1.本发明涉及贮氢材料技术领域,尤其是一种复合固态贮氢材料及其制备方法。
背景技术:
2.能源是工业发展的基础、为经济发展提供了源源不断的动力,煤炭、石油、天然气等传统化石能源构建起工业社会的能源体系。随着社会的快速发展,化石能源消耗与日俱增,因而产生的大气污染等环境问题也严重危害着人类的生存发展。氢能因其资源丰富、能量效率高、无污染,被专家学者认为是理想的清洁能。
3.氢能的有效利用是优化产业结构和能源结构的重要手段,在氢能的应用中关键点是氢的贮运。按照贮氢方式可以分为物理贮氢和化学贮氢,物理贮氢通过高压气罐存储,日本丰田已成功开发存储70mpa氢气压力的复合气罐,但氢气瓶转运过程仍存在非常高安全风险。在固态贮氢领域,金属氢化物存储氢具有安全性高、贮氢量大的优点;市场上尝试用ab5型稀土系贮氢合金、ab2型贮氢合金、镁基贮氢合金等储存氢气,但不同结构的材料性能各有优势和劣势。其中,ab5型稀土系贮氢合金贮氢量较低,镁基贮氢合金贮氢量大(理论贮氢量7.6wt.%),但反应温度高,ab2型贮氢合金具有较高贮氢量但活化性能差。
4.基于上述问题,可以通过掺杂方式来弥补材料的不足,例如:中国专利申请cn113215467公开了一种加氢站用固态贮氢材料及其制备方法,通过优化配方、增加锆锰铁等元素掺杂到具有稳定拉夫斯相结构的金属间化合物中,解决现有技术中固态贮氢材料有效贮氢量偏差过大的问题,但制备过程中需要增加打磨表面,高压活化等步骤,不便于推广到工业生产中运用。
5.也有研究通过不同类型的储氢合金进行掺杂,例如专利申请cn109609791a 公开了一种静态氢压缩用复相储氢合金及其制备方法与应用,该复相储氢合金经母合金制备而得,母合金包括第一类合金或第二类合金,第一类合金为ab2型合金与ab5型合金的复合合金,第二类合金为ab型合金与ab5型合金的复合合金。该方法以ab、ab2、ab5配比进行熔炼获得复相储氢为多种物相组合而成为偏析合金,不同类型的合金材料一起融化,形成整体混合。在吸氢的过程中la表面在室温下首先形成稳定氢化物lah
1.8
。这是因为复合材料中的单质 la比较容易被活化且活化过程会产生比较大的体积膨胀,从而导致合金中出现显微裂纹,导致大量新鲜的tife相表面由此产生。ni元素进入晶格相后,有助于h2分子在合金表面分解形成h原子进入晶格之中。该方案通过材料在使用过程中氢化镧体积膨胀收缩率大从而颗粒碎裂形成新鲜表面,这种碎裂使得材料的循环寿命下降,不利于长期稳定其发挥储氢活性。
技术实现要素:
6.本发明的目的是为了克服现有的复合储氢材料存在的活化性能低的问题,提供一种复合固态贮氢材料,通过高活性ab5稀土贮氢合金与ab2型贮氢合金的复合实现对ab2合金的岛状包覆,改善了合金活化性能,推进了固态贮氢合金的实际应用价值。
7.现有的合金复合方法是通过熔炼环节混料,得到晶相结构彼此交错,但会出现应用环节原有整体破裂,即原有结构被打破,造成材料性能上的波动,这种不稳定性使得材料的使用寿命难以预估,限制了材料在能源供应领域的应用。
8.本发明通过物理方法实现两类储氢的结合,具体是通过将ab5稀土贮氢合金制成高活性微粉,在混合磨碎环节中促使其与ab2型贮氢合金相结合,形成岛状包覆结构,得到的复合储氢材料活化性能高,同时在吸放氢过程中结构稳定,循环寿命高。
9.具体方案如下:
10.一种复合固态贮氢材料,所述复合固态贮氢材料由ab5型贮氢合金与ab2型贮氢合金复合形成,所述ab5型贮氢合金对所述ab2型贮氢合金形成岛状包覆,所述ab2型贮氢合金作为岛基体,所述ab5型贮氢合金分散地吸附在所述岛基体的外表面;其中,所述ab5型贮氢合金的化学通式为la
1-xyx
ni
4.5
mnyal
0.1
,其中0<x<0.1,0.2<y<0.6;所述ab2型贮氢合金的化学通式为 tini
0.2va
cr
0.15
mnbfe
0.15
,0<a≤0.15、0<b<0.16。
11.进一步的,所述ab2型贮氢合金的粒径大于所述ab5型贮氢合金的粒径;优选地,所述ab5型贮氢合金的中值粒径小于等于5μm,所述ab2型贮氢合金的最大粒径小于500μm。
12.进一步的,按照质量百分比计,所述ab2型贮氢合金占总重的90-99%,所述ab5型贮氢合金占总重的1-10%;优选地,所述ab2型贮氢合金占总重的 94-99%,所述ab5型贮氢合金占总重的1-6%。
13.进一步的,所述复合固态贮氢材料具有良好的活化性能,达到最大贮氢容量的活化次数小于等于12次;吸氢量为1.7-1.9%;在循环性能上,循环100次的吸氢量占最大吸氢量的97-99%。
14.本发明还保护一种复合固态贮氢材料的制备方法,包括以下步骤:
15.步骤1:分别按照第一化学通式、第二化学通式称取各原料,分别投入熔炼炉进行熔炼,然后经冷却辊冷凝至片状,得到岛基体片材和包覆片材;
16.步骤2:将所述包覆片材进行退火处理,然后粉碎成为中值粒径在5μm以下高活性微粉;
17.步骤3:将所述高活性微粉与经过退火处理的所述岛基体片材,混合均匀并磨碎,得到所述复合固态贮氢材料。
18.进一步的,步骤1中所述第一化学通式与所述第二化学通式不同,优选地,所述第二化学通式为la
1-xyx
ni
4.5
mnyal
0.1
,其中x<0.1,0.2<y<0.6;所述第一化学通式为tini
0.2va
cr
0.15
mnbfe
0.15
,0<a≤0.15、0<b<0.16;
19.任选的,步骤1中所述熔炼的温度为1000-2000℃;冷却辊冷凝至片状的厚度为0.40~0.60μm。
20.进一步的,步骤2中,所述包覆片材进行退火处理的温度为800-980℃,优选为850-960℃;
21.任选的,步骤2中粉碎成为中值粒径在3μm以下高活性微粉。
22.进一步的,步骤3中,所述岛基体片材退火处理的温度为800-980℃,优选为850-960℃;
23.任选的,所述高活性微粉与经过退火处理的所述岛基体片材按照质量比为 1-10%:90-99%混合,投入气磨机中进行研磨至最大粒径<300μm,得到所述复合固态贮氢材
料。
24.本发明还保护所述复合固态贮氢材料的制备方法制备得到的复合固态贮氢材料。
25.本发明还保护所述复合固态贮氢材料在固态储氢领域的运用。
26.有益效果:
27.本发明通过ab5稀土贮氢合金与ab2型贮氢合金的复合,实现对ab2合金的岛状包覆,借助物理吸附作用使得合金的活化性能得到提升,同时解决了不同结构类型的合金常规熔融混炼存在的运用时产品结构崩裂,性能不稳定的问题,所述复合固态贮氢材料的制备方法,适用于多种不同类型的合金之间进行复合,不局限于ab5贮氢合金与ab2型贮氢合金,具有较好的市场运用前景。
附图说明
28.为了更清楚地说明本发明的技术方案,下面将对附图作简单的介绍,显而易见地,下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
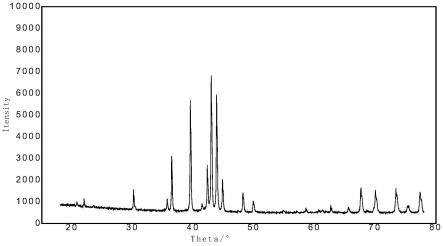
29.图1是本发明一个实施例1提供的产品xrd图;
30.图2是本发明一个实施例1提供的产品sem图。
具体实施方式
31.下面将更详细地描述本发明的优选实施方式。虽然以下描述了本发明的优选实施方式,然而应该理解,可以以各种形式实现本发明而不应被这里阐述的实施方式所限制。实施例中未注明具体技术或条件者,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。在下面的实施例中,如未明确说明,“%”均指重量百分比。
32.本发明中,所述复合固态贮氢材料由ab5型贮氢合金与ab2型贮氢合金复合形成,二者各自保持ab5型、ab2型结构,依靠物理吸附作用相结合,所述 ab5型贮氢合金对所述ab2型贮氢合金形成岛状包覆,所述ab2型贮氢合金作为岛基体,所述ab5型贮氢合金分散地吸附在所述岛基体的外表面。所述ab2型贮氢合金的粒径大于所述ab5型贮氢合金的粒径,例如所述ab2型贮氢合金的粒径:所述ab5型贮氢合金的粒径=10-1000:1;优选地,所述ab5型贮氢合金的中值粒径小于等于5μm,所述ab2型贮氢合金的最大粒径小于500μm;例如所述ab5型贮氢合金的中值粒径为0.01-5μm,所述ab2型贮氢合金的平均粒径为50-300μm。
33.其中,所述ab5型贮氢合金的化学通式为la
1-xyx
ni
4.5
mnyal
0.1
,其中x<0.1,0.2<y<0.6;优选地,0.01<x<0.1,0.2<y<0.5,更优选地,0.01<x<0.05, 0.4<y<0.5,例如,ab5型贮氢合金为la
0.96y0.04
ni
4.5
mn
0.45
al
0.1
。
34.所述ab2型贮氢合金的化学通式为tini
0.2va
cr
0.15
mnbfe
0.15
,0<a≤0.15、0< b<0.16,优选地,0.01<a<0.15、0.12<b<0.15,更优选地,0.05<a<0.10, 0.13<b<0.15,例如,ab2型贮氢合金为tini
0.2v0.08
cr
0.15
mn
0.14
fe
0.15
。
35.在质量上,所述ab2型贮氢合金在主要部分,所述ab5型贮氢合金作为修饰部分,质量含量低于12%,优选地:按照质量百分比计,所述ab2型贮氢合金占总重的90-99%,所述ab5型贮氢合金占总重的1-10%;更优选地,所述 ab2型贮氢合金占总重的94-99%,所述ab5型贮氢合金占总重的1-6%,例如所述ab2型贮氢合金占总重的95%,所述ab5型贮氢合金占
总重的5%;或者所述 ab2型贮氢合金占总重的97%,所述ab5型贮氢合金占总重的3%。
36.复合固态贮氢材料的制造方法中,包括熔炼工序,以给定的化学组成的合金原料混合、通过真空感应熔炼,熔融的合金液体通过快淬工艺冷却得到薄片;退火工序,将经过了冷却的合金薄片在惰性气体气氛下退火;粉碎工序,将经过了退火工序的合金粉碎。
37.在所述熔炼工序中,应基于作为目标的贮氢合金的化学组成,称量给定量的原料锭材(合金原料)。
38.在所述熔炼工序中,优选将所述合金原料加入坩埚,使用真空感应炉在惰性气体或真空中以超过合金的熔点的温度下加热合金原料,使合金原料熔融。将熔融了的合金原料快淬冷却得到合金组成更加均匀化。
39.在所述退火工序中,在大于800℃而不足980℃的温度下进行退火。如果在 800℃以下的温度下进行退火工序,则合金的均匀性和一致性较差,对氢的吸贮放出特性造成极不良的影响。另外,如果在980℃以上进行退火工序,则由于合金熔融,故未退火。所述退火工序中的退火的时间通常为3小时以上10小时以下。
40.在所述粉碎工序中,可以采用通常的粉碎方法。在粉碎工序中优选采用气流粉碎。对于所述粉碎工序中的粉碎,为了防止因粉碎而新产生的粒子状合金的表面的氧化,优选在惰性气氛中进行。
41.实施例1
42.一种复合固态贮氢材料的制备方法,包括以下步骤:
43.步骤1:分别按照化学通式称取各原料,分别投入熔炼炉进行熔炼,然后经冷却辊冷凝至片状,得到岛基体片材和包覆片材;
44.步骤2:将所述包覆片材进行退火处理,然后粉碎成为中值粒径在5μm以下高活性微粉;
45.步骤3:将所述高活性微粉与经过退火处理的所述岛基体片材,混合均匀并磨碎,得到所述复合固态贮氢材料。
46.其中,ab2型贮氢合金为tini
0.2va
cr
0.15
mnbfe
0.15
,a=0.08,b=0.14,ab5型贮氢合金为la
1-xyx
ni
4.5
mnyal
0.1
,x=0.04,y=0.45。在熔炼工序中,称量给定量的原料锭材,加入坩埚,使用高频熔化炉在减压氩气气氛下加热到1500℃而将其熔化。
47.在熔炼工序后的冷却工序中,使用500kg的冷却辊(冷却装置)的熔体快淬,将合金骤冷使薄片冷却。
48.在退火工序中,将所得的la
1-xyx
ni
4.5
mnyal
0.1
、tini
0.2va
cr
0.15
mnbfe
0.15
合金片材在0.05mpa(绝对压力值下同)的减压状态下在氩气气氛下进行6小时的 850℃的热处理。
49.在粉碎工序中,将利用退火工序得到的la
1-xyx
ni
4.5
mnyal
0.1
合金块粉碎至粒径小于3μm,得到的高活性微粉(6wt%)与退火态片状 tini
0.2va
cr
0.15
mnbfe
0.15
(94wt%)混合后,在气流磨料仓中充分混合研磨至dmax <300μm,得到岛状包覆的复合样品。
50.样品的xrd图如图1所示,从中可以看出主相为ab2相,ab5含量较少特征峰强较弱。
51.样品的扫描电镜图如图2所示,可以看到,ab5型贮氢合金对ab2型贮氢合金形成岛状包覆,ab2型贮氢合金作为岛基体,ab5型贮氢合金分散地吸附在岛基体的外表面。
52.在尺寸上,ab2型贮氢合金的粒径大于ab5型贮氢合金的粒径。所述ab5型贮氢合金的中值粒径小于等于5μm,ab2型贮氢合金的最大粒径小于500μm。
53.实施例2
54.制备复合固态贮氢材料,制备方法参照实施例1,其中:ab2型贮氢合金为 tini
0.2va
cr
0.15
mnbfe
0.15
,a=0.15,b=0.08,ab5型贮氢合金为la
1-xyx
ni
4.5
mnyal
0.1
, x=0.04,y=0.45。
55.在熔炼工序中,称量给定量的原料锭材,加入坩埚,使用高频熔化炉在减压氩气气氛下加热到1500℃而将其熔化。
56.在退火工序中,将所得的la
1-xyx
ni
4.5
mnyal
0.1
、tini
0.2va
cr
0.15
mnbfe
0.15
合金在0.05mpa(绝对压力值下同)的减压状态下在氩气气氛下进行6小时的960℃的热处理。
57.在粉碎工序中,将利用退火工序得到的la
1-xyx
ni
4.5
mnyal
0.1
合金块粉碎至粒径小于3μm,得到的高活性微粉(6wt%)与退火态片状 tini
0.2va
cr
0.15
mnbfe
0.15
(94wt%)混合后在气流磨料仓中充分混合研磨至dmax< 300μm得到岛状包覆的复合样品。
58.实施例3
59.制备复合固态贮氢材料,制备方法参照实施例1,其中:ab2型贮氢合金为 tini
0.2va
cr
0.15
mnbfe
0.15
,a=0.15,b=0.08,ab5型贮氢合金为la
1-xyx
ni
4.5
mnyal
0.1
, x=0.04,y=0.45。
60.在熔炼工序中,称量给定量的原料锭材,加入坩埚,使用高频熔化炉在减压氩气气氛下加热到1500℃而将其熔化。
61.在退火工序中,将所得的la
1-xyx
ni
4.5
mnyal
0.1
、tini
0.2va
cr
0.15
mnbfe
0.15
合金在0.05mpa(绝对压力值下同)的减压状态下在氩气气氛下进行6小时的850℃的热处理。
62.在粉碎工序中,将利用退火工序得到的la
1-xyx
ni
4.5
mnyal
0.1
合金块粉碎至粒径小于3μm,得到的高活性微粉(3wt%)与退火态片状 tini
0.2va
cr
0.15
mnbfe
0.15
(97wt%)混合后在气流磨料仓中充分混合研磨至dmax< 300μm得到岛状包覆的复合样品。
63.实施例4
64.制备复合固态贮氢材料,制备方法参照实施例1,其中:ab2型贮氢合金为 tini
0.2va
cr
0.15
mnbfe
0.15
,a=0.15,b=0.08,ab5型贮氢合金为la
1-xyx
ni
4.5
mnyal
0.1
, x=0.04,y=0.45。
65.在熔炼工序中,称量给定量的原料锭材,加入坩埚,使用高频熔化炉在减压氩气气氛下加热到1500℃而将其熔化。
66.在退火工序中,将所得的la
1-xyx
ni
4.5
mnyal
0.1
、tini
0.2va
cr
0.15
mnbfe
0.15
合金在0.05mpa(绝对压力值下同)的减压状态下在氩气气氛下进行6小时的960℃的热处理。
67.在粉碎工序中,将利用退火工序得到的la
1-xyx
ni
4.5
mnyal
0.1
合金块粉碎至粒径小于3μm,得到的高活性微粉(3wt%)与退火态片状 tini
0.2va
cr
0.15
mnbfe
0.15
(97wt%)混合后在气流磨料仓中充分混合研磨至dmax< 300μm得到岛状包覆的复合样品。
68.实施例5
69.制备复合固态贮氢材料,制备方法参照实施例1,其中:ab2型贮氢合金为 tini
0.2va
cr
0.15
mnbfe
0.15
,a=0.05,b=0.05,ab5型贮氢合金为la
1-xyx
ni
4.5
mnyal
0.1
, x=0.06,y=0.5。
70.在熔炼工序中,称量给定量的原料锭材,加入坩埚,使用高频熔化炉在减压氩气气氛下加热到1800℃而将其熔化。
71.在退火工序中,将所得的la
1-xyx
ni
4.5
mnyal
0.1
、tini
0.2va
cr
0.15
mnbfe
0.15
合金在0.05mpa(绝对压力值下同)的减压状态下在氩气气氛下进行6小时的860℃的热处理。
72.在粉碎工序中,将利用退火工序得到的la
1-xyx
ni
4.5
mnyal
0.1
合金块粉碎至粒径小于3μm,得到的高活性微粉(8wt%)与退火态片状 tini
0.2va
cr
0.15
mnbfe
0.15
(92wt%)混合后在气流磨料仓中充分混合研磨至dmax< 300μm得到岛状包覆的复合样品。
73.实施例6
74.制备复合固态贮氢材料,制备方法参照实施例1,其中:ab2型贮氢合金为 tini
0.2va
cr
0.15
mnbfe
0.15
,a=0.04,b=0.14,ab5型贮氢合金为la
1-xyx
ni
4.5
mnyal
0.1
, x=0.05,y=0.55。
75.在熔炼工序中,称量给定量的原料锭材,加入坩埚,使用高频熔化炉在减压氩气气氛下加热到1300℃而将其熔化。
76.在退火工序中,将所得的la
1-xyx
ni
4.5
mnyal
0.1
、tini
0.2va
cr
0.15
mnbfe
0.15
合金在0.05mpa(绝对压力值下同)的减压状态下在氩气气氛下进行6小时的900℃的热处理。
77.在粉碎工序中,将利用退火工序得到的la
1-xyx
ni
4.5
mnyal
0.1
合金块粉碎至粒径小于3μm,得到的高活性微粉(9wt%)与退火态片状 tini
0.2va
cr
0.15
mnbfe
0.15
(91wt%)混合后在气流磨料仓中充分混合研磨至dmax< 300μm得到岛状包覆的复合样品。
78.实施例7
79.制备复合固态贮氢材料,制备方法参照实施例1,其中:ab2型贮氢合金为 tini
0.2va
cr
0.15
mnbfe
0.15
,a=0.03,b=0.12,ab5型贮氢合金为la
1-xyx
ni
4.5
mnyal
0.1
, x=0.07,y=0.25。
80.在熔炼工序中,称量给定量的原料锭材,加入坩埚,使用高频熔化炉在减压氩气气氛下加热到1200℃而将其熔化。
81.在退火工序中,将所得的la
1-xyx
ni
4.5
mnyal
0.1
、tini
0.2va
cr
0.15
mnbfe
0.15
合金在0.05mpa(绝对压力值下同)的减压状态下在氩气气氛下进行6小时的940℃的热处理。
82.在粉碎工序中,将利用退火工序得到的la
1-xyx
ni
4.5
mnyal
0.1
合金块粉碎至粒径小于3μm,得到的高活性微粉(5wt%)与退火态片状 tini
0.2va
cr
0.15
mnbfe
0.15
(95wt%)混合后在气流磨料仓中充分混合研磨至dmax< 300μm得到岛状包覆的复合样品。
83.实施例8
84.制备复合固态贮氢材料,制备方法参照实施例1,其中:ab2型贮氢合金为 tini
0.2va
cr
0.15
mnbfe
0.15
,a=0.12,b=0.06,ab5型贮氢合金为la
1-xyx
ni
4.5
mnyal
0.1
, x=0.08,y=0.3。
85.在熔炼工序中,称量给定量的原料锭材,加入坩埚,使用高频熔化炉在减压氩气气氛下加热到1900℃而将其熔化。
86.在退火工序中,将所得的la
1-xyx
ni
4.5
mnyal
0.1
、tini
0.2va
cr
0.15
mnbfe
0.15
合金在0.05mpa(绝对压力值下同)的减压状态下在氩气气氛下进行6小时的820℃的热处理。
87.在粉碎工序中,将利用退火工序得到的la
1-xyx
ni
4.5
mnyal
0.1
合金块粉碎至粒径小于3μm,得到的高活性微粉(7wt%)与退火态片状 tini
0.2va
cr
0.15
mnbfe
0.15
(93wt%)混合后在气流磨料仓中充分混合研磨至dmax< 300μm得到岛状包覆的复合样品。
88.对比例1
89.制备对比样品1,包括以下步骤:
90.步骤1:按照化学通式tini
0.2va
cr
0.15
mnbfe
0.15
称取各原料,a=0.15,b=0.08;加入坩埚,使用高频熔化炉在减压氩气气氛下加热到1500℃而将其熔化。然后使用500kg的冷却辊(冷却装置)使熔体快淬,将合金骤冷使薄片冷却。
91.步骤2:将片材进行退火处理,温度同实施例1,将得到的 tini
0.2va
cr
0.15
mnbfe
0.15
薄片,在气流磨料仓中充分研磨至dmax<300μm,得到对比样品1。
92.对比例2
93.制备对比样品1,包括以下步骤:
94.步骤1:分别按照化学通式称取各原料,化学通式同实施例1,将所有原料一起投入熔炼炉进行熔炼,然后经冷却辊冷凝至片状,得到混合片材;
95.步骤2:将所述混合片材进行退火处理,温度同实施例1,退火后在气流磨料仓中充分研磨至dmax<300μm,得到对比样品2。
96.性能检测
97.p-c-t曲线反映了贮氢合金在等温条件下吸氢量与平衡压力的关系,其中吸氢量表示吸氢重量百分比wt%。活化次数表示达到最大吸氢量需要的次数。
98.曲线采用铃木pct测试装置进行测定。具体活化过程如下:
99.取3g试样装入反应器;将反应器的温度调至80℃抽真空半小时,去掉合金表面吸附的杂质气体;系统抽真空,然后充入氢气,压力为0.1pa,再抽真空,这样反复三次,以清洗系统中的残留杂质气体;反应器的温度调到一定值(不同的合金活化的难易程度不同,所需的温度也不同),空容中充入一定压力值的氢气,关闭氢气进气阀,打开抽气阀,直至压力不再下降;系统抽真空。
100.循环性能测试方法:取3g试样装入反应器;将反应器的温度调至100℃抽真空半小时,去掉合金表面吸附的杂质气体;系统抽真空,然后充入氢气,压力为0.1pa,再抽真空,以清洗系统中的残留杂质气体;以上操作循环100次,以第100次吸氢量与最大吸氢量的比值为循环性能参数。
101.表1 性能测试结果表
[0102][0103]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
[0104]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛
盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
[0105]
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
