1.本发明涉及电缆加工技术领域,具体为一种电缆矫正拉直加工设备。
背景技术:
2.电缆是由几根或几组导线绞合而成,每组导线之间相互绝缘且围绕着一根中心扭成,外表面包有高度绝缘的覆盖层,具有内通电外绝缘的特征,电缆在加工或回收中,需要进行矫正和拉直。
3.公布号为cn113770280a的一项中国专利公开了一种基于复合电缆加工用拉直装置,通过矫直机构和矫直机构的右侧设有对电缆进行定位拉动的牵拉机构,以及矫直机构的左侧设有配合卷盘装电缆使用的放卷架,达到了对电缆进行自动拉直矫正的目的,能够规避目前拉直设备的分离式牵拽方式,降低对于施工场所的限制,能够适用于电缆长距离的敷设施工,同时可连续性在特定位置对电缆进行拉直矫正。
4.但是上述电缆矫正拉直加工设备还存在以下缺点:1、矫正的电缆如果是需要回收的电缆,电缆表皮上会附着有各类碎屑或尘土,电缆在矫正拉直的过程中,电缆表皮会和矫正的结构进行摩擦升温,电缆表皮升温后会产生一定的熔化变形,在冷却后其表面附着的各类碎屑或尘土会与电缆表面凝结在一起,变得难以清理甚至损坏表皮。
5.2、需要电缆的型号和直径各不相同,在矫正拉直中通常根据电缆的直径来更换选择矫直轮,不能对矫直轮的加工半径进行调节,影响加工的效率。
6.3、电缆在矫正拉直过程前,需要将电缆的一端先穿过矫直机构后再与驱动设备进行连接,然后在矫直时通过驱动设备传动电缆再进行矫直,但是电缆刚开始穿过矫直机构的一段没有完整的经过矫直机构,影响矫正效果。
技术实现要素:
7.为了解决上述技术问题,本发明提供一种电缆矫正拉直加工设备,由以下具体技术手段所达成:一种电缆矫正拉直加工设备,包括底部支板,所述底部支板的上表面后端固定安装有驱动机构,且底部支板的上表面位于驱动机构的前方左侧位置处固定连接有前安装架,所述底部支板的上表面位于前安装架的前方位置处固定安装有前安装座,且底部支板的上表面位于前安装座的前方位置处固定安装有后安装座,所述前安装座的上表面和后安装座的右侧表面通过螺纹连接方式均匀设置有矫直机构,所述底部支板的上表面位于后安装座的前方左侧位置处固定安装有后安装架,前安装架和后安装架的安装位置位于同一水平线。
8.所述驱动机构包括驱动箱、驱动电机、驱动轴、主动齿轮、活动限位杆、从动齿轮、驱动辊、分级触发杆、连接弹簧、下安装板、复位弹簧和第一推杆,所述驱动箱的内部后端通过固定连接方式对称安装有驱动电机,且驱动箱的内部位于驱动电机的前方位置处通过滑动连接方式对称安装有分级触发杆,所述驱动电机的输出端均固定连接有驱动轴,所述驱动轴远离驱动电机的一端均固定连接有主动齿轮,所述主动齿轮的下表面啮合连接有从动
齿轮,且主动齿轮的内侧表面中间位置处和从动齿轮的上表面中间位置处均活动连接有活动限位杆,所述从动齿轮的下表面固定连接有驱动辊,所述驱动辊的下表面均活动连接有下安装板,所述下安装板的外侧表面固定连接有复位弹簧,所述分级触发杆的末端的外侧表面均固定连接有连接弹簧,且分级触发杆的下表面均固定连接有第一推杆,驱动电机通过驱动轴带动主动齿轮转动,继而通过与其啮合的从动齿轮转动带动驱动辊转动,两侧对称的驱动辊和电缆伸入端的两侧相贴合,通过相对称的驱动辊带动电缆由后向前移动,当待加工电缆的直径大于驱动辊之间的间距时,挤压两侧的复位弹簧向外侧同步运动,同时带动驱动辊同步运动,保持驱动辊和电缆伸入端的两侧相贴合,分级触发杆28为四组,分别对称且长度由后向前逐渐变长。
9.优选的:所述矫直机构包括长度调节螺杆、长度调节螺母、安装筒、第一矫直环、第二矫直环、第三矫直环、第四矫直环、中调节杆、上调节杆、下调节杆、直径调节螺母和直径调节丝杆,所述长度调节螺杆的表面活动连接有安装筒,且长度调节螺杆的末端均啮合连接有长度调节螺母,所述安装筒的外侧表面上端活动安装有第一矫直环,且安装筒的外侧表面位于第一矫直环的下方位置处活动安装有第二矫直环,所述安装筒的外侧表面位于第二矫直环的下方位置处活动安装有第三矫直环,所述安装筒的外侧表面位于第三矫直环的下方位置处活动安装有第四矫直环,所述第一矫直环的内部通过螺纹安装有上调节杆,所述第四矫直环的内部位于上调节杆的垂直位置处通过螺纹安装有下调节杆,所述第一矫直环和第二矫直环的内部位于上调节杆的对称位置处通过螺纹安装有中调节杆,所述中调节杆和上调节杆的下端以及下调节杆的上端均固定连接有直径调节丝杆,所述直径调节丝杆的上下两端分别啮合连接有直径调节螺母,且直径调节丝杆上下两端的螺纹转向相反,所述上调节杆下端直径调节丝杆上下端啮合的直径调节螺母分别与第一矫直环和第二矫直环相连接,所述中调节杆下端直径调节丝杆上下端啮合的直径调节螺母分别与第二矫直环和第三矫直环相连接,所述下调节杆上端直径调节丝杆上下端啮合的直径调节螺母分别与第三矫直环和第四矫直环相连接,第一矫直环和第二矫直环的连接处设置有第一矫直槽,第二矫直环和第三矫直环的连接处设置有第二矫直槽,第三矫直环和第四矫直环的连接处设置有第三矫直槽,第一矫直槽、第二矫直槽和第三矫直槽的直径逐渐变小,转动中调节杆、上调节杆和下调节杆,带动与其连接的直径调节丝杆转动,同时其两端啮合的直径调节螺母同步反向运动,与直径调节螺母相连接的第一矫直环和第二矫直环或第二矫直环和第三矫直环或第三矫直环和第四矫直环同步运动,对矫直槽的直径进行微调。
10.优选的:所述底部支板的上表面位于前安装架的前方位置处通过滑动连接方式对称设置有两个纵预处理辊调节轴,且底部支板的上表面位于后安装架的前方位置处通过滑动连接方式对称设置有两个纵冷压成型辊调节轴,两个所述纵预处理辊调节轴的上端均固定连接有纵预处理辊,两个所述纵冷压成型辊调节轴的上端均固定连接有纵冷压成型辊。
11.优选的:所述底部支板的内部位于第一推杆的外侧位置处通过滑动连接方式对称设置有两个第二推杆,两个所述第二推杆的前端均活动连接有调节杠杆,所述底部支板的内部位于第二推杆的前方位置处通过嵌入安装方式对称设置有两个液压管,两个所述液压管的内部后端均滑动连接有第一液压杆,且两个液压管的内部前端均滑动连接有第二液压杆,所述第一液压杆远离液压管的一端与第二推杆相固定连接,所述第二液压杆远离液压管的一端与调节杠杆的后端相活动连接,所述调节杠杆的前端均活动连接有活动连接杆,
所述活动连接杆前端的上表面与纵预处理辊调节轴的下表面中间位置处相连接,所述底部支板的内部位于纵预处理辊调节轴和纵冷压成型辊调节轴的中间位置处通过滑动连接方式对称设置有两个同步连杆,两个所述同步连杆的前端与纵冷压成型辊调节轴相连接,且两个同步连杆的后端与纵预处理辊调节轴相连接,位于左侧所述调节杠杆的中间位置处固定连接有杠杆齿轮,所述杠杆齿轮的右后方啮合连接有预处理辊调节齿轮,所述预处理辊调节齿轮位于前安装架的正下方,所述底部支板的内部位于后安装架的正下方位置处活动安装有冷压辊调节齿轮,所述预处理辊调节齿轮和冷压辊调节齿轮的下表面中间位置处均固定安装有传动轮,调节杠杆中间位置处通过与其活动连接的杠杆转轴与底部支板相固定,当调节杠杆的一端移动时,其另一端反向向外侧移动,同时调节杠杆以杠杆转轴为圆心转动,杠杆齿轮安装在调节杠杆的转动圆心位置处,调节杠杆转动时杠杆齿轮同步转动,且带动与其啮合的预处理辊调节齿轮转动,传动轮的表面缠绕有传动带,调节齿轮转动时通过传动轮和传动带带动冷压辊调节齿轮转动。
12.优选的:所述前安装架的内部活动安装有预处理辊调节丝杆,所述预处理辊调节丝杆的下方固定连接有预处理辊调节齿轮,且预处理辊调节丝杆的上下端通过螺纹啮合连接方式对称设置有两个预处理辊调节螺母,两个所述预处理辊调节螺母的右侧均固定连接有横向辊调节轴,所述横向辊调节轴的右侧固定安装有横预处理辊,所述后安装架的内部活动安装有冷压辊调节丝杆,所述冷压辊调节丝杆的下方固定连接有冷压辊调节齿轮,且冷压辊调节丝杆的上下端通过螺纹啮合连接方式对称设置有两个冷压辊调节螺母,两个所述冷压辊调节螺母的右侧均固定连接有横向辊调节轴,所述横向辊调节轴的右侧固定安装有横冷压成型辊,所述预处理辊调节丝杆和冷压辊调节丝杆上下两端的螺纹转向相反,预处理辊调节丝杆和冷压辊调节丝杆转动时,预处理辊调节丝杆和冷压辊调节丝杆两端啮合的预处理辊调节螺母和冷压辊调节螺母同步移动,与预处理辊调节螺母和冷压辊调节螺母相连接的横向辊调节轴带动横预处理辊和横冷压成型辊同步移动,对其间距进行调节。
13.优选的:所述底部支板和前安装座相互平行安装,所述底部支板和后安装座相互垂直安装,所述前安装座的上表面右侧通过滑动连接方式对称设置有两个前滑动底座,两个所述前滑动底座的右侧表面均固定连接有前调节螺杆,所述后安装座的右侧表面上端通过滑动连接方式对称设置有两个后滑动底座,所述后滑动底座的上表面均固定连接有后调节螺杆。
14.优选的:所述横预处理辊和纵预处理辊的外表面均嵌入安装有清洁刷,所述横冷压成型辊和纵冷压成型辊的外表面均为光滑平面,横预处理辊和纵预处理辊与电缆表面接触时,对表面的附着物进行清理,横冷压成型辊和纵冷压成型辊表面为金属材质,在与矫直后的电缆表面接触时,辅助其成型。
15.优选的:所述从动齿轮的表面均匀安装有橡胶材质的齿牙,增加与电缆表皮的摩擦力,在保持摩擦力的同时尽量减少对电缆表皮的磨损。
16.与现有技术相比,本发明具备以下有益效果:1、该电缆矫正拉直加工设备,设置有长度调节丝杆、长度调节螺母,以及中调节杆、上调节杆和下调节杆,以及与其连接的直径调节丝杆和其两端啮合的直径调节螺母,通过转动中调节杆、上调节杆和下调节杆,根据待加工电缆的直径不同,对矫直槽的直径进行微调,同时根据长度调节丝杆、长度调节螺母调节矫直槽的位置,选择适配的矫直槽进行加工。
17.2、该电缆矫正拉直加工设备,设置有驱动电机、驱动轴、主动齿轮、从动齿轮和驱动辊,驱动电机转动通过驱动轴、主动齿轮和从动齿轮带动驱动辊转动,通过相对称的驱动辊带动电缆由后向前移动,在待加工电缆的直径不同时,保持驱动辊和电缆伸入端的两侧相贴合,对不同直径的电缆进行传动,电缆伸经过人工引导即可完整的经过矫直机构。
18.3、该电缆矫正拉直加工设备,通过分级触发杆等结构的设置,在加工前通过两组预处理辊对待加工电缆的表面进行清洁,在矫直后可辅助其定型,同时根据待加工电缆直径的不同,实时的对横预处理辊和横冷压成型辊以及纵预处理辊和纵冷压成型辊的间距进行同步调节。
附图说明
19.图1为本发明的立体结构示意图。
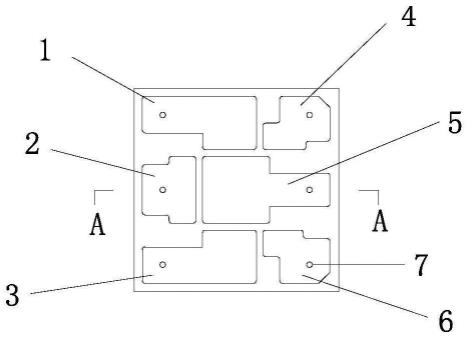
20.图2为本发明的俯视图。
21.图3为本发明驱动机构的俯剖视图。
22.图4为本发明的右侧视图。
23.图5为本发明驱动机构的侧剖视图。
24.图6为本发明驱动机构内部结构的半剖视图。
25.图7为本发明底部支板的仰剖视图。
26.图8为本发明前安装架的内部结构剖视图。
27.图9为本发明后安装架的内部结构剖视图。
28.图10为本发明矫直机构的内部剖视图。
29.图11为本发明图6中a处局部放大图。
30.图12为本发明图7中b处局部放大图。
31.图13为本发明图7中c处局部放大图。
32.图14为本发明图10中d处局部放大图。
33.图中:1、底部支板;2、驱动机构;21、驱动箱;22、驱动电机;23、驱动轴;24、主动齿轮;25、活动限位杆;26、从动齿轮;27、驱动辊;28、分级触发杆;29、连接弹簧;210、下安装板;211、复位弹簧;212、第一推杆;3、前安装架;31、横预处理辊;32、纵预处理辊;33、纵预处理辊调节轴;34、预处理辊调节丝杆;35、预处理辊调节螺母;4、横向辊调节轴;5、矫直机构;51、长度调节螺杆;52、长度调节螺母;53、安装筒;54、第一矫直环;55、第二矫直环;56、第三矫直环;57、第四矫直环;58、中调节杆;59、上调节杆;510、下调节杆;511、直径调节螺母;512、直径调节丝杆;6、前安装座;61、前滑动底座;62、前调节螺杆;7、后安装座;71、后滑动底座;72、后调节螺杆;8、后安装架;81、横冷压成型辊;82、纵冷压成型辊;83、纵冷压成型辊调节轴;84、冷压辊调节丝杆;85、冷压辊调节螺母;9、第二推杆;91、第一液压杆;92、液压管;93、第二液压杆;10、调节杠杆;101、杠杆齿轮;11、预处理辊调节齿轮;12、传动轮;13、活动连接杆;14、冷压辊调节齿轮;15、同步连杆。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.请参阅图1、图2和图4,一种电缆矫正拉直加工设备,包括底部支板1,底部支板1的上表面后端固定安装有驱动机构2,且底部支板1的上表面位于驱动机构2的前方左侧位置处固定连接有前安装架3,底部支板1的上表面位于前安装架3的前方位置处固定安装有前安装座6,且底部支板1的上表面位于前安装座6的前方位置处固定安装有后安装座7,前安装座6的上表面和后安装座7的右侧表面通过螺纹连接方式均匀设置有矫直机构5,底部支板1的上表面位于后安装座7的前方左侧位置处固定安装有后安装架8,前安装架3和后安装架8的安装位置位于同一水平线。
36.请参阅图3、图5、图6和图11,驱动机构2包括驱动箱21、驱动电机22、驱动轴23、主动齿轮24、活动限位杆25、从动齿轮26、驱动辊27、分级触发杆28、连接弹簧29、下安装板210、复位弹簧211和第一推杆212,驱动箱21的内部后端通过固定连接方式对称安装有驱动电机22,且驱动箱21的内部位于驱动电机22的前方位置处通过滑动连接方式对称安装有分级触发杆28,驱动电机22的输出端均固定连接有驱动轴23,驱动轴23由套接的两根轴组成,内侧轴套接在外侧轴的内部,两根轴之间通过弹簧相连接,且两根轴的接触面相啮合,在驱动辊27移动时驱动轴23可伸缩,并在伸缩的同时两根轴保持啮合,驱动轴23远离驱动电机22的一端均固定连接有主动齿轮24,主动齿轮24的下表面啮合连接有从动齿轮26,且主动齿轮24的内侧表面中间位置处和从动齿轮26的上表面中间位置处均活动连接有活动限位杆25,活动限位杆25为l型,在主动齿轮24和从动齿轮26移动时,保持其相互啮合避免脱离,从动齿轮26的下表面固定连接有驱动辊27,驱动辊27的下表面均活动连接有下安装板210,下安装板210的外侧表面固定连接有复位弹簧211,分级触发杆28的末端的外侧表面均固定连接有连接弹簧29,且分级触发杆28的下表面均固定连接有第一推杆212,驱动电机22通过驱动轴23带动主动齿轮24转动,继而通过与其啮合的从动齿轮26转动带动驱动辊27转动,两侧对称的驱动辊27和电缆伸入端的两侧相贴合,通过相对称的驱动辊27带动电缆由后向前移动,当待加工电缆的直径大于驱动辊27之间的间距时,挤压两侧的复位弹簧211向外侧同步运动,同时带动驱动辊27同步运动,保持驱动辊27和电缆伸入端的两侧相贴合,分级触发杆28为四组,分别对称且长度由后向前逐渐变长。
37.请参阅图10和图14,矫直机构5包括长度调节螺杆51、长度调节螺母52、安装筒53、第一矫直环54、第二矫直环55、第三矫直环56、第四矫直环57、中调节杆58、上调节杆59、下调节杆510、直径调节螺母511和直径调节丝杆512,长度调节螺杆51的表面活动连接有安装筒53,且长度调节螺杆51的末端均啮合连接有长度调节螺母52,安装筒53的外侧表面上端活动安装有第一矫直环54,且安装筒53的外侧表面位于第一矫直环54的下方位置处活动安装有第二矫直环55,安装筒53的外侧表面位于第二矫直环55的下方位置处活动安装有第三矫直环56,安装筒53的外侧表面位于第三矫直环56的下方位置处活动安装有第四矫直环57,第一矫直环54的内部通过螺纹安装有上调节杆59,第四矫直环57的内部位于上调节杆59的垂直位置处通过螺纹安装有下调节杆510,第一矫直环54和第二矫直环55的内部位于上调节杆59的对称位置处通过螺纹安装有中调节杆58,中调节杆58和上调节杆59的下端以及下调节杆510的上端均固定连接有直径调节丝杆512,直径调节丝杆512的上下两端分别啮合连接有直径调节螺母511,且直径调节丝杆512上下两端的螺纹转向相反,上调节杆59
下端的直径调节丝杆512上下端啮合的直径调节螺母511分别与第一矫直环54和第二矫直环55相连接,中调节杆58下端的直径调节丝杆512上下端啮合的直径调节螺母511分别与第二矫直环55和第三矫直环56相连接,下调节杆510上端的直径调节丝杆512上下端啮合的直径调节螺母511分别与第三矫直环56和第四矫直环57相连接,第一矫直环54和第二矫直环55的连接处设置有第一矫直槽,第二矫直环55和第三矫直环56的连接处设置有第二矫直槽,第三矫直环56和第四矫直环57的连接处设置有第三矫直槽,第一矫直槽、第二矫直槽和第三矫直槽的直径逐渐变小,转动中调节杆58、上调节杆59和下调节杆510,带动与其连接的直径调节丝杆512转动,同时其两端啮合的直径调节螺母511同步反向运动,与直径调节螺母511相连接的第一矫直环54和第二矫直环55或第二矫直环55和第三矫直环56或第三矫直环56和第四矫直环57同步运动,对矫直槽的直径进行微调。
38.请参阅图1、图2和图4,底部支板1的上表面位于前安装架3的前方位置处通过滑动连接方式对称设置有两个纵预处理辊调节轴33,且底部支板1的上表面位于后安装架8的前方位置处通过滑动连接方式对称设置有两个纵冷压成型辊调节轴83,两个纵预处理辊调节轴33的上端均固定连接有纵预处理辊32,两个纵冷压成型辊调节轴83的上端均固定连接有纵冷压成型辊82。
39.请参阅图7、图12和图13,底部支板1的内部位于第一推杆212的外侧位置处通过滑动连接方式对称设置有两个第二推杆9,两个第二推杆9的前端均活动连接有调节杠杆10,底部支板1的内部位于第二推杆9的前方位置处通过嵌入安装方式对称设置有两个液压管92,两个液压管92的内部后端均滑动连接有第一液压杆91,且两个液压管92的内部前端均滑动连接有第二液压杆93,第一液压杆91远离液压管92的一端与第二推杆9相固定连接,第二液压杆93远离液压管92的一端与调节杠杆10的后端相活动连接,调节杠杆10的前端均固定连接有活动连接杆13,调节杠杆10由中间位置处的杠杆和两端套接的滑动杆组成,杠杆的两端与滑动杆通过弹簧连接,位于前端的滑动杆与第二液压杆93相活动连接,位于后端的滑动杆与活动连接杆13固定连接,滑动杆可以在调节杠杆10转动伸缩保持与两端的连接,活动连接杆13前端的上表面与纵预处理辊调节轴33的下表面中间位置处相连接,底部支板1的内部位于纵预处理辊调节轴33和纵冷压成型辊调节轴83的中间位置处通过滑动连接方式对称设置有两个同步连杆15,两个同步连杆15的前端与纵冷压成型辊调节轴83相连接,且两个同步连杆15的后端与纵预处理辊调节轴33相连接,位于左侧调节杠杆10的中间位置处固定连接有杠杆齿轮101,杠杆齿轮101的右后方啮合连接有预处理辊调节齿轮11,预处理辊调节齿轮11位于前安装架3的正下方,底部支板1的内部位于后安装架8的正下方位置处活动安装有冷压辊调节齿轮14,预处理辊调节齿轮11和冷压辊调节齿轮14的下表面中间位置处均固定安装有传动轮12,调节杠杆10中间位置处通过与其固定连接的杠杆转轴与底部支板1相活动连接,当调节杠杆10的一端移动时,其另一端反向向外侧移动,同时调节杠杆10以杠杆转轴为圆心转动,杠杆齿轮101安装在调节杠杆10的转动圆心位置处,调节杠杆10转动时杠杆齿轮101同步转动,且带动与其啮合的预处理辊调节齿轮11转动,传动轮12的表面缠绕有传动带,预处理辊调节齿轮11转动时通过传动轮12和传动带带动冷压辊调节齿轮14转动。
40.请参阅图8和图9,前安装架3的内部活动安装有预处理辊调节丝杆34,预处理辊调节丝杆34的下方固定连接有预处理辊调节齿轮11,且预处理辊调节丝杆34的上下端通过螺
纹啮合连接方式对称设置有两个预处理辊调节螺母35,两个预处理辊调节螺母35的右侧均固定连接有横向辊调节轴4,横向辊调节轴4的右侧固定安装有横预处理辊31,后安装架8的内部活动安装有冷压辊调节丝杆84,冷压辊调节丝杆84的下方固定连接有冷压辊调节齿轮14,且冷压辊调节丝杆84的上下端通过螺纹啮合连接方式对称设置有两个冷压辊调节螺母85,两个冷压辊调节螺母85的右侧均固定连接有横向辊调节轴4,横向辊调节轴4的右侧固定安装有横冷压成型辊81,预处理辊调节丝杆34和冷压辊调节丝杆84上下两端的螺纹转向相反,预处理辊调节丝杆34和冷压辊调节丝杆84转动时,预处理辊调节丝杆34和冷压辊调节丝杆84两端啮合的预处理辊调节螺母35和冷压辊调节螺母85同步移动,与预处理辊调节螺母35和冷压辊调节螺母85相连接的横向辊调节轴4带动横预处理辊31和横冷压成型辊81同步移动,对其间距进行调节。
41.请参阅图1,底部支板1和前安装座6相互平行安装,底部支板1和后安装座7相互垂直安装,前安装座6的上表面右侧通过滑动连接方式对称设置有两个前滑动底座61,两个前滑动底座61的右侧表面均固定连接有前调节螺杆62,后安装座7的右侧表面上端通过滑动连接方式对称设置有两个后滑动底座71,后滑动底座71的上表面均固定连接有后调节螺杆72,前调节螺杆62和后调节螺杆72的表面均啮合连接有调节螺母,通过转动调节螺母可调节前滑动底座61和后滑动底座71的位置,在矫直前根据加工直径的不同机芯调节,保持矫直槽与电缆相贴合。
42.请参阅图1,横预处理辊31和纵预处理辊32的外表面均嵌入安装有清洁刷,横冷压成型辊81和纵冷压成型辊82的外表面均为光滑平面,横预处理辊31和纵预处理辊32与电缆表面接触时,对表面的附着物进行清理,横冷压成型辊81和纵冷压成型辊82表面为金属材质,在与矫直后的电缆表面接触时,辅助其成型。
43.请参阅图1,从动齿轮26的表面均匀安装有橡胶材质的齿牙,增加与电缆表皮的摩擦力,在保持摩擦力的同时尽量减少对电缆表皮的磨损。
44.具体对电线电缆进行矫直处理时:首先根据待加工电缆的直径尺寸,旋转长度调节螺母52,调节安装筒53伸出前安装座6和后安装座7的长度,选择合适尺寸的第一矫直环54和第二矫直环55之间的矫直槽或第二矫直环55和第三矫直环56之间的矫直槽或第三矫直环56和第四矫直环57之间的矫直槽将其调节至与待加工电缆的经过路径,然后锁紧长度调节螺母52,然后根据待加工电缆的具体尺寸,转动中调节杆58、上调节杆59和下调节杆510,带动与其连接的直径调节丝杆512转动,同时其两端啮合的直径调节螺母511同步反向运动,与直径调节螺母511相连接的第一矫直环54和第二矫直环55或第二矫直环55和第三矫直环56或第三矫直环56和第四矫直环57同步运动,对矫直槽的直径进行微调。
45.然后启动驱动箱21内部的驱动电机22,将待加工的电缆的一端伸入驱动箱21内部的通孔中,驱动电机22通过驱动轴23带动主动齿轮24转动,继而通过与其啮合的从动齿轮26转动带动驱动辊27转动,两侧对称的驱动辊27和电缆伸入端的两侧相贴合,通过相对称的驱动辊27带动电缆由后向前移动,当待加工电缆的直径大于驱动辊27之间的间距时,挤压两侧的复位弹簧211向外侧同步运动,同时带动驱动辊27同步运动,在待加工电缆的直径不同时,保持驱动辊27和电缆伸入端的两侧相贴合。
46.待加工电缆移动时依次经过分级触发杆28,分级触发杆28为四组,分别对称且长度由后向前逐渐变长,当待加工电缆的直径小于两侧分级触发杆28的最小间距时,横预处
理辊31和纵预处理辊32以及横冷压成型辊81和纵冷压成型辊82的间距最小为初始状态,以适配小直径的待加工电缆,当待加工电缆的直径大于两侧分级触发杆28的间距时,分级触发杆28下表面的第一推杆212向两侧挤压连接弹簧29,推动第二推杆9向外侧移动,第二推杆9带动第一液压杆91同步运动,挤压液压管92内部的液压油,推动第二液压杆93反向向内侧移动,此时第二液压杆93推动调节杠杆10的后端向内侧同步移动,调节杠杆10中间位置处通过与其固定连接的杠杆转轴与底部支板1相活动连接,根据杠杆原理,调节杠杆10的后端向内侧同步移动时,其前端反向向外侧移动,配合纵预处理辊调节轴33和纵冷压成型辊调节轴83之间的同步连杆15,带动纵预处理辊调节轴33和纵冷压成型辊调节轴83向左右两侧对称同步移动,继而对纵预处理辊32和纵冷压成型辊82的间距进行同步调节,同时调节杠杆10以杠杆转轴为圆心转动,杠杆齿轮101安装在调节杠杆10的转动圆心位置处,调节杠杆10转动时杠杆齿轮101同步转动,且带动与其啮合的预处理辊调节齿轮11转动,预处理辊调节齿轮11再通过传动轮12和其表面的传动带带动冷压辊调节齿轮14同步转动,预处理辊调节齿轮11和冷压辊调节齿轮14转动的同时,其上表面固定连接的预处理辊调节丝杆34和冷压辊调节丝杆84同步转动,预处理辊调节丝杆34和冷压辊调节丝杆84两端啮合的预处理辊调节螺母35和冷压辊调节螺母85同步向外侧移动,与预处理辊调节螺母35和冷压辊调节螺母85相连接的横向辊调节轴4带动横预处理辊31和横冷压成型辊81同步向外移动,对其间距进行调节,根据待加工电缆的直径不同,其穿过分级触发杆28推动其移动的距离也不同,继而横预处理辊31和横冷压成型辊81以及纵预处理辊32和纵冷压成型辊82间距地调节尺寸也不同,待加工电缆穿过横预处理辊31和纵预处理辊32时,横预处理辊31和纵预处理辊32表面的清洁刷对待加工电缆表皮进行清洁,清洁后的电缆穿过第一矫直环54和第二矫直环55之间的矫直槽或第二矫直环55和第三矫直环56之间的矫直槽或第三矫直环56和第四矫直环57之间的矫直槽,对称的矫直槽与电缆的两侧贴合,对其进行矫正拉直,矫直后的电缆经过纵预处理辊32和纵冷压成型辊82冷却成型后完成矫直加工。
47.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。