1.本发明涉及部件安装装置以及部件安装方法。
背景技术:
2.在与部件安装装置相关的技术领域中,已知有专利文献1所公开的的部件安装机。在专利文献1中,部件安装机利用拍摄装置拍摄由吸附吸嘴吸附的部件。部件安装机基于通过拍摄而得到的图像判定部件的吸附姿势后将部件安装于基板。
3.专利文献1:国际公开第2017/013781号
4.如果无法适当识别安装于基板之前的部件的姿势,则难以将部件安装于基板的目标安装位置。
技术实现要素:
5.本发明的目的在于适当地识别安装于基板之前的部件的姿势。
6.根据本发明,提供一种部件安装装置,具备:安装头,具有能够分别在与驱动轴平行的轴向以及以所述驱动轴为中心的旋转方向移动的吸嘴;拍摄装置,拍摄被所述吸嘴保持的部件;第1拍摄控制部,对所述拍摄装置进行控制,以便取得所述部件的从所述轴向观察的图像;吸嘴控制部,基于从所述轴向观察的图像对所述吸嘴进行控制,以调整所述部件在所述旋转方向上的位置;第2拍摄控制部,在所述旋转方向的位置被调整之后,对所述拍摄装置进行控制,以便取得所述部件的从与所述驱动轴正交的第1方向观察的图像以及从第2方向观察的图像;角度计算部,基于从所述第1方向观察的图像以及从所述第2方向观察的图像,计算所述部件的角度;以及安装控制部,基于所述角度对所述安装头进行控制,以便将所述部件安装于基板的目标安装位置。
7.根据本发明,能够适当地识别安装于基板之前的部件的姿势。
附图说明
8.图1是示意性地表示实施方式的部件安装装置的侧视图。
9.图2是示意性地表示实施方式的部件安装装置的俯视图。
10.图3是表示实施方式的安装头的立体图。
11.图4是表示实施方式的安装头的侧视图。
12.图5是表示实施方式的拍摄装置的示意图。
13.图6是用于对实施方式的安装头的动作进行说明的图。
14.图7是表示实施方式的控制装置的功能框图。
15.图8是用于对实施方式的图像处理部的处理进行说明的图。
16.图9是用于对实施方式的吸嘴处理部的处理进行说明的图。
17.图10是表示由实施方式的第2拍摄装置拍摄而得到的部件的图像的图。
18.图11是表示由实施方式的第2拍摄装置拍摄而得到的部件的图像的图。
19.图12是用于对实施方式的安装头的动作进行说明的图。
20.图13是用于对实施方式的安装头的动作进行说明的图。
21.图14是用于对实施方式的校正量计算部的处理进行说明的图。
22.图15是表示实施方式的角度判定部的判定结果和安装控制部的处理之间之间的关系的示意图。
23.图16是表示实施方式的部件安装方法的流程图。
24.图17是表示实施方式的计算机系统的框图。
具体实施方式
25.以下,参照附图对本发明的实施方式进行说明,但是本发明并不限定于此。以下说明的实施方式的构成要素能够适当组合。另外,也存在不使用一部分的构成要素的情况。
26.在实施方式中,设定xgygzg直角坐标系,参照xgygzg直角坐标系对各部的位置关系进行说明。将与水平面的xg轴平行的方向设为xg轴方向,将与和xg轴正交的水平面的yg轴平行的方向设为yg轴方向,将与和水平面正交的zg轴平行的方向设为zg轴方向。另外,将以xg轴为中心的旋转方向设为θxg方向、将以yg轴为中心的旋转方向设为θyg方向、将以zg轴为中心的旋转方向设为θzg方向。另外,在实施方式中,将包括xg轴以及yg轴的平面适当称为xgyg平面、将包括yg轴以及zg轴的平面适当称为ygzg平面、将包括zg轴以及xg轴的平面适当称为zgxg平面。xgyg平面与水平面平行。另外,xgyg平面可以不与水平面平行。
27.[部件安装装置]
[0028]
图1是示意性地表示实施方式的部件安装装置1的侧视图。图2是示意性地表示实施方式的部件安装装置1的俯视图。部件安装装置1将部件c安装于基板p。部件安装装置1具备:基座构件2;输送基板p的基板输送装置3;供给部件c的部件供给装置4;具有吸嘴5的安装头6;使安装头6移动的头移动装置7;使吸嘴5移动的吸嘴移动装置8;以及控制装置9。
[0029]
基座构件2分别支承基板输送装置3、部件供给装置4、安装头6、头移动装置7以及吸嘴移动装置8。
[0030]
基板输送装置3向安装区域dm输送基板p。安装区域dm被规定在基板输送装置3的输送路径上。在实施方式中,基板输送装置3沿着xg轴方向输送基板p。安装部件c之前的基板p从基座构件2的-xg侧的端部被搬入基板输送装置3。基板输送装置3向 xg方向输送所搬入的基板p,使基板p在安装区域dm停止。安装头6在配置于安装区域dm的基板p的表面安装部件c。基板输送装置3向 xg方向输送安装部件c之后的基板p。安装部件c之后的基板p从基座构件2的 xg侧的端部被搬出。
[0031]
部件供给装置4向供给区域sm供给部件c。部件供给装置4包括多个带式供料器41。带式供料器41沿着xg轴方向配置有多个。部件c的供给区域sm被带式供料器41规定。带式供料器41输送保持多个部件c的载带。通过输送载带,多个部件c中的至少1个部件c被供给到供给区域sm。在实施方式中,部件供给装置4配置在基板输送装置3的 yg侧以及-yg侧的双方。另外,部件供给装置4也可以配置在基板输送装置3的 yg侧以及-yg侧中的一方。
[0032]
安装头6用吸嘴5保持从部件供给装置4供给的部件c,并向基板p安装该部件c。安装头6具有多个吸嘴5。安装头6能够在被供给部件c的供给区域sm与配置基板p的安装区域dm之间移动。供给区域sm与安装区域dm在xgyg平面内被规定在不同的位置。安装头6用吸嘴
5保持供给到供给区域sm的部件c,在移动到安装区域dm之后,向配置于安装区域dm的基板p安装该部件c。
[0033]
头移动装置7能够分别使安装头6沿着xg轴方向、yg轴方向以及zg轴方向移动。头移动装置7具有使安装头6沿着xg轴方向移动的xg轴移动装置71、使安装头6沿着yg轴方向移动的yg轴移动装置72、以及使安装头6沿着zg轴方向移动的zg轴移动装置73。
[0034]
zg轴移动装置73与安装头6连结。通过zg轴移动装置73的驱动,安装头6沿着zg轴方向移动。xg轴移动装置71经由zg轴移动装置73与安装头6连结。通过xg轴移动装置71的驱动,zg轴移动装置73沿着xg轴方向移动,从而安装头6沿着xg轴方向移动。yg轴移动装置72经由xg轴移动装置71以及zg轴移动装置73与安装头6连结。通过yg轴移动装置72的驱动,xg轴移动装置71沿着yg轴方向移动,从而安装头6沿着yg轴方向移动。
[0035]
在实施方式中,yg轴移动装置72具有:分别配置于基座构件2的4个角部的支柱72p;被支柱72p支承的yg轴引导部件72g;被yg轴引导部件72g引导的yg轴滑动部件72s;以及产生使yg轴滑动部件72s沿着yg轴方向移动的动力的yg轴致动器72d。yg轴引导部件72g被沿着yg轴方向配置的2个支柱72p支承。yg轴引导部件72g沿着yg轴方向延伸。yg轴引导部件72g设置有一对。yg轴引导部件72g沿着yg轴方向引导yg轴滑动部件72s。yg轴滑动部件72s沿着xg轴方向延伸。yg轴滑动部件72s的 xg侧的端部被一方的yg轴引导部件72g引导。yg轴滑动部件72s的-xg侧的端部被另一方的yg轴引导部件72g引导。yg轴致动器72d配置于yg轴滑动部件72s。
[0036]
xg轴移动装置71具有:被yg轴滑动部件72s引导的xg轴滑动部件71s;以及产生使xg轴滑动部件71s沿着xg轴方向移动的动力的xg轴致动器71d。yg轴滑动部件72s沿着xg轴方向引导xg轴滑动部件71s。xg轴致动器71d配置于xg轴滑动部件71s。
[0037]
zg轴移动装置73具有:被xg轴滑动部件71s支承的zg轴引导部件73g;以及产生使安装头6沿着zg轴方向移动的动力的zg轴致动器73d。zg轴引导部件73g沿着zg轴方向引导安装头6。zg轴致动器73d配置于安装头6。
[0038]
安装头6能够通过头移动装置7在供给区域sm与安装区域dm之间移动。
[0039]
吸嘴5能够释放地保持部件c。吸嘴5是吸附保持部件c的吸附吸嘴。在吸嘴5的前端部设置有开口。吸嘴5的开口与真空系统连接。在吸嘴5的前端部与部件c接触的状态下,通过实施从设置于吸嘴5的前端部的开口的吸引动作,从而部件c被吸附保持于吸嘴5的前端部。通过解除从开口的吸引动作,从吸嘴5释放部件c。另外,吸嘴5可以是夹持保持部件c的把持吸嘴。
[0040]
[安装头]
[0041]
图3是表示实施方式的安装头6的立体图。图4是表示实施方式的安装头6的侧视图。在实施方式中,安装头6是转塔(turret)型。如图1、图3以及图4所示,安装头6具有:与zg轴移动装置73连结的壳体61;被壳体61的至少一部分支承的转子轴62;以及经由转子轴62被壳体61支承的转塔63。
[0042]
转塔63支承多个吸嘴5。转塔63以旋转轴ax为中心旋转。旋转轴ax相对于zg轴倾斜。多个吸嘴5在转塔63的周缘部隔开间隔地配置。通过转塔63以旋转轴ax为中心旋转,从而多个吸嘴5围绕旋转轴ax回转。
[0043]
吸嘴5能够相对于转塔63沿着与规定的驱动轴平行的轴向移动。另外,吸嘴5能够
沿着以驱动轴为中心的旋转方向移动。在实施方式中,将吸嘴5的驱动轴适当地称为zc轴、将与zc轴平行的方向适当地称为zc轴方向、将以zc轴为中心的旋转方向适当地称为θzc方向。
[0044]
另外,将沿着与zc轴正交的规定面的第1方向延伸的第1轴适当地称为xc轴、将与xc轴平行的方向适当地称为xc轴方向、将以xc轴为中心的旋转方向适当地称为θxc方向。另外,将沿着与第1方向正交的规定面的第2方向延伸的第2轴适当地称为yc轴、将与yc轴平行的方向适当地称为yc轴方向、将以yc轴为中心的旋转方向适当地称为θyc方向。另外,将以旋转轴ax为中心的回转方向适当地称为旋转轴ax的回转方向。
[0045]
吸嘴移动装置8能够使吸嘴5分别沿着旋转轴ax的回转方向、zc轴方向以及θzc方向移动。吸嘴移动装置8具有:使吸嘴5沿着旋转轴ax的回转方向移动的回转装置81;使吸嘴5沿着zc轴方向移动的zc轴移动装置82;以及使吸嘴5沿着θzc方向移动的θzc移动装置83。
[0046]
回转装置81包括产生使转塔63以旋转轴ax为中心旋转的动力的致动器。回转装置81与转子轴62连接。回转装置81通过使转子轴62旋转而使转塔63旋转。转塔63在壳体61的内侧旋转。如果转塔63以旋转轴ax为中心旋转,则多个吸嘴5围绕旋转轴ax回转。
[0047]
zc轴移动装置82分别设置于多个吸嘴5。zc轴移动装置82包括产生使吸嘴5沿着zc轴方向移动的动力的致动器。zc轴移动装置82的至少一部分配置于转塔63。多个吸嘴5能够分别沿着zc轴方向移动。
[0048]
θzc移动装置83包括产生使吸嘴5沿着θzc方向移动的动力的致动器。θzc移动装置83的至少一部分配置于转塔63。在实施方式中,多个吸嘴5与θzc方向同步地移动。
[0049]
吸嘴5通过头移动装置7以及吸嘴移动装置8能够分别沿着xg轴方向、yg轴方向、zg轴方向、旋转ax的回转方向、zc轴方向以及θzc方向移动。
[0050]
在实施方式中,相邻的一对吸嘴5的驱动轴是平行的。通过驱动轴平行的一对吸嘴5构成1个吸嘴单元50。在1个吸嘴单元50中,一对吸嘴5能够同时沿着zc轴方向移动。在实施方式中,在转塔63设置有16个吸嘴5。设置有8个吸嘴单元50。
[0051]
[拍摄装置]
[0052]
如图4所示,安装头6具有拍摄被吸嘴5保持的部件c的拍摄装置10。在实施方式中,拍摄装置10包括相对于吸嘴5配置在zc轴方向的第1拍摄装置11、以及相对于吸嘴5配置在xc轴方向的第2拍摄装置12。第1拍摄装置11和第2拍摄装置12分别支承于壳体61。
[0053]
第1拍摄装置11从zc轴方向拍摄被吸嘴5保持的部件c。在实施方式中,在吸嘴5与第1拍摄装置11的光路之间配置反射镜20。第1拍摄装置11经由反射镜20从zc轴方向拍摄被吸嘴5保持的部件c。反射镜20支承于壳体61。反射镜20配置于第1拍摄装置11的下方。第1拍摄装置11的光学系统的光轴ox1与被反射镜20反射的zc轴的反射轴平行。另外,第1拍摄装置11可以不经由反射镜20而从zc轴方向拍摄被吸嘴5保持的部件c。
[0054]
第2拍摄装置12从xc轴方向拍摄被吸嘴5保持的部件c。第2拍摄装置12的光学系统的光轴ox2与xc轴平行。另外,第2拍摄装置12可以经由反射镜从xc轴方向拍摄被吸嘴5保持的部件c。
[0055]
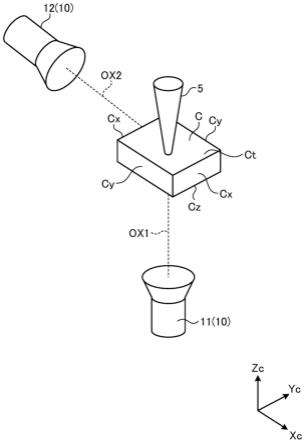
图5是表示实施方式的拍摄装置10的示意图。如图5所示,第1拍摄装置11相对于吸嘴5配置在zc轴方向。第2拍摄装置12相对于吸嘴5配置在xc轴方向。在图5所示的例子中,第1拍摄装置11配置在比吸嘴5靠-zc方向(实质上为下方)的位置。第2拍摄装置12配置在吸嘴
5的横向上。
[0056]
第1拍摄装置11取得被吸嘴5保持的部件c的从zc轴方向观察的图像。在实施方式中,第1拍摄装置11从-zc方向(实质上为下方)拍摄被吸嘴5保持的部件c。部件c中的第1拍摄装置11的光学系统的光轴ox1与zc轴平行。
[0057]
第2拍摄装置12取得被吸嘴5保持的部件c的从xc轴方向观察的图像。在实施方式中,第2拍摄装置12从-xc方向拍摄被吸嘴5保持的部件c。部件c中的第2拍摄装置12的光学系统的光轴ox2与xc轴平行。
[0058]
在实施方式中,部件c为长方体状。部件c具有朝向 zc方向的上表面ct、朝向-zc方向的下表面cz、朝向xc轴方向的一对第1侧面cx、以及朝向yc轴方向的一对第2侧面cy。第1侧面cx与第2侧面cy正交。第1侧面cx与上表面ct正交。第2侧面cy与上表面ct正交。第1侧面cx与下表面cz正交。第2侧面cy与下表面cz正交。
[0059]
吸嘴5保持部件c的上表面ct。第1拍摄装置11拍摄部件c的下表面cz。由第1拍摄装置11取得的部件c的从zc轴方向观察的图像是包括部件c的下表面cz的图像。
[0060]
第2拍摄装置12拍摄部件c的第1侧面cx。由第2拍摄装置12取得的部件c的从xc轴方向观察的图像是包括部件c的第1侧面cx的图像。
[0061]
第2拍摄装置12拍摄部件c的第2侧面cy。在实施方式中,吸嘴5向θzc方向旋转,以使第2拍摄装置12与部件c的第2侧面cy对置。即,在第2拍摄装置12拍摄部件c的第2侧面cy的情况下,吸嘴5向θzc方向旋转xc轴方向与yc轴方向所成的角度即90度,使第2拍摄装置12与部件c的第2侧面cy对置。由此,第2拍摄装置12能够实质上从yc轴方向拍摄被吸嘴5保持的部件c。以第2拍摄装置12与部件c的第2侧面cy对置的状态取得的部件c的图像能够视为部件c的从yc轴方向观察的图像。由第2拍摄装置12取得的部件c的从yc轴方向观察的图像是包括部件c的第2侧面cy的图像。
[0062]
另外,在第2拍摄装置12拍摄部件c的第2侧面cy的情况下,也可以吸嘴5不旋转,而使第2拍摄装置12移动以与部件c的第2侧面cy对置。在第2拍摄装置12拍摄部件c的第2侧面cy的情况下,也可以使吸嘴5旋转并且使第2拍摄装置12移动,以使第2拍摄装置12与部件c的第2侧面cy对置。
[0063]
[安装头的动作]
[0064]
图6是用于对实施方式的安装头6的动作进行说明的图。转塔63的旋转轴ax相对于zg轴倾斜。如果转塔63旋转,则吸嘴5一边在旋转轴ax的周围回转一边沿着zg轴方向(上下方向)移动。如图4以及图6所示,当吸嘴5在旋转轴ax的周向上配置于第1位置lp时,在回转路径中配置于最下方。当吸嘴5在旋转轴ax的周向上配置于第2位置tp时,在回转路径中配置于最上方。第1位置lp与第2位置tp在旋转轴ax的径向上对置。
[0065]
配置于第1位置lp的吸嘴5的驱动轴与zg轴平行。配置于第2位置tp的吸嘴5的驱动轴相对于zg轴倾斜。
[0066]
如图6的(a)所示,当吸嘴5配置于第1位置lp时,保持从部件供给装置4被供给到供给区域sm的部件c。配置于第1位置lp的吸嘴5的驱动轴与zg轴平行。吸嘴5通过沿着zc轴方向移动,从而能够保持配置于供给区域sm的部件c。在实施方式中,1个吸嘴单元50的一对吸嘴5能够分别从部件供给装置4同时获取2个部件c。即,1个吸嘴单元50的一对吸嘴5能够分别同时吸附部件c。
[0067]
如图6的(b)所示,当吸嘴5配置于第2位置tp时,拍摄装置10拍摄被吸嘴5保持的部件c。拍摄装置10拍摄供给到供给区域sm且向基板p安装之前的部件c。
[0068]
如图6的(c)所示,当吸嘴5配置于第1位置lp时,在配置于安装区域dm的基板p安装部件c。配置于第1位置lp的吸嘴5的驱动轴与zg轴平行。吸嘴5通过沿着zc轴方向移动,从而能够向基板p安装部件c。
[0069]
[控制装置]
[0070]
图7是表示实施方式的控制装置9的功能框图。控制装置9包括计算机系统。在实施方式中,对安装头6进行控制包括对头移动装置7进行控制。对吸嘴5进行控制包括对吸嘴移动装置8进行控制。
[0071]
控制装置9具有第1拍摄控制部91、第2拍摄控制部92、图像处理部93、吸嘴控制部94、安装控制部95、角度计算部96、校正量计算部97、角度判定部98以及阈值存储部99。
[0072]
第1拍摄控制部91对第1拍摄装置11进行控制。第1拍摄控制部91对第1拍摄装置11进行控制,以便取得被吸嘴5保持的部件c的从zc轴方向观察的图像。
[0073]
第2拍摄控制部92对第2拍摄装置12进行控制。第2拍摄控制部92对第2拍摄装置12进行控制,以便取得被吸嘴5保持的部件c的从xc轴方向观察的图像以及从yc轴方向观察的图像。在实施方式中,第2拍摄控制部92在部件c的拍摄中对吸嘴5进行控制。如参照图5说明的那样,第2拍摄控制部92使吸嘴5旋转xc轴方向与yc轴方向所成的角度即90度,并对第2拍摄装置12进行控制,以便取得部件c的从xc轴方向观察的图像以及从yc轴方向观察的图像。
[0074]
图像处理部93对由拍摄装置10拍摄而得到的部件c的图像进行处理。图像处理部93例如实施边缘提取作为图像处理。
[0075]
图8是用于对实施方式的图像处理部93的处理进行说明的图。如图8的(a)所示,部件c的上表面ct被吸嘴5保持。图8的(a)表示部件c被吸嘴5适当地保持的状态。部件c被吸嘴5适当地保持的状态是指,吸嘴5以部件c的上表面ct与zc轴实质上正交的方式吸附上表面ct的中央部的状态。
[0076]
由第1拍摄装置11拍摄被吸嘴5保持的部件c。如图8的(b)所示,由第1拍摄装置11取得的部件c的从zc轴方向观察的图像是包括部件c的下表面cz的图像。
[0077]
如图8的(b)所示,图像处理部93对部件c的下表面cz的图像进行边缘提取,计算部件c的外缘线le。另外,图像处理部93基于外缘线le计算部件c的中心线lx以及中心线ly。中心线lx是通过一方的第1侧面cx与另一方的第1侧面cx的中心的线。中心线ly是通过一方的第2侧面cy与另一方的第2侧面cy的中心的线。如图8的(b)所示,在部件c被吸嘴5适当地保持的情况下,中心线lx与yc轴平行,中心线ly与xc轴平行。
[0078]
吸嘴控制部94对吸嘴5进行控制。在实施方式中,吸嘴控制部94基于由第1拍摄装置11取得的部件c的从zc轴方向观察的图像,对吸嘴5进行控制,以便调整部件c在θzc方向上的位置。
[0079]
图9是用于对实施方式的吸嘴控制部94的处理进行说明的图。图9的(a)表示部件c以倾斜的状态被吸嘴5保持的状态。
[0080]
由第1拍摄装置11拍摄被吸嘴5保持的部件c。如图9的(b)所示,由第1拍摄装置11取得的部件c的从zc轴方向观察的图像是包括部件c的下表面cz的图像。
[0081]
如图9的(b)所示,图像处理部93根据部件c的zc轴方向的图像计算外缘线le、中心
线lx以及中心线ly。如图9的(b)所示,在部件c以倾斜的状态被吸嘴5保持的情况下,有可能中心线lx相对于yc轴倾斜,并且中心线ly相对于xc轴倾斜。
[0082]
如图9的(c)所示,吸嘴控制部94基于包括下表面cz的图像调整部件c在θzc方向上的位置,以使部件c的第1侧面cx朝向xc轴方向。即,吸嘴控制部94基于包括下表面cz的图像,使保持有部件c的吸嘴5沿着θzc方向旋转,以使中心线ly与xc轴平行。通过使部件c的第1侧面cx朝向xc轴方向,从而第2侧面cy朝向yc轴方向。中心线lx与xy轴平行。
[0083]
在由吸嘴控制部94调整部件c在θzc方向上的位置之后,第2拍摄控制部92对第2拍摄装置12进行控制,以便取得部件c的从xc轴方向观察的图像以及从yc轴方向观察的图像。
[0084]
图10以及图11分别是表示由实施方式的第2拍摄装置12拍摄而得到的部件c的图像的图。图10表示部件c的从xc轴方向观察的图像。图11表示部件c的从yc轴方向观察的图像。
[0085]
如图10所示,部件c的从xc轴方向观察的图像是包括第1侧面cx的图像。调整部件c在θzc方向上的位置,以使部件c的第1侧面cx朝向xc轴方向。因此,如图10所示,部件c的从xc轴方向观察的图像实质上仅包括第1侧面cx。
[0086]
图像处理部93对部件c的第1侧面cx的图像进行边缘提取,计算部件c的外缘线le。另外,图像处理部93基于外缘线le计算部件c的中心线ly以及中心线lz。中心线lx是通过上表面ct与下表面cz的中心的线。
[0087]
如图11所示,从yc轴方向拍摄而得到的部件c的图像是包括第2侧面cy的图像。调整部件c在θzc方向上的位置,以使部件c的第2侧面cy朝向yc轴方向。因此,如图11所示,部件c的从yc轴方向观察的图像实质上仅包括第2侧面cy。
[0088]
图像处理部93对部件c的第2侧面cy的图像进行边缘提取,计算部件c的外缘线le。另外,图像处理部93基于外缘线le计算部件c的中心线lx以及中心线lz。
[0089]
角度计算部96基于部件c的从xc轴方向观察的图像以及从yc轴方向观察的图像计算部件c的角度θ。在实施方式中,角度计算部96计算部件c相对于xcyc平面的角度θ。
[0090]
如图10所示,部件c的角度θ包括与xc轴方向正交的yczc平面内的第1角度θx。另外,如图11所示,部件c的角度θ包括与yc轴方向正交的zcxc平面内的第2角度θy。角度计算部96基于部件c的从xc轴方向观察的图像计算部件c相对于xcyc平面的第1角度θx。角度计算部96基于部件c的从yc轴方向观察的图像计算部件c相对于xcyc平面的第2角度θy。第1角度θx可以是在第1侧面cx设定的中心线lz与xcyc平面所成的角度。第2角度θy可以是在第2侧面cy设定的中心线lz与xcyc平面所成的角度。
[0091]
安装控制部95基于由角度计算部96计算出的部件c的角度θ对安装头6进行控制,以便向基板p的目标安装位置mp安装部件c。
[0092]
图12以及图13分别是用于对实施方式的安装头6的动作进行说明的图。
[0093]
图12表示部件c以被吸嘴5适当地保持的状态向基板p安装的状态。在部件c被吸嘴5适当地保持的状态下,安装控制部95以使吸嘴5的中心轴nx与目标安装位置mp的中心位置mx一致的状态使吸嘴5向-zg方向下降,从而能够将部件c安装于基板p的目标安装位置mp。
[0094]
图13表示部件c以被吸嘴5倾斜地保持的状态向基板p安装的状态。在部件c被吸嘴5倾斜地保持的状态下,如果安装控制部95以使吸嘴5的中心轴nx与目标安装位置mp的中心位置mx一致的状态使吸嘴5向-zg方向下降,则无法将部件c安装于基板p的目标安装位置
mp。如图13所示,如果以部件c倾斜的状态使吸嘴5下降,则部件c的下端的角部最先与基板p的表面接触。部件c的角部的位置与目标安装位置mp的周缘部的位置不同。在部件c的角部与基板p的表面接触之后,如果释放吸嘴5对部件c的保持,则部件c倒下,使得部件c的下表面cz与基板p的表面接触。其结果是,如图13所示,部件c安装于从目标安装位置mp偏离的位置。
[0095]
在实施方式中,在部件c被吸嘴5倾斜地保持的状态下,安装控制部95基于由角度计算部96计算出的部件c的角度θ,调整安装头6在xgyg平面内的位置以便将部件c安装于基板p的目标安装位置mp,从而将部件c安装于基板p。
[0096]
校正量计算部97基于由角度计算部96计算出的部件c的角度θ以及基板p的目标安装位置mp,计算与将部件c安装于基板p时的安装头6的位置相关的校正量rc。由校正量计算部97计算的校正量rc是与安装头6在xgyg平面内的位置相关的校正量。
[0097]
校正量rc包含图13所示的部件c从目标安装位置mp的偏离量rd。即,校正量rc包含从吸嘴5释放以角度计算部96计算出的角度θ倾斜的状态与基板p接触的部件c时预测出的部件c从目标安装位置mp的偏离量rd。
[0098]
由校正量计算部97计算的校正量rc包含基于第1角度θx和目标安装位置mp计算的第1校正量rcy、以及基于第2角度θy和目标安装位置mp计算的第2校正量rcx。第1校正量rcy是与第1位置lp处的yg轴方向上的安装头6的位置相关的校正量。第2校正量rcx是与第1位置lp处的xg轴方向上的安装头6的位置相关的校正量。
[0099]
xgygzg直角坐标系的位置及角度与xcyczc直角坐标系的位置及角度相互关联。在第2位置tp计算出的部件c的角度θ以及校正量是与第1位置lp处的部件c的角度θ以及校正量相同的意义。校正量计算部97能够基于在第2位置tp计算出的第1角度θx和目标安装位置mp,计算与第1位置lp处的yg轴方向上的安装头6的位置相关的第1校正量rcy。校正量计算部97能够基于在第2位置tp计算出的第2角度θy和目标安装位置mp,计算与第1位置lp处的xg轴方向上的安装头6的位置相关的第2校正量rcx。
[0100]
图14是用于对实施方式的校正量计算部97的处理进行说明的图。参照图14对基于第1角度θx计算第1校正量rcy的方法的一个例子进行说明。
[0101]
将部件c的xg轴方向的尺寸设为x、将部件c的yg轴方向的尺寸设为y、将部件c的zg轴方向的尺寸设为z。尺寸x、尺寸y以及尺寸z是根据部件c的各种因素导出的已知数据。在由角度计算部96计算出部件c以第1角度θx倾斜的情况下,校正量计算部97基于以下的(1)式计算第1校正量rcy。
[0102]
rcy=(y/2)-[(y/2)
·
cosθx] [(z/2)
·
sinθx]
……
(1)
[0103]
另外,在xgyg平面内,有时部件c的位置相对于目标安装位置mp偏离。校正量计算部97计算与xgyg平面内的部件c的位置的偏离量相关的校正量rb。例如,如图14所示,在将与部件c的中心op和吸嘴5的前端部在yg轴方向上的偏离量相关的校正量设为rby的情况下,yg轴方向上的整体的校正量ry为[rcy rby]。
[0104]
另外,虽然省略图示,但在由角度计算部96计算出部件c以第2角度θy倾斜的情况下,校正量计算部97能够基于以下的(2)式计算第2校正量rcx。
[0105]
rcx=(x/2)-[(x/2)
·
cosθy] [(z/2)
·
sinθy]
……
(2)
[0106]
另外,在将与部件c的中心op和吸嘴5的前端部在xg轴方向上的偏离量相关的校正
量设为rbx的情况下,xg轴方向上的整体的校正量rx为[rcx rbx]。
[0107]
安装控制部95基于由校正量计算部97计算出的校正量r(rx、ry)对安装头6进行控制。即,安装控制部95在基于由校正量计算部97计算出的校正量r(rx、ry)调整了安装头6的位置的状态下,将部件c安装于基板p。在实施方式中,安装控制部95在基于校正量rx调整了安装头6在xg轴方向上的位置并基于校正量ry调整了安装头6在yg轴方向上的位置的状态下,将部件c安装于基板p。
[0108]
阈值存储部99存储与部件c的角度θ相关的第1阈值s1以及比第1阈值s1大的第2阈值s2。第1阈值s1和第2阈值s2分别是预先确定的值。
[0109]
角度判定部98判定由角度计算部96计算出的部件c的角度θ与存储于阈值存储部99的第1阈值s1和第2阈值s2各自之间的关系。
[0110]
安装控制部95基于角度判定部98的判定结果对安装头6进行控制。
[0111]
图15是表示实施方式的角度判定部98的判定结果和安装控制部95的处理之间之间的关系的示意图。
[0112]
如图15所示,在判定为角度θ在第1阈值s1以下的情况下,安装控制部95不基于校正量r(rx、ry)地对安装头6进行控制,以便将部件c安装于基板p。在实施方式中,在判定为角度θ在第1阈值s1以下的情况下,不实施校正量计算部97对校正量r(rx、ry)的计算处理。角度θ在第1阈值s1以下能够视为部件c被吸嘴5适当地保持的状态。因此,在判定为角度θ在第1阈值s1以下的情况下,安装控制部95不基于校正量r(rx、ry)地对安装头6进行控制,以便将部件c安装于基板p。
[0113]
如图15所示,在判定为角度θ超过第1阈值s1且在第2阈值s2以下的情况下,安装控制部95基于由校正量计算部97计算出的校正量r(rx、ry)对安装头6进行控制以便将部件c安装于基板p。
[0114]
如图15所示,在判定为角度θ超过第2阈值s2的情况下,安装控制部95对安装头6进行控制以便不将部件c安装于基板p。在实施方式中,安装控制部95对安装头6进行控制,以便将部件c废弃到规定的废弃箱中。角度θ超过第2阈值s2能够视为部件c未被吸嘴5适当地保持,即便使用校正量r(rx、ry)也无法将部件c适当地安装于基板p的状态。因此,在判定为角度θ超过第2阈值s2的情况下,安装控制部95对安装头6进行控制以便不将部件c安装于基板p。
[0115]
[部件安装方法]
[0116]
图16是表示实施方式的部件安装方法的流程图。安装控制部95使安装头6向供给区域sm移动。吸嘴控制部94使吸嘴5保持供给到供给区域sm的部件c的上表面ct。用配置于第1位置lp的吸嘴5保持部件c(步骤st1)。
[0117]
吸嘴控制部94使转塔63旋转,使保持有部件c的吸嘴5向第2位置tp移动。第1拍摄控制部91使第1拍摄装置11拍摄被吸嘴5保持的部件c的下表面cz。第1拍摄装置11从zc轴方向拍摄被吸嘴5保持的部件c的下表面cz(步骤st2)。
[0118]
图像处理部93对第1拍摄装置11拍摄而得到的部件c的图像进行处理。吸嘴控制部94基于图像处理部93的图像处理结果使吸嘴5旋转,以使部件c的第1侧面cx与xc轴方向正交。通过吸嘴5旋转,部件c旋转,以使第1侧面cx与第2拍摄装置12对置(步骤st3)。
[0119]
第2拍摄控制部92使第2拍摄装置12拍摄被吸嘴5保持的部件c的第1侧面cx。第2拍
摄装置12从xc轴方向拍摄部件c的朝向xc轴方向的第1侧面cx(步骤st4)。
[0120]
第2拍摄控制部92使吸嘴5旋转,以使被吸嘴5保持的部件c的第2侧面cy与xc轴方向正交。通过吸嘴5旋转,部件c旋转,以使第2侧面cy与第2拍摄装置12对置。
[0121]
第2拍摄控制部92使第2拍摄装置12拍摄被吸嘴5保持的部件c的第2侧面cy。第2拍摄装置12从xc轴方向拍摄部件c的朝向xc轴方向的第2侧面cy。由此,第2拍摄装置12从yc轴方向拍摄部件c的朝向yc轴方向的第2侧面cy(步骤st5)。
[0122]
角度计算部96基于在步骤st4中拍摄而得到的第1侧面cx的图像,计算在与xc轴方向正交的yczc平面内的部件c的第1角度θx。另外,角度计算部96基于在步骤st5中拍摄而得到的第2侧面cy的图像,计算在与yc轴方向正交的zcxc平面内的部件c的第2角度θy(步骤st6)。
[0123]
角度判定部98判定在步骤st6中计算出的第1角度θx和第2角度θy中的至少一方是否超过第1阈值s1(步骤st7)。
[0124]
在步骤st7中,在判定为第1角度θx和第2角度θy中的至少一方超过第1阈值s1的情况下(步骤st7:是),角度判定部98判定被判定为超过第1阈值s1的第1角度θx和第2角度θy中的至少一方是否在第2阈值s2以下(步骤st8)。
[0125]
在步骤st8中,在判定为第1角度θx和第2角度θy中的至少一方超过第1阈值s1且在第2阈值s2以下的情况下(步骤st8:是),校正量计算部97基于第1角度θx和部件c的目标安装位置mp,计算与将部件c安装于基板p时的吸嘴5在yc轴方向(yg轴方向)上的位置相关的第1校正量rcy。另外,校正量计算部97基于第2角度θy和部件c的目标安装位置mp,计算与将部件c安装于基板p时的吸嘴5在xc轴方向(xg轴方向)上的位置相关的第2校正量rcx(步骤st9)。
[0126]
如上所述,xgygzg直角坐标系的位置及角度与xcyczc直角坐标系的位置及角度相互关联。计算与吸嘴5在yc轴方向上的位置相关的第1校正量rcy的意义与计算与第1位置lp处的yg轴方向的位置相关的第1校正量rcy的意义相同。计算与吸嘴5在xc轴方向上的位置相关的第2校正量rcx的意义与计算与第1位置lp处的xg轴方向的位置相关的第2校正量rcx的意义相同。
[0127]
安装控制部95基于在步骤st9中计算出的第1校正量rcy和第2校正量rcx,调整包括吸嘴5的安装头6在xgyg平面内的位置,将部件c安装于基板p(步骤st10)。
[0128]
在步骤st7中,在判定为第1角度θx和第2角度θy的双方在第1阈值s1以下的情况下(步骤st7:否),安装控制部95不基于校正量地对安装头6进行控制以便将部件c安装于基板p(步骤st11)。
[0129]
在步骤st8中,在判定为第1角度θx和第2角度θy中的至少一方超过第2阈值s2的情况下(步骤st8:否),安装控制部95对安装头6进行控制以便不将部件c安装于基板p(步骤st12)。
[0130]
[计算机系统]
[0131]
图17是表示实施方式的计算机系统1000的框图。上述控制装置9包括计算机系统1000。计算机系统1000具有:cpu(central processing unit,中央处理单元)这样的处理器1001;包括rom(read only memory,只读存储器)这样的非易失性存储器以及ram(random access memory,随机存取存储器)这样的易失性存储器的主内存1002;存储器1003;以及包
括输入输出电路的接口1004。控制装置9的功能作为计算机程序存储于存储器1003。处理器1001从存储器1003读出计算机程序并在主内存1002中展开,按照计算机程序执行上述的处理。另外,计算机程序也可以经由网络向计算机系统1000分发。
[0132]
计算机程序能够按照上述实施方式执行以下内容:
[0133]
用能够分别在与驱动轴平行的轴向以及以驱动轴为中心的旋转方向移动的吸嘴5保持部件c的上表面ct;
[0134]
拍摄被吸嘴5保持的部件c的下表面cz;
[0135]
基于下表面cz的图像使部件c旋转,以使部件c的第1侧面cx与第1方向正交;
[0136]
拍摄朝向第1方向的第1侧面cx;
[0137]
拍摄部件c的朝向与第1方向正交的第2方向的第2侧面cy;
[0138]
基于第1侧面cx的图像计算与第1方向正交的第1面内的部件c的第1角度θx;
[0139]
基于第2侧面cy的图像计算与第2方向正交的第2面内的部件c的第2角度θy;
[0140]
基于第1角度θx和部件c的目标安装位置mp,计算与将部件c安装于基板p时的吸嘴5在第2方向上的位置相关的第1校正量rcy;
[0141]
基于第2角度θy和部件c的目标安装位置mp,计算与将部件c安装于基板p时的吸嘴5在第1方向上的位置相关的第2校正量rcx;
[0142]
基于第1校正量rcy和第2校正量rcx调整吸嘴5的位置,将部件c安装于基板p。
[0143]
[效果]
[0144]
如以上说明的那样,根据实施方式,安装于基板p之前的部件c以被吸嘴5保持的状态被拍摄。取得部件c的从zc轴方向观察的图像,因此,能够识别部件c在θzc方向上的角度。在基于部件c的从zc轴方向观察的图像调整了部件c在θzc方向上的角度之后,取得部件c的从xc轴方向观察的图像以及从yc轴方向观察的图像。因此,能够高精度地计算部件c的第1角度θx和第2角度θy。因此,能够适当地识别安装于基板p之前的部件c的姿势。由于适当地识别安装于基板p之前的部件c的姿势,因此,部件安装装置1能够将部件c安装于基板p的目标安装位置mp。
[0145]
基于第1角度θx、第2角度θy和目标安装位置mp,计算与安装部件c时的安装头6的位置相关的校正量rc(rcx、rcy)。由此,安装控制部95能够基于校正量rc将部件c安装于基板p的目标安装位置mp。
[0146]
如参照图13说明的那样,当使部件c以角度θ倾斜的状态与基板p接触之后,如果释放吸嘴5对部件c的保持,则部件c以偏离了目标安装位置mp的状态安装于基板p。如(1)式以及(2)式所示,校正量rc(rcx、rcy)包括从吸嘴5释放以角度θ倾斜的状态与基板p接触的部件c时预测出的部件c从目标安装位置mp的偏离量rd。安装控制部95基于校正量rc将部件c安装于基板p,从而能够将部件c安装于基板p的目标安装位置mp。
[0147]
校正量rc包含基于第1角度θx计算的与xc轴方向(xg轴方向)相关的第1校正量rcy、以及基于第2角度θy计算的与yc轴方向(yg轴方向)相关的第2校正量rcx。由此,在xg轴方向以及yg轴方向上能够分别使部件c与目标安装位置mp一致。
[0148]
在判定为部件c的角度θ在第1阈值s1以下的情况下,视为部件c被吸嘴5适当地保持,不实施校正量rc的计算处理而将部件c安装于基板p。在判定为部件c的角度θ超过第1阈值s1且在第2阈值s2以下的情况下,基于校正量rc将部件c安装于基板p。由此,能够高效地
将部件c安装于基板p。在判定为部件c的角度θ超过第2阈值s2的情况下,部件c不安装于基板p。由此,能够抑制安装不良的发生。
[0149]
在部件c是长方体状的情况下,图像处理部93能够基于由第1拍摄装置11拍摄而得到的部件c的图像高精度地计算部件c在θzc方向上的角度。另外,图像处理部93能够基于由第2拍摄装置12拍摄而得到的部件c的图像分别高精度地计算第1角度θx和第2角度θy。
[0150]
拍摄装置10包括相对于吸嘴5配置在zc轴方向的第1拍摄装置11、以及相对于吸嘴5配置在xc轴方向的第2拍摄装置12。通过保持有部件c的吸嘴5向θzc方向旋转,从而第2拍摄装置12能够实质上分别从xc轴方向以及yc轴方向拍摄部件c。根据实施方式,能够抑制拍摄装置10的数量。
[0151]
[其他实施方式]
[0152]
另外,在上述的实施方式中,拍摄装置10也可以包括相对于吸嘴5配置在zc轴方向的第1拍摄装置11、相对于吸嘴5配置在xc轴方向的第2拍摄装置12、以及相对于吸嘴5配置在yc方向的第3拍摄装置。由此,即使不使吸嘴5旋转,第2拍摄控制部92也能够使第2拍摄装置12从xc轴方向拍摄θzc方向的位置被调整的部件c,使第3拍摄装置从yc轴方向拍摄θzc方向的位置被调整的部件c。
[0153]
附图标记说明:
[0154]
1:部件安装装置;2:基座构件;3:基板输送装置;4:部件供给装置;5:吸嘴;6:安装头;7:头移动装置;8:吸嘴移动装置;9:控制装置;10:拍摄装置;11:第1拍摄装置;12:第2拍摄装置;20:反射镜;41:带式供料器;50:吸嘴单元;61:壳体;62:转子轴;63:塔;71:xg轴移动装置;71d:xg轴致动器;71s:xg轴滑动部件;72:yg轴移动装置;72d:yg轴致动器;72g:yg轴引导部件;72p:支柱;72s:yg轴滑动部件;73:zg轴移动装置;73d:zg轴致动器;73g:zg轴引导部件;81:回转装置;82:zc轴移动装置;83:θzc移动装置;91:第1拍摄控制部;92:第2拍摄控制部;93:图像处理部;94:吸嘴控制部;95:安装控制部;96:角度计算部;97:校正量计算部;98:角度判定部;99:阈值存储部;1000:计算机系统;1001:处理器;1002:主内存;1003:存储器;1004:接口;c:部件;ct:上表面;cx:第1侧面;cy:第2侧面;cz:下表面;dm:安装区域;lp:第1位置;le:外缘线;lx:中心线;ly:中心线;lz:中心线;mp:目标安装位置;mx:中心位置;nx:中心轴;ox1:光轴;ox2:光轴;p:基板;sm:供给区域;tp:第2位置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。