或多种混合。
9.作为优选,所述步骤a中,两种高聚物组分的质量比为(1-9):(9-1)。
10.两种不同高聚物组分的选择及质量配比均会影响复合纤维的性能,当两种不同高聚物组分质量比为(4-6):(4-6)时,效果最佳。
11.作为优选,所述步骤a中,高聚物组分的熔融温度为220-300℃,高聚物组分的纺丝温度为220-300℃,纺丝速度为700-1500m/min,纺丝冷却方式为环形吹风,吹风温度为10-25℃,环吹风速为0.2-10m/min。
12.熔融温度的选择与选用的高聚物组分的物理性质有关。当高聚物组分为聚对苯二甲酸丙二酯(ptt)及聚对苯二甲酸丁二醇酯(pbt)时,其熔融温度为220-260℃;当高聚物组分为聚对苯二甲酸乙二酯(pet)时,其熔融温度为260-300℃;当高聚物组分为ptt时,其熔融温度为220-260℃;当高聚物组分为pbt时,其熔融温度为220-260℃。
13.作为优选,所述步骤a中,牵伸速度为100-300m/min,牵伸温度为70-95℃,牵伸倍率为1.0-4.0,定型温度为100-180℃。
14.作为优选,所述步骤a中,所述步骤a得到的复合纤维为皮芯型复合纤维或并列型复合纤维,其纤度为0.5-3.0d,长度为25-80mm。
15.皮芯型复合纤维、并列型复合纤维均可发挥不同组分材料的优势,其中皮芯型复合纤维的回弹性较好,手感好;并列型复合纤维可利用两种高分子材料不同的收缩性能,提高纤维的收缩率及弹性,并列型复合纤维中实心并列型复合纤维、中空型并列型复合纤维的收缩率及弹性更佳。
16.作为优选,所述步骤b中,预针刺频率为300-400次/min,主针刺频率为500-700次/min,出料速度为0.5-0.8m/min。
17.作为优选,所述步骤b中,针刺得到无纺布克重为30-80g/m2。
18.作为优选,所述步骤b中,加热温度为160-180℃,加热时间为100-150s。
19.将复合纤维针刺成无纺布后,热风加热处理可提升无纺布内部立体空间的大小,形成高收缩性的无纺布。
20.一种无纺布在面膜中的应用。
21.使用本发明制备的无纺布制作的面膜布质地柔软、透气性好并且带液率高。
22.因此,本发明具有如下有益效果:(1)制备得到的无纺布弹性及收缩性好,质地均匀、柔软,复合弹性纤维在无纺布中形成了立体空间,使得无纺布有良好的透气性及液体吸附能力;(2)制备过程中使用干法针刺工艺,减少了水的用量,对环境友好且极大地降低了制备成本;(3)以本发明的无纺布为原料制造的面膜贴肤性及透气性好,并且承载精华液的能力强。
附图说明
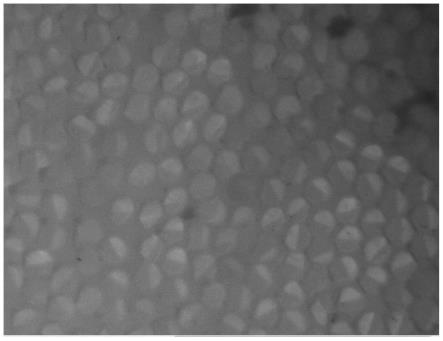
23.图1是实施例1中复合纤维的断面图。
具体实施方式
24.下面结合附图与具体实施方法对本发明做进一步的描述。
25.实施例1a、将半光ptt切片在120℃下干燥6h,然后加入1号单螺杆挤出机得到ptt熔融物,将亮光pbt切片在140℃下干燥8h,然后加入2号单螺杆挤出机得到pbt熔融物,1号单螺杆挤出机的参数设置为1区250℃、2区255℃、3区260℃、4区265℃、纺丝箱体260℃,2号单螺杆挤出机的参数设置为1区280℃、2区285℃、3区290℃、4区290℃、5区290℃、纺丝箱体285℃;b、将质量比为1:1的ptt熔融物及pbt熔融物以4.5mpa的压力由实心并列型喷丝板挤出制成实心并列型复合纤维,将挤出的纤维以15℃环吹温度冷却,环吹风速为8m/min;c、将复合纤维送入卷绕机卷绕,五辊速度设置为960m/min,喂入轮速度设置为1040m/min;d、将卷绕后的复合纤维在90℃下牵伸至1.2d,经卷曲后在烘箱中定型,烘箱温度设置为一区130℃、二区140℃、三区130℃,定型后将复合纤维的长度切为38mm;e、将牵伸后的复合纤维开松、梳理、铺网后预针刺,再主针刺成无纺布,此时无纺布克重为45g/m2,将针刺得到的无纺布送入后道烘箱中,以180℃的温度烘干时间120s,得到弹力面膜无纺布,其克重为70g/m2,其中梳理机的参数设定为:喂入速度0.69m/min、锡林速度679rpm、道夫速度25.17rpm,铺网的参数设定为:斜帘速度16.65m/min、环帘速度13.16m/min、往复速度19.53m/min、底帘速度0.5m/min,预针刺机的参数设定为:入料速度0.5m/min、针刺频率350次/min、出料速度0.6m/min,主针刺机的参数设定为:针刺频率600次/min、出料速度0.6m/min;f、将弹力面膜无纺布裁剪成面膜。
26.实施例1所得复合纤维断面如图1所示,该复合纤维为实心并列型,两种组分背靠背分布,纤维直径一致性好。
27.实施例2a、将半光ptt切片在120℃下干燥6h,然后加入1号单螺杆挤出机得到ptt熔融物,将半光pet切片在120℃下干燥6h,然后加入2号单螺杆挤出机得到pet熔融物,1号单螺杆挤出机的参数设置为1区250℃、2区255℃、3区260℃、4区265℃、纺丝箱体260℃,2号单螺杆挤出机的参数设置为1区250℃、2区255℃、3区260℃、4区265℃、5区265℃、纺丝箱体265℃;b、将质量比为1:1的ptt熔融物及pet熔融物以4.5mpa的压力由实心并列型喷丝板挤出制成实心并列型复合纤维,将挤出的纤维以15℃环吹温度冷却,环吹风速为5m/min;c、将复合纤维送入卷绕机卷绕,五辊速度设置为960m/min,喂入轮速度设置为1040m/min;d、将卷绕后的复合纤维在90℃下牵伸至1.2d,经卷曲后在烘箱中定型,烘箱温度设置为一区80℃、二区80℃、三区80℃,定型后将复合纤维的长度切为38mm;e、将牵伸后的复合纤维开松、梳理、铺网后预针刺,再主针刺成无纺布,此时无纺布克重为55g/m2,将针刺得到的无纺布送入后道烘箱中,以180℃的温度烘干时间120s,得到弹力面膜无纺布,其克重为75g/m2,其中梳理机的参数设定为:喂入速度0.69m/min、锡林速度679rpm、道夫速度
25.17rpm,铺网的参数设定为:斜帘速度16.65m/min、环帘速度13.16m/min、往复速度19.53m/min、底帘速度0.5m/min,预针刺机的参数设定为:入料速度0.5m/min、针刺频率350次/min、出料速度0.6m/min,主针刺机的参数设定为:针刺频率600次/min、出料速度0.6m/min;f、将弹力面膜无纺布裁剪成面膜。
28.实施例3a、将亮光pbt切片在120℃下干燥6h,然后加入1号单螺杆挤出机得到pbt熔融物,将半光pet切片在140℃下干燥8h,然后加入2号单螺杆挤出机得到pet熔融物,1号单螺杆挤出机的参数设置为1区265℃、2区270℃、3区275℃、4区280℃、纺丝箱体280℃,2号单螺杆挤出机的参数设置为1区250℃、2区255℃、3区260℃、4区265℃、5区270℃、纺丝箱体265℃;b、将质量比为1:1的pbt熔融物及pet熔融物以4.5mpa的压力由实心并列型喷丝板挤出制成实心并列型复合纤维,将挤出的纤维以20℃环吹温度冷却,环吹风速为10m/min;c、将复合纤维送入卷绕机卷绕,五辊速度设置为960m/min,喂入轮速度设置为1040m/min;d、将卷绕后的复合纤维在90℃下牵伸至1.2d,经卷曲后在烘箱中定型,烘箱温度设置为一区130℃、二区140℃、三区130℃,定型后将复合纤维的长度切为38mm;e、将牵伸后的复合纤维开松、梳理、铺网后预针刺,再主针刺成无纺布,此时无纺布克重为55g/m2,将针刺得到的无纺布送入后道烘箱中,以180℃的温度烘干时间120s,得到弹力面膜无纺布,其克重为70g/m2,其中梳理机的参数设定为:喂入速度0.69m/min、锡林速度679rpm、道夫速度25.17rpm,铺网的参数设定为:斜帘速度16.65m/min、环帘速度13.16m/min、往复速度19.53m/min、底帘速度0.5m/min,预针刺机的参数设定为:入料速度0.5m/min、针刺频率350次/min、出料速度0.6m/min,主针刺机的参数设定为:针刺频率600次/min、出料速度0.6m/min;f、将弹力面膜无纺布裁剪成面膜。
29.实施例4a、将半光ptt切片在120℃下干燥6h,然后加入1号单螺杆挤出机得到ptt熔融物,将亮光pbt切片在140℃下干燥8h,然后加入2号单螺杆挤出机得到pbt熔融物,1号单螺杆挤出机的参数设置为1区250℃、2区255℃、3区260℃、4区265℃、纺丝箱体260℃,2号单螺杆挤出机的参数设置为1区280℃、2区285℃、3区290℃、4区290℃、5区290℃、纺丝箱体285℃;b、将质量比为1:1的ptt熔融物及pbt熔融物以4.5mpa的压力由中空并列型喷丝板挤出制成中空并列型复合纤维,将挤出的纤维以15℃环吹温度冷却,环吹风速为8m/min;c、将复合纤维送入卷绕机卷绕,五辊速度设置为960m/min,喂入轮速度设置为1040m/min;d、将卷绕后的复合纤维在90℃下牵伸至1.2d,经卷曲后在烘箱中定型,烘箱温度设置为一区130℃、二区140℃、三区130℃,定型后将复合纤维的长度切为38mm;e、将牵伸后的复合纤维开松、梳理、铺网后预针刺,再主针刺成无纺布,此时无纺布克重为35g/m2,将针刺得到的无纺布送入后道烘箱中,以180℃的温度烘干时间120s,得到弹力面膜无纺布,其克重为70g/m2,
其中梳理机的参数设定为:喂入速度0.69m/min、锡林速度679rpm、道夫速度25.17rpm,铺网的参数设定为:斜帘速度16.65m/min、环帘速度13.16m/min、往复速度19.53m/min、底帘速度0.5m/min,预针刺机的参数设定为:入料速度0.5m/min、针刺频率350次/min、出料速度0.6m/min,主针刺机的参数设定为:针刺频率600次/min、出料速度0.6m/min;f、将弹力面膜无纺布裁剪成面膜。
30.对比例1a、将半光ptt切片在120℃下干燥6h,亮光pbt切片在120℃下干燥6h,然后将半光ptt切片及亮光pbt切片以1:1的质量比混合,然后加入1号单螺杆挤出机及2号单螺杆挤出机,1号单螺杆挤出机的参数设置为1区280℃、2区285℃、3区290℃、4区290℃、纺丝箱体285℃,2号单螺杆挤出机的参数设置为1区280℃、2区285℃、3区290℃、4区290℃、5区290℃、纺丝箱体285℃;b、将ptt及pbt混合熔融物以4.5mpa的压力由实心型喷丝板挤出制成实心型纤维,将挤出的纤维以15℃环吹温度冷却,环吹风速为8m/min;c、将复合纤维送入卷绕机卷绕,五辊速度设置为900m/min,喂入轮速度设置为930m/min;d、将卷绕后的复合纤维在90℃下牵伸至1.0-1.5d,经卷曲后在烘箱中定型,烘箱温度设置为一区130℃、二区140℃、三区130℃,定型后将复合纤维的长度切为38mm;e、将牵伸后的复合纤维开松、梳理、铺网后预针刺,再主针刺成无纺布,此时无纺布克重为60g/m2,将针刺得到的无纺布送入后道烘箱中,以180℃的温度烘干时间120s,得到弹力面膜无纺布,其克重为65g/m2s,其中梳理机的参数设定为:喂入速度0.69m/min、锡林速度679rpm、道夫速度25.17rpm,铺网的参数设定为:斜帘速度16.65m/min、环帘速度13.16m/min、往复速度19.53m/min、底帘速度0.5m/min,预针刺机的参数设定为:入料速度0.5m/min、针刺频率350次/min、出料速度0.6m/min,主针刺机的参数设定为:针刺频率600次/min、出料速度0.6m/min;f、将弹力面膜无纺布裁剪成面膜。
31.对比例2a、将半光ptt切片在120℃下干燥6h,半光pet切片在140℃下干燥8h,然后将半光ptt切片及半光pet切片以1:1的质量比混合后加入1号单螺杆挤出机及2号单螺杆挤出机,1号单螺杆挤出机的参数设置为1区250℃、2区255℃、3区260℃、4区265℃、纺丝箱体265℃,2号单螺杆挤出机的参数设置为1区250℃、2区255℃、3区260℃、4区265℃、5区265℃、纺丝箱体265℃;b、将质量比为1:1的1号单螺杆挤出机所得的ptt及pet混合熔融物和2号单螺杆挤出机所得的ptt及pet混合熔融物以4.5mpa的压力由孔数为2200孔的喷丝板挤出制成实心型纤维,将挤出的纤维以10-25℃环吹温度冷却,环吹风速为0.2-10m/min;c、将复合纤维送入卷绕机卷绕,五辊速度设置为900m/min,喂入轮速度设置为930m/min;d、将卷绕后的复合纤维在90℃下牵伸至1.2d,经卷曲后在烘箱中定型,烘箱温度
设置为一区130℃、二区140℃、三区130℃,定型后将复合纤维的长度切为38mm;e、将牵伸后的复合纤维开松、梳理、铺网后预针刺,再主针刺成无纺布,此时无纺布克重为60g/m2,将针刺得到的无纺布送入后道烘箱中,以180℃的温度烘干时间120s,得到弹力面膜无纺布,其克重为65g/m2,其中梳理机的参数设定为:喂入速度0.69m/min、锡林速度679rpm、道夫速度25.17rpm,铺网的参数设定为:斜帘速度16.65m/min、环帘速度13.16m/min、往复速度19.53m/min、底帘速度0.5m/min,预针刺机的参数设定为:入料速度0.5m/min、针刺频率350次/min、出料速度0.6m/min,主针刺机的参数设定为:针刺频率600次/min、出料速度0.6m/min;f、将弹力面膜无纺布裁剪成面膜。
32.对比例3a、复合纤维制备过程同实施例1;b、将牵伸后的复合纤维开松、梳理、铺网后预针刺,再主针刺成无纺布,此时无纺布克重为45g/m2,其中梳理机的参数设定为:喂入速度0.69m/min、锡林速度679rpm、道夫速度25.17rpm,铺网的参数设定为:斜帘速度16.65m/min、环帘速度13.16m/min、往复速度19.53m/min、底帘速度0.5m/min,预针刺机的参数设定为:入料速度0.5m/min、针刺频率350次/min、出料速度0.6m/min,主针刺机的参数设定为:针刺频率600次/min、出料速度0.6m/min;f、将无纺布裁剪成面膜。
33.对比例4a、复合纤维制备过程同实施例1;b、将步骤a所得复合纤维开松、梳理、铺网后水刺加固成无纺布,将水刺得到的无纺布送入后道烘箱中,此时无纺布克重为55g/m2,将针刺得到的无纺布送入后道烘箱中,以180℃的温度烘干时间120s,得到弹力面膜无纺布,其克重为70g/m2,其中梳理机的参数设定为:喂入速度0.69m/min、锡林速度679rpm、道夫速度25.17rpm,铺网的参数设定为:斜帘速度16.65m/min、环帘速度13.16m/min、往复速度19.53m/min、底帘速度0.5m/min,水刺机的参数设定为:针刺频率600次/min、出料速度0.6m/min;c、将无纺布裁剪成面膜。
34.将实施例1-4及对比例1-4制得的复合纤维进行检测,其检测方法为gb/t 14344-2008《化学纤维长丝拉伸性能试验方法》、gb t 14344-2008《化学纤维长丝拉伸性能试验方法》和gb/t 6505-2017《化学纤维长丝热收缩率试验方法(处理后)》。
35.其性能指标如表1所示:表1.复合纤维性能指标
由表1数据可知,实施例1-5的拉伸性能、卷曲性能及热收缩率均好于对比例1-4,这表明本发明制备复合纤维的方法能够提高复合纤维的热收缩性能。
36.实施例1与对比例1使用了相同的高分子材料,但是其复合纤维的结构不同,实施例1为实心并列型复合纤维,对比例1为共混型实心型纤维,从表1可知,实施例1的热收缩性能优于对比例1,实施例2与对比例2的数据对比也显示出相同的倾向,这表明实心并列型复合纤维的热收缩性能要优于共混型实心型纤维。由于不同高分子组分的物理性质不同,实心并列型复合纤维可利用两种高分子不同的收缩性能,在挤出冷却后自动向收缩率较高的高聚物组分一侧收缩,实现纤维弹性表征,因此实心并列型结构可提高复合纤维的弹性及收缩性能,故其弹性效果较佳。实施例1与实施例4比较了使用了相同材料的情况下,不同纤维断面结构对收缩率的影响,其结果显示实心并列型的复合纤维干热收缩率高于中空并列型的复合纤维,这是因为实心并列型复合纤维中,两种组分的高分子材料之间的接触面积较大,故干热收缩率较大。
37.对实施例1-4及对比例1-4制得的面膜布进行透气性、拉伸度测试及带液率,其检测方法为gb/t 5453-1997《纺织品织物透气性的测定》、gb/t 24218.3-2010《纺织品非织造布试验方法》及gb/t 24218.3-2010《纺织品非织造布试验方法》中提及的检测方法。
38.检测结果如表2所示:表2.无纺布制备的面膜布的性能指标实施例1中用干法针刺所得的面膜布与对比例4中用水刺法所得的面膜布的性能相近,这表明本发明的干法制备的无纺布可替代湿法制备的无纺布作为面膜布的原料。
39.对比表1和表2中的数据可知,当复合纤维的收缩性能较差时,制备得到的无纺布透气性、柔软度、拉伸度和带液率都较差,这是因为并列型复合纤维收缩后,纤维由原本的二维卷曲,转为三维卷曲,三维卷曲的纤维会形成风穴结构,使带液率上升。
40.对比例3中,针刺无纺布后没有将无纺布置于后道烘箱中热风加热,导致对比例3
所得的复合纤维与实施例1相同,但是最终制备的面膜布的性能比实施例1差,这表明热风加热可提高针刺无纺布的收缩性,进而提高无纺布的透气性及带液率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。