1.本发明创造涉及自动化领域,特别是涉及一种电动机启动器的装配方法。
背景技术:
2.电动机启动器用于辅助电动机启动,还具有过载、缺相和短路等故障保护功能,电动机启动器设有双金属片,出现过载和缺相故障时,双金属片能够推动导板,断开电动机所接入电路,进而实现对电动机的保护。
3.但是,电动机启动器通常对应三相电路而设置三个双金属片,三个双金属片需要分别装配,再安装到电动机启动器中,不仅三个双金属片之间有误差,而且不同电动机启动器的情况也各不相同,如果导板不能同时适配三个双金属片,任一相出现故障时,该相对应的双金属片可能延迟或无法与导板接触,导致电动机启动器无法稳定工作。
技术实现要素:
4.本发明创造的目的在于克服现有技术的缺陷,提供一种精确度高、装配效率高的电动机启动器的装配方法。
5.为实现所述目的,本发明创造采用了如下技术方案:
6.一种电动机启动器的装配方法,其包括以下步骤:
7.步骤s0:将基础部件6接入测试电源;
8.步骤s1:推动基础部件6的温度补偿机构4停在脱扣位置a;
9.步骤s2:测量基础部件6上多个双金属片分别到脱扣位置a的距离;
10.步骤s31:根据步骤s2测得的多个双金属片分别到脱扣位置a的距离,分别在装配部件7上进行切割。
11.优选的,所述步骤s2通过ccd视觉测量模块分别捕捉脱扣位置a和多个双金属片的位置,并计算出多个双金属片分别到脱扣位置a的距离,再根据多个双金属片分别到脱扣位置a的距离,分别计算出相邻双金属片之间的距离。
12.优选的,包括两个ccd视觉测量模块,其中一个ccd视觉测量模块用于从顶侧拍摄基础部件6,并捕捉脱扣位置a,另一个ccd视觉测量模块用于从水平侧拍摄基础部件6,并分别捕捉多个双金属片的位置。
13.优选的,所述步骤s2包括以下步骤:
14.步骤s23:从顶侧直接拍摄基础部件6的顶面,并捕捉所述的脱扣位置a;
15.步骤s24:从水平侧拍摄基础部件6,并分别捕捉多个双金属片的位置;
16.步骤s25:分别计算三个双金属片各自到脱扣位置a的距离;
17.步骤s26:根据步骤s25测得数据分别计算相邻两个双金属片之间的距离,将相邻双金属片分别到脱扣位置a的距离相减后的绝对值即为相邻两个双金属片之间的距离。
18.优选的,包括切割传送模块和切割操作模块,所述步骤s31通过切割传送模块带动装配部件7先移动至对应脱扣位置a的初始位置,再进行多次移动,每次移动的距离为步骤
s2测得的多个双金属片之间的距离。
19.优选的,包括三个双金属片,三个双金属片沿远离脱扣位置a的方向依次为第一双金属片b、第二双金属片c和第三双金属片d,步骤s31通过切割传送模块带动装配部件7进行三次移动,后两次移动的距离分别为第一双金属片b到第二双金属片c的距离和第二双金属片c到第三双金属片d的距离。
20.优选的,所述步骤s0之前还包括以下步骤:
21.步骤s10:第一电源装置将基础部件6接入第一测试电源;
22.步骤s11:第一脱扣件1232推动温度补偿机构4直至基础部件6脱扣,根据第一脱扣件1232位置得到脱扣位置a;
23.步骤s12:触碰杆1241依次推动双金属片,每当触碰杆1241转动时,分别记录对应双金属片位置;
24.步骤s13:根据步骤s11和步骤s12计算出多个双金属片到脱扣位置a的距离;
25.步骤s15:复位装置130将基础部件6的操作机构5合扣。
26.优选的,所述步骤s13在触碰杆1241与双金属片接触时,还检测触碰杆1241转动的幅度。
27.优选的,还包括切割给料模块,切割给料模块将多个装配部件7排序后送至切割模块。
28.优选的,还包括切割传递模块,切割传递模块将经过切割后的装配部件7送至对应基础组件。
29.本发明创造的电动机启动器的装配方法,在电动机启动器的装配过程中,针对每个具体的电动机启动器的基础部件实时进行脱扣操作并测量,基于测量的具体对装配部件进行切割,效率高且精确度高,装配部件与电动启动器的匹配度高,以保证产品的合格。
附图说明
30.图1是本发明创造实施例用于装配的电动机起动器;
31.图2是本发明创造实施例用于测量的双金属片;
32.图3是本发明创造实施例切割前和切割后的装配组件;
33.图4是本发明创造实施例动态切割设备的平面图;
34.图5是本发明创造实施例动态切割设备的流程图;
35.图6是本发明创造实施例测量模组的平面图;
36.图7是本发明创造实施例测量模组的结构示意图;
37.图8是本发明创造实施例第一测量装置的结构示意图;
38.图9是本发明创造实施例第一测量模块的结构示意图;
39.图10是本发明创造实施例第二测量装置的结构示意图;
40.图11是本发明创造实施例复位装置的结构示意图;
41.图12是本发明创造实施例测量传递装置的结构示意图;
42.图13是本发明创造实施例切割模组的平面图;
43.图14是本发明创造实施例切割模组动的结构示意图;
44.图15是本发明创造实施例切割传送装置的结构示意图;
45.图16是本发明创造实施例切割给料装置的结构示意图。
具体实施方式
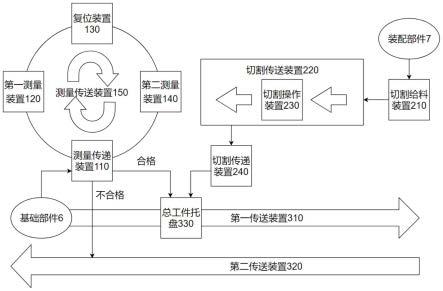
46.如图4-5所示,本发明创造的动态切割设备,包括测量模组100、切割模组200和分别与测量模组100和切割模组200连接的控制单元,测量模组100包括分别用于测量基础部件6的第一测量装置120和第二测量装置140,基础部件6经过第一测量装置120测量后,再经过第二测量装置140测量,控制单元根据第一测量装置120测量和第二测量装置140测得数据的均值,控制切割模组200对装配部件7进行切割。
47.本发明创造的动态切割设备,根据测量模组100测得的数据进行实时切割,使多个装配部件7分别经过切割后能够与多个基础部件6一一对应,便于后续将装配部件7与基础部件6装配,能够提高装配的精确度,具有自动化程度高的特点,而且基础部件6经过第一测量装置120和第二测量装置140两次检测后具有双重保障,使测得的数据更精确。
48.以下结合附图1至16给出的实施例,进一步说明本发明创造的动态切割设备的具体实施方式。本实施例的基础部件6和装配部件7用于装配成为电动机启动器,但本发明创造的动态切割设备不限于电动机启动器和以下实施例的描述。
49.如图4-5所示,本发明创造的动态切割设备,包括测量模组100、切割模组200和分别与测量模组100和切割模组200连接的控制单元,测量模组100包括分别用于测量基础部件6的第一测量装置120和第二测量装置140,多个基础部件6经过第一测量装置120测量后,再依次经过第二测量装置140测量,控制单元根据第一测量装置120测量和第二测量装置140测得数据的均值,控制切割模组200对多个装配部件7进行切割。
50.所述控制单元优选为plc控制器,通过plc控制器控制控制测量模组100、切割模组200的各机构动作,获取测量模组100的测量数据,控制切割模组200进行切割。plc控制器是常见的自动化控制器,基于plc控制器控制各机构的动作属于本领域现有技术,不再赘述。
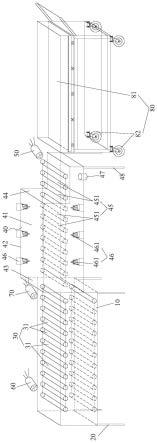
51.如图1-3所示,所述基础部件6包括三个分别安装在电动机启动器上的双金属片,以及设置在三个双金属片一侧的温度补偿机构4,切割后的装配部件7位于双金属片与温度补偿机构4之间,双金属片推动切割后的装配部件7带动温度补偿机构4,因此要先分别测量三个双金属片分别到温度补偿机构4的距离关系,再根据该距离关系切割装配部件7。
52.具体的,三个双金属片从左至右依次为第一双金属片b、第二双金属片c和第三双金属片d,所述的测量模组100在测量时,先推动温度补偿机构4,通过温度补偿机构4推动基础部件6的操作机构5,直至操作机构5刚好脱扣的瞬间,此时温度补偿机构4的位置即为脱扣位置a,再分别测量三个双金属片各自到脱扣位置a的距离,而所述的装配部件7在切割后需要匹配该距离,使切割后的装配部件7,能够推动温度补偿机构4仍能够位于脱扣位置a,保证任一双金属片弯曲时,都能够通过装配部件7推动温度补偿机构4,再使操作机构5脱扣,进而使电动机启动器跳闸,实现对电动机的保护。由于每个产品的脱扣位置都不相同,本发明通过实时测量提高产品装配的精确度,避免后续装配后过多的调节工作。本实施例中每个基础部件6上都装有多个零件,因此每个基础部件6上的三个双金属片之间的距离,以及三个双金属片各自到脱扣位置a的距离都不同。
53.所述装配部件7为两个一体的导板,两个导板之间通过三个连接杆8分别相连,所述的切割模组200在切割时,需要依次将三个连接杆8一分为二,每个连接杆8变成两段驱动
杆9,两段驱动杆9连接在各自的导板上,装配部件7也变为两个独立的导板。
54.用于对连接杆8进行切割的刀具,其厚度等同于双金属片,使切割后的刀口也与双金属片的厚度相等,连接杆8切割为两段驱动杆9后,套在对应双金属片上时,双金属片能够分别与两侧的驱动杆9接触,使双金属片因过载向一侧弯曲,或者因缺相向另一次侧弯曲时,都能够推动驱动杆9,再通过驱动杆9带动导板使操作机构脱扣,断开电路,保证具有可靠的保护功能。
55.具体的,在切割后,所述两个导板的一端分别与温度补偿机构4配合,两个导板的另一端分别设有三个用于配合双金属片的驱动杆9,其中一个导板上的三个驱动杆9分别设置在三个双金属片的一侧,另一个导板上的三个驱动杆9分别设置在三个双金属片的另一侧,任一双金属片向一侧弯曲,能够推动该侧驱动杆9带动对应的导板,使操作机构5脱扣,同理,任一双金属片向另一侧弯曲,带动另一导板使操作机构5脱扣。
56.如图4-5所示,本实施例的动态切割设备,还包括相邻设置的第一传送装置310和第二传送装置320,所述的测量模组100和切割模组200设置在第一传送装置310和第二传送装置320的一侧,第一传送装置310和第二传送装置320的传送方向相反,第一传送装置310和第二传送装置320的左端分别用于传送基础部件6,右端分别用于传送总工件托盘330,每个总工件托盘330分别能够同时固定基础部件6和装配部件7,即每个总工件托盘330的一侧用于固定基础部件6,同时总工件托盘330的另一侧用于固定该基础部件6所对应的装配部件7。
57.第一传送装置310先将未测量的基础部件6送至测量模组100的一侧,让测量模组100取走未测量的基础部件6并进行测量:
58.如果是测量合格的基础部件6,在所述的总工件托盘330经过测量模组100时,测量模组100将测量合格的基础部件6放入总工件托盘330,总工件托盘330经过第一传送装置310送至切割模组200,切割模组200再将切割后对应的装配部件7放入总工件托盘330,后续工位的操作结束后,总工件托盘330再经过第二传送装置320时,在第二传送装置320上设有拨爪321,通过拨爪321将总工件托盘330送回第一传送装置310,总工件托盘330返回预定的初始位置;
59.如果是测量不合格的基础部件6,测量模组100将测量不合格的基础部件6放入第二传送装置320,但不放入总工件托盘330,经过第二传送装置320将不合格的基础部件6排出。
60.本实施例将一一对应的基础部件6和装配部件7分别固定在总工件托盘330上,再经过第一传送装置310送至后续工位,既可以进行自动化检测和装配,也可以通过人工进行操作,使用起来非常灵活。
61.可以理解的是,测量后的基础部件6可以先进行定位,使切割后的装配部件7直接装配到基础部件6上,而不是通过所述的第一传送装置310传送至后续的其它工位,所述的装配部件7是否要安装到基础部件6上,本实施例不做具体限定,都属于本发明创造的保护范围。当然,也可以不设置第二传送装置320,通过其它方式排出不合格的产品,例如排出到不合格收集盒中。
62.如图6-7示出本实施例测量模组100的结构,本实施例的测量模组100包括测量传送装置150,以及沿测量传送装置150的传送方向依次设置的测量传递装置110、第一测量装
置120、复位装置130和第二测量装置140。
63.本实施例的测量传送装置150为分割器,其包括可转动的转盘151,以及设置在转盘151上方不转动的圆盘152,四个用于固定基础部件6的测量托盘153分别固定在转盘151上一起转动;
64.测量传递装置110设置在测量传送装置150靠近第一传送装置310的一侧,测量传递装置110能够依次取走第一传送装置310中未测量的基础部件6,并将基础部件6依次放到测量托盘153上,测量传送装置150能够带动多个基础部件6依次经过所述的第一测量装置120、复位装置130和第二测量装置140,最后再由测量传递装置110将合格的基础部件6放到第一传送装置310,并将不合格的基础部件6放到第二传送装置320;
65.由于第一测量装置120的测量过程中,基础部件6的操作机构5会脱扣,所以通过复位装置130将基础部件6操作机构5重新合扣,便于后续第二测量装置140再进行测量。
66.由于第一传送装置310同时可以为测量模组100提供和取走基础部件6,而本实施例的测量模组100,通过分割器与第一传送装置310配合,只需要一个测量传递装置110,测量传递装置110从第一传送装置310取走基础部件6后,分割器转动一周后又回到测量传递装置110,使测量传递装置110又可以直接将基础部件6放回第一传送装置310,不仅节省了成本,而且也减少了体积。可以理解的是,测量模组100也可以设置独立的提供基础部件6的装置,而不是通过所述第一传送装置310提供基础部件6,都属于本发明创造的保护范围。
67.图8-9和图10分别示出了第一测量装置120和第二测量装置140,本实施例通过第一测量装置120和第二测量装置140分别进行两次测量,本实施例第一测量装置120和第二测量装置140的测量方式不同,第一测量装置120和第二测量装置140分别用于确定温度补偿机构4的脱扣位置a,再测量三个双金属片分别到脱扣位置a的距离。
68.所述第一测量装置120和第二测量装置140分别包括电源装置和操作装置,电源装置将基础部件6接入测试电源,操作装置推动基础部件6断开测试电源确定脱扣位置a。第一测量装置120和第二测量装置140在测量时,先通过各自的电源装置将基础部件6接入测试电源,再通过各自的操作装置分别推动所述的温度补偿机构4,通过温度补偿机构4推动基础部件6的操作机构5,直至操作机构5刚好脱扣的瞬间,此时基础部件6因跳闸而断开电源装置的测试电源,根据电源装置断开的信号,记录此时操作装置的位置,由于是通过操作装置推动温度补偿机构4,因此确定操作装置的位置,就可以确定此时温度补偿机构4的位置,即脱扣位置a。
69.具体的,所述的第一测量装置120包括第一电源装置、第一操作装置和第一测量模块,所述的第一电源装置和第一操作装置即为第一电源装置的电源装置和操作装置,所述的第二测量装置140包括第二电源装置、第二操作装置和第二测量模块,所述的第二电源装置和第二操作装置即为第二电源装置的电源装置和操作装置;
70.所述的第一电源装置和第二电源装置分别用于将基础部件6接入测试电源,并测量经过基础部件6的电流信号,基础部件6在脱扣前能够导通测试电源,并在脱扣后将测试电源断开;
71.所述的第一操作装置和第二操作装置分别用于推动温度补偿机构4,直至推动温度补偿机构4驱动操作机构5脱扣;
72.但所述的第一测量模块和第二测量模块不同,第一测量模块和第二测量模块测量
的目的相同,但测量的方法不同,第一测量模块通过机械接触式的测量方法进行初检,并判断产品是否合格,第二测量模块通过视觉捕捉的测量方法进行复检。通过两次测量,每个双金属片到脱扣位置a的距离都对应两组数据,根据两组数据的平均值再控制切割模组200进行切割。
73.现结合第一测量装置120和第二测量装置140的具体结构,分别说明第一测量模块和第二测量模块。
74.如图8-9示出本实施例的第一测量装置120,第一测量装置120包括第一电源装置、第一操作装置和第一测量模块,第一测量模块采用机械式接触的测量方式。
75.第一电源装置包括间隔设置的第一内运动机构1211和第一外运动机构1221,第一内运动机构1211上设有多个第一内探针1212,在第一外运动机构1221上设有多个第一外探针1222,多个第一内探针1212和多个第一外探针1222分别接入第一测试电源(图中未示出),所述的测量传送装置150能够带动装有基础部件6的测量托盘153,移动至第一内运动机构1211与第一外运动机构1221的之间,第一内运动机构1211和第一外运动机构1221能够分别带动其上的多个第一内探针1212和多个第一外探针1222向内侧的测量托盘153移动,多个第一内探针1212在第一内运动机构1211驱动下与基础部件6一端的接线端子接触,多个第一外探针1222在第一外运动机构1221驱动下与基础部件6另一端的接线端子接触,使基础部件6的主回路接入第一测试电源。本实施例在装配基础部件6时,已经使基础部件6为合扣状态,基础部件6的主回路是合闸的导通状态,所以这里省去了类似于复位装置130的步骤,也可以在这里设置类似于复位装置130的装置,保证基础部件6的主回路是合闸的导通状态,但这里不做具体限定。
76.所述第一操作装置设置在所述第一电源装置的上方,第一操作装置包括第一脱扣件1232,第一脱扣件1232设置在第一上运动机构1231上,在基础部件6接入第一测试电源以后,第一上运动机构1231能够带动第一脱扣件1232下移,至基础部件6的温度补偿机构4的一侧,然后第一上运动机构1231能够带动第一脱扣件1232推动温度补偿机构4,直至温度补偿机构4推动基础部件6的操作机构5脱扣,基础部件6脱扣时会断开所接入的第一测试电源,当第一测试电源断开时,第一上运动机构1231停止,此时第一脱扣件1232的位置就是脱扣位置a。
77.所述第一测量模块也设置在所述的第一上运动机构1231上,第一测量模块与所述的第一操作装置都设置第一上运动机构1231上,使第一上运动机构1231对应在脱扣位置a的位置时,只要第一上运动机构1231继续移动到第一双金属片b的位置,就能够更方便地测量出第一双金属片b到脱扣位置a的距离,简化步骤,便于计算。
78.所述第一测量模块包括可转动的触碰杆1241以及用于测量触碰杆1241转动幅度的位移传感器1242,第一上运动机构1231能够带动触碰杆1241相对于基础部件6移动,使触碰杆1241依次触碰基础部件6上的多个双金属片,同时通过位移传感器1242检测触碰杆1241的转动幅度,检测触碰杆1241触碰了双金属片。本实施例通过位移传感器1242检测触碰杆1241的转动来进行触碰检测,当然也可以通过其它非转动方式的进行检测。
79.当触碰杆1241与双金属片接触时发生转动,控制单元在位移传感器1242检测触碰杆1241转动时记录触碰杆1241的位置,即为双金属片的位置,触碰杆1241转动3次就记录3次,由于第一测量模块与所述的第一操作装置都设置在第一上运动机构1231上,所述触碰
杆1241的起始位置为脱扣位置a,通过三个双金属片的位置与脱扣位置a的差值,再分别计算出三个双金属片各自到脱扣位置a的距离,或者说根据脱扣位置a后第一上运动机构1231的移动距离得到三个双金属片各自到脱扣位置a的距离。
80.具体结构为:
81.所述第一测量模块包括第一上运动机构1231和转动设置在第一上运动机构1231上的触碰杆1241,以及设置在第一上运动机构1231上与触碰杆1241配合的位移传感器1242,在第一上运动机构1231上设有用于限位触碰杆1241的弹簧1243,弹簧1243能够防止触碰杆1241在不接触双金属片时转动,双金属片与触碰杆1241接触时克服弹簧1243的作用推动触碰杆1241转动,在双金属片与触碰杆1241分开后弹簧1243驱动触碰杆1241复位。
82.本实施例的第一上运动机构1231包括伺服电机和相应连接件,由伺服电机间接带动所述第一测量模块与所述第一操作装置移动,当位移传感器1242检测到触碰杆1241转动时,通过伺服电机记录位置,再通过多个位置关系进行计算,得出距离关系。可以理解的是,也可以由其它方式代替伺服电机记录位置,例如传感器等,这里不做具体限定。
83.本实施例的位移传感器1242为激光传感器,触碰杆1241与双金属片接触时,位移传感器1242还检测触碰杆1241转动的幅度,如果激光传感器检测到触碰杆1241转动的幅度过大,超过预设的阈值,则证明此双金属片安装不牢固,或者双金属片之间的距离过大,对应基础部件6为不合格产品,经过测量传递装置110送至第二传送装置320排出。
84.本实施例第一测量装置120的测量步骤为:
85.步骤s10:第一电源装置将基础部件6接入第一测试电源;
86.步骤s11:第一脱扣件1232推动温度补偿机构4直至基础部件6脱扣,根据第一脱扣件1232位置得到脱扣位置a;
87.步骤s12:触碰杆1241依次推动双金属片,每当触碰杆1241转动时,分别记录对应双金属片位置;
88.步骤s13:根据步骤s11和步骤s12计算出多个双金属片到脱扣位置a的距离,第一双金属片b、第二双金属片c和第三双金属片d到脱扣位置a的距离分别为dab、dac和dad,以及第一双金属片b到第二双金属片c的距离dbc和第二双金属片c到第三双金属片d的距离dcd;
89.步骤s14:第一电源装置和第一操作装置复位,基础部件6离开第一电源装置。
90.如图10示出本实施例的第二测量装置140,第二电源装置、第二操作装置和第二测量模块,第二测量模块为ccd视觉捕捉的测量方式,ccd视觉捕捉的测量方式更直观,也更准确,第二测量模块能够弥补第一测量模块测量不准确的问题。
91.因为第一测量模块不确定的因素较多,伺服电机记录位置本身存在一定的误差,而且记录指令是根据所述的位移传感器1242下达,测量结果容易不准确。但是,温度补偿机构4是可转动的,在第二测量模块拍摄温度补偿机构4的脱扣位置a时,也可以导致测量结果不准确,但是第一测量模块的测量过程中,始终与温度补偿机构4接触,所以测量结构比ccd视觉捕捉更准确,两者取长补短,保证测量结果的准确性。所述第二电源装置与所述第一电源装置结构和工作原理相同,第二操作装置与所述第一操作装置结构和工作原理相同。
92.第二电源装置包括间隔设置的第二内运动机构1411和第二外运动机构1421,第二内运动机构1411上设有多个第二内探针1412,在第二外运动机构1421上设有多个第二外探
针1422,多个第二内探针1412和多个第二外探针1422分别接入第二测试电源(图中未示出),所述的测量传送装置150能够带动装有基础部件6的测量托盘153,移动至第二内运动机构1411与第二外运动机构1421的之间,第二内运动机构1411和第二外运动机构1421能够分别带动其上的多个第二内探针1412和多个第二外探针1422向内侧的测量托盘153移动,多个第二内探针1412在第二内运动机构1411驱动下与基础部件6一端的接线端子接触,多个第二外探针1422在第二外运动机构1421驱动下与基础部件6另一端的接线端子接触,使基础部件6的主回路接入第二测试电源。
93.如果在经过第一测量装置120时,基础部件6已经脱扣了,那么复位装置130可以将基础部件6的操作机构5重新合扣,保证接入第二测试电源时,基础部件6是合闸的导通状态。
94.所述第二操作装置设置在所述第二电源装置的上方,第二操作装置包括第二脱扣件1432,第二脱扣件1432设置在第二上运动机构1431上,在基础部件6接入第二测试电源以后,第二上运动机构1431能够带动第二脱扣件1432下移,至基础部件6的温度补偿机构4的一侧,然后第二上运动机构1431能够第二脱扣件1432推动温度补偿机构4,直至温度补偿机构4带动基础部件6的操作机构5脱扣,然后第二测量模块准备进行测量。
95.所述第二测量模块包括两个ccd视觉测量模块,两个ccd视觉测量模块分别为第一视觉测量单元1441和第二视觉测量单元1442,第一视觉测量单元1441和第二视觉测量单元1442能够根据拍摄图片的像素分布和亮度、颜色等信息进行运算,抽取目标的特征,再计算目标之间的距离,由于第一视觉测量单元1441和第二视觉测量单元1442到基础部件6的距离是固定的,本实施例分别抽取第一双金属片b、第二双金属片c和第三双金属片d,以及脱扣瞬间的温度补偿机构4的位置,再分别与预定的比例等数据进行比对,分别计算出第一双金属片b、第二双金属片c和第三双金属片d各自到温度补偿机构4的距离,第一视觉测量单元1441设置在所述第二电源装置的上方,第二视觉测量单元1442设置在第一视觉测量单元1441的一侧,在测量传送装置150的水平侧设有与第二视觉测量单元1442配合的反射器1443,反射器1443可以是三菱镜。ccd视觉测量模块为市购的产品,基于ccd视觉测量模块拍摄的图片进行处理计算目标之间的距离属于本领域的现有技术,不再赘述。
96.第一视觉测量单元1441从顶侧直接拍摄基础部件6的顶侧,控制单元根据基础部件6顶侧的图像捕捉脱扣位置a的位置,第二视觉测量单元1442经过三菱镜拍摄基础部件6的水平侧,控制单元根据基础部件6水平侧的图像捕捉三个双金属片分别到脱扣位置a的距离,再通过软件计算出三个双金属片之间的距离,从右至左第三双金属片d到脱扣位置a的距离为dad、第二双金属片c到脱扣位置a的距离为dac、第一双金属片b到脱扣位置a的距离为dab,再分别计算出第三双金属片d到第二双金属片c的距离dcd=dad-dac,第二双金属片c到第一双金属片b的距离dbc=dac-dab,第一双金属片b到脱扣位置a的距离dab不需要再计算。
97.所述的dab、dbc和dcd经过第一测量装置120和第二测量装置140两次测量后各自去平均值,均值计算后的dab、dbc和dcd为切割模组200的依据。此外,也可以不设置反射器1443,也可以直接将第二视觉测量单元1442设置在侧面,都属于本发明创造的保护范围。
98.本实施例第二测量装置140的测量步骤为:
99.步骤s20:基础部件6移动到所述第二电源装置,第二电源装置将基础部件6接入第
二测试电源;
100.步骤s21:第二上运动机构1431带动第二脱扣件1432和第二测量模块移动至温度补偿机构4的一侧;
101.步骤s22:第二上运动机构1431带动第二脱扣件1432移动向温度补偿机构4移动,使第二脱扣件1432推动温度补偿机构4,直至没有电流通过基础部件6时,第二上运动机构1431停止移动,使温度补偿机构4停在脱扣位置a;
102.步骤s23:第一视觉测量单元1441从顶侧直接拍摄基础部件6的顶面,并捕捉脱扣位置a;
103.步骤s24:第二视觉测量单元1442经过三菱镜拍摄基础部件6的侧面,并分别捕捉三个双金属片的位置;
104.步骤s25:分别计算三个双金属片各自到脱扣位置a的距离;
105.步骤s26:分别计算相邻两个双金属片之间的距离,将相邻双金属片分别到脱扣位置a的距离相减后的绝对值即为相邻两个双金属片之间的距离;
106.步骤s27:第二电源装置和第二操作装置复位,基础部件6离开第二电源装置。
107.如图11示出本实施例的复位装置130,复位装置130包括复位运动机构,以及设置在复位运动机构上的复位动力机构131,复位动力机构131与复位杆132连接,本实施例的复位动力机构131由横移气缸、齿条和转向齿轮构成,复位杆132上设有驱动齿轮133;
108.复位运动机构先带动驱动齿轮133与基础部件6接触,复位动力机构131再带动驱动齿轮133转动,通过驱动齿轮133带动基础部件6重新合扣,此为现有技术,本实施例不做具体限定。
109.如图12示出本实施例的测量传递装置110,测量装置包括测量传递运动机构111,以及设置在测量传递运动机构111上的测量传递夹持机构112,测量传递夹持机构112可以是夹爪气缸以及抓钳,此为现有技术,本实施例不做具体限定。
110.本实施例所述的运动机构,包括第一内运动机构1211、第一外运动机构1221第一上运动机构1231、第二内运动机构1411、第二外运动机构1421、第二上运动机构1431、复位运动机构和测量传递运动机构111,均为现有技术,可以是由多个横移和竖移的气缸,或横移和竖移的电缸组合而成,且所述的气缸或电缸上均设有传感器,用于感应动作的到位情况,至少可以实现水平和竖直中的一种线运动或旋转运动,也可以实现平面或三维空间内的移动或旋转,本实施例不做具体限定。
111.如图13-14示出切割模组200的结构,切割模组200包括切割给料装置210、切割传送装置220、切割操作装置230和切割传递装置240,切割给料装置210将多个装配部件7排序后依次送至切割传送装置220,切割传送装置220按照测量模组100测得的数据带动装配部件7移动,切割操作装置230用于切割装配部件7。测量模组100测得的数据传送到plc控制器,plc控制器控制切割传送装置220移动,只需要切割传送装置220多次移动,切割操作装置230不需要移动就可以按照测得的数据对装配部件7准确切割,切割后的装配部件7经过切割传递装置240取走,并放回其对应的基础部件6所在的总工件托盘330上。
112.如图14-15示出本实施例的切割传送装置220,由于切割操作装置230横移,所以通过切割传送装置220带动装配部件7移动,使切割后的长度与测量的数据一致。
113.本实施例的切割操作装置230为冲压设备,其包括上下相对设置的上模组231和下
模组232,上模组231设有具有冲压切割形状的刀具(图中未示出)。
114.本实施例的切割传送装置220包括横移螺母221和旋转螺杆222构成的丝杠机构,以及分别与横移螺母221和旋转螺杆222连接的切割托盘224和转动单元223,切割托盘224用于固定装配部件7,转动单元223能够带动旋转螺杆222转动,使旋转螺杆222驱动横移螺母221带动其上的切割托盘224经过切割操作装置230。
115.进一步,所述切割传送装置220在丝杠机构的一侧设有定位传感器225,所述横移螺母221或切割托盘224上设有与定位传感器225配合的定位板226,定位传感器225通过检测定位板226的位置,判断切割托盘224是否按照测量模组100测得的数据移动。
116.通过定位传感器225与定位板226配合,使定位传感器225能够记录横移螺母221的移动距离,使横移螺母221的移动距离与测量模组100测得的数据匹配,进而使装配部件7切割后的尺寸与对应的基础部件6一致。
117.进一步,所述切割托盘224上设有用于夹紧装配部件7的夹紧推杆227,夹紧推杆227可转动安装在切割托盘224上通过夹紧弹簧1243与切割托盘224连接,夹紧弹簧1243能够带动夹紧推杆227向装配部件7移动,将装配部件7夹紧在切割托盘224上,推动夹紧推杆227克服所述夹紧弹簧1243移动时,夹紧推杆227可以避开,便于从切割托盘224中取走装配部件7,或者要将装配部件7放入切割托盘224。
118.本实施例切割模组200的切割步骤为:
119.步骤s30:丝杠机构带动切割托盘224向切割操作装置230移动,定位传感器225第一次接收到切割托盘224移动到位的信号后,丝杠机构停止切割托盘224移动,此处为切割定位起始点,对应脱扣位置a;
120.步骤s32:丝杠机构带动切割托盘224继续移动距离dab,使切割操作装置230的刀具对应在第一双金属片b的位置,切割操作装置230的刀具向下切割对应第一双金属片b的连接杆8。
121.步骤s33:丝杠机构带动切割托盘224继续移动距离dbc,使切割操作装置230的刀具对应在第二双金属片c的位置,切割操作装置230的刀具向下切割对应第二双金属片c的连接杆8。
122.步骤s34:丝杠机构带动切割托盘224继续移动距离dcd,使切割操作装置230的刀具对应在第三双金属片d的位置,切割操作装置230的刀具向下切割对应第三双金属片d的连接杆8。
123.步骤s35:丝杠机构带动切割托盘224移动至切割传递装置240,切割传递装置240取走装配部件7并放回第一传送装置310。
124.如图14示出本实施例的切割给料装置210,切割给料装置210包括分料机构和上料传递机构,分料机构用于将装配部件7排序,上料传递机构依次将上的装配部件7取走再放入切割传送装置220的切割托盘224上。
125.具体的,所述分料机构包括相连的底座2111和支座2112,以及与支座2112连接的分料运动机构2113,底座2111与储存装配部件7的料仓连接,分料运动机构2113能够带动支座2112将底座2111上的装配推到底座2111的一侧,便于上料传递机构抓取支座2112上的装配部件7,在底座2111上也设有分料感应器2114;
126.所述上料传递机构包括上料运动机构2121,以及设置在上料运动机构2121上的上
料吸附单元2122,上料运动机构2121能够带动上料吸附单元2122与分料机构中的装配部件7接触,在上料吸附单元2122吸取并与装配部件7固定后,上料运动机构2121再带动上料吸附单元2122移动至切割传送装置220的切割托盘224上,再让上料吸附单元2122松开装配部件7,进而实现将装配部件7分料和上料的过程。
127.可以理解的是,也可以采用其它方式代替上料吸附单元2122取走装配部件7,如夹爪气缸以及抓钳等常见的夹持单元,都属于本发明创造的保护范围。
128.如图14示出本实施例的切割传递装置240,与所述的上料传递机构的结构和动作过程基本相同。
129.下料传递机构包括下料运动机构241,以及设置在下料运动机构241上的下料吸附单元242,下料运动机构241能够带动下料吸附单元242与切割传送装置220的切割托盘224中的装配部件7接触,在下料吸附单元242吸取并与装配部件7固定后,下料运动机构241再带动下料吸附单元242移动至第一传送装置310上,再让下料吸附单元242松开装配部件7,进而实现将装配部件7下料的过程。
130.本实施例在切割传送装置220对应在丝杠机构的两端分别设有上料传感器和下料传感器,上料传感器设置在靠近切割给料装置210的一端,下料传感器设置在靠近切割传递装置240的一端,切割托盘224侧面与定位传感器225配合的定位板226,也分别与上料传感器和下料传感器配合,当切割托盘224在丝杠驱动下移动至靠近切割给料装置210和切割传递装置240时,上料传感器和下料传感器能够接收到移动到位信号。
131.进一步,所述切割传送装置220对应在丝杠机构的两端,即上料传感器和下料传感器的一侧分别设有上料解锁推杆和下料解锁推杆,切割托盘224向两端移动时,带动夹紧推杆227被解锁推杆推动解锁。当然,也可以设置独立的机械手和运动机构单独推动夹紧推杆227,都属于本发明创造的保护范围。
132.本实施例切割模组200的上料步骤为:
133.步骤s41:丝杠机构带动切割托盘224向切割给料装置210移动,上料传感器检测到切割托盘224移动到位时,同时切割托盘224上的夹紧推杆227被上料解锁推杆推开解锁;
134.步骤s42:步骤s41到位后,上料运动机构2121带动上料吸附单元2122与分料机构中的装配部件7接触;
135.步骤s43:步骤s42到位后,上料吸附单元2122吸取并与装配部件7固定;
136.步骤s44:步骤s43到位后,上料运动机构2121再带动上料吸附单元2122移动至切割传送装置220的切割托盘224上;
137.步骤s45:步骤s44到位后,上料吸附单元2122松开装配部件7;
138.步骤s46:丝杠机构带动切割托盘224向离开切割给料装置210,切割托盘224上的夹紧推杆227离开上料解锁推杆,夹紧推杆227将装配部件7夹紧在切割托盘224上;
139.还包括与所述步骤s44同步进行的分料步骤:
140.步骤s44’:上料运动机构2121带动上料吸附单元2122取走支座2112上的装配部件7时,分料运动机构2113带动支座2112复位,在支座2112复位后,底座2111上的后续装配部件7会在振动器作用下移动至支座2112上;
141.步骤s45’:底座2111上的分料感应器2114感应到支座2112上有装配部件7后,分料运动机构2113带动支座2112与底座2111错位,再次将装配部件7推至一侧,便于上料传递装
置下次取走装配部件7。
142.所述步骤s46结束后,进行所述的步骤s30至步骤s36进行切割,然后再进行步骤s37:丝杠机构带动切割托盘224移动至切割传递装置240,切割传递装置240取走装配部件7并放回第一传送装置310,步骤s37包括以下步骤:
143.步骤s371:丝杠机构带动切割托盘224向切割传递装置240移动,下料传感器检测到切割托盘224移动到位时,同时切割托盘224上的夹紧推杆227被下料解锁推杆推开解锁;
144.步骤s372:步骤s371到位后,下料运动机构241带动下料吸附单元242与切割托盘224中的装配部件7接触;
145.步骤s373:步骤s372到位后,下料吸附单元242吸取并与装配部件7固定;
146.步骤s374:步骤s373到位后,下料运动机构241再带动下料吸附单元242移动至第一传送装置310上;
147.步骤s375:步骤s374到位后,下料吸附单元242松开装配部件7。
148.本实施例所述的转动单元223、分料运动机构2113、上料运动机构2121和下料运动机构241,均为现有技术,可以是由多个横移和竖移的气缸,或横移和竖移的电缸组合而成,且所述的气缸或电缸上均设有传感器,用于感应动作的到位情况,至少可以实现水平和竖直中的一种线运动或旋转运动,也可以实现平面或三维空间内的移动或旋转,本实施例不做具体限定。
149.本发明创造还提供了一种电动机启动器的装配方法,包括以下步骤:
150.步骤s0:将所述基础部件6接入测试电源;
151.步骤s1:推动基础部件6的温度补偿机构4,直至基础部件6的操作机构5脱扣,使温度补偿机构4停在脱扣位置a;
152.步骤s2:依次测量多个基础部件6上多个双金属片之间的距离;
153.步骤s30:带动装配部件7移动至切割模组200;
154.步骤s31:根据步骤s2测得的多个双金属片之间的距离依次带动装配部件7移动,并在每次移动后分别对装配部件7进行切割。
155.本发明创造的电动机启动器的装配方法,在电动机启动器的装配过程中,针对每个具体的电动机启动器实时进行脱扣操作并测量,基于测量的具体对装配部件进行切割,效率高且精确度高,装配部件与电动启动器的匹配度高,以保证产品的合格。
156.本发明创造的导板的切割方法,切割后的导板用于装配为所述的电动机启动器,主要通过所述的动态切割设备实现,装配部件7切割后可以与对应基础部件6装配在一起,也可以传送至后续工位再装配,这里不做具体限定,但都属于本发明创造的保护范围。
157.进一步,步骤s2采用视觉捕捉的测量方法,包括所述的第二测量装置140,步骤s2包括以下步骤:
158.步骤s20:基础部件6移动到所述第二电源装置,第二电源装置将基础部件6接入第二测试电源;
159.步骤s21:第二上运动机构1431带动第二脱扣件1432和第二测量模块移动至温度补偿机构4的一侧;
160.步骤s22:第二上运动机构1431带动第二脱扣件1432移动向温度补偿机构4移动,使第二脱扣件1432推动温度补偿机构4,直至没有电流通过基础部件6时,第二上运动机构
1431停止移动,使温度补偿机构4停在脱扣位置a;
161.步骤s23:第一视觉测量单元1441从顶侧直接拍摄基础部件6的顶面,并捕捉所述的脱扣位置a;
162.步骤s24:第二视觉测量单元1442经过三菱镜拍摄基础部件6的侧面,并分别捕捉三个双金属片的位置;
163.步骤s25:分别计算三个双金属片各自到脱扣位置a的距离;
164.步骤s26:分别计算相邻两个双金属片之间的距离,将相邻双金属片分别到脱扣位置a的距离相减后的绝对值即为相邻两个双金属片之间的距离;
165.步骤s27:第二电源装置和第二操作装置复位,基础部件6离开第二电源装置。
166.步骤s20构成所述步骤s0,步骤s21和步骤22构成所述步骤s1,步骤s23至步骤s216构成所述步骤s2。
167.本实施例为三个双金属片,三个双金属片从右至左分别为第三双金属片d、第二双金属片c和第一双金属片b:
168.第三双金属片d到脱扣位置a的距离为dad;
169.第二双金属片c到脱扣位置a的距离为dac;
170.第一双金属片b到脱扣位置a的距离为dab;
171.第三双金属片d到第二双金属片c的距离dcd为dad-dac;
172.第二双金属片c到第一双金属片b的距离dab为dac-dab。
173.进一步,所述步骤s2采用机械式接触的测量方法,包括所述的第一测量装置120,步骤s2包括以下步骤:
174.步骤s10:第一电源装置将基础部件6接入第一测试电源;
175.步骤s11:第一脱扣件1232推动温度补偿机构4直至基础部件6脱扣,根据第一脱扣件1232位置得到脱扣位置a;
176.步骤s12:触碰杆1241依次推动双金属片,每当触碰杆1241转动时,分别记录对应双金属片位置;
177.步骤s13:根据步骤s11和步骤s12计算出多个双金属片到脱扣位置a的距离;
178.步骤s14:第一电源装置和第一操作装置复位,基础部件6离开第一电源装置;
179.步骤s15:复位装置130将基础部件6的操作机构5合扣。
180.进一步,所述步骤s2两种测量方法都采用,先由第一测量装置120进行初检,再由第二测量装置140进行复检,也就是步骤s2先进行所述的步骤s11至步骤s13,进行初检,再进行所述的步骤s21至步骤s25,进行复检。
181.可以理解的是,步骤s2也可以仅通过所述的机械接触式的测试方式,也可以仅通过所述的视觉捕捉的测量方式,都属于本发明创造的保护范围。
182.进一步,所述步骤s31通过所述的切割模组200实现,步骤s31包括以下步骤:
183.步骤s30:丝杠机构带动切割托盘224向切割操作装置230移动,定位传感器225第一次接收到切割托盘224移动到位的信号后,丝杠机构停止运动;
184.步骤s32:根据测量模组100测得的数据,切割操作装置230内刀具第一次向下冲压切割,并在切割后复位。
185.步骤s33:丝杠机构按照测量模组100测得第一双金属片b与第二双金属片c之间的
距离d21,带动切割托盘224移动相同距离d21,直至定位传感器225第二次接收到切割托盘224移动到位的信号;
186.步骤s34:切割操作装置230内刀具第二次向下冲压切割,并在切割后复位;
187.步骤s35:丝杠机构按照测量模组100测得第二双金属片c与第三双金属片d之间的距离d32,带动切割托盘224继续移动相同距离d32,直至定位传感器225第三次接收到切割托盘224移动到位的信号;
188.步骤s36:切割操作装置230内刀具第三次向下冲压切割,并在切割后复位;
189.步骤s37:丝杠机构带动切割托盘224移动至切割传递装置240,切割传递装置240取走装配部件7并放回第一传送装置310。
190.具体的,包括切割传送模块和切割操作模块,切割传送模块与所述切割传送装置220结构相同,切割操作模块与所述切割操作装置230结构相同,在切割传送模块上设有用于固定装配部件7的切割托盘224,所述步骤s31通过切割传送模块带动装配部件7先移动至对应脱扣位置a的初始位置,再进行多次移动,每次移动的距离为步骤s2测得的多个双金属片之间的距离。本实施例为三次移动,每次移动的距离分别为三个双金属片之间的距离dab、dbc和dcd。
191.进一步,还包括切割给料模块,切割给料模块与所述的切割给料装置210结构相同,切割给料模块将多个装配部件7排序后送至切割模块。
192.进一步,还包括切割传递模块,切割传递模块与所述的切割传递装置240结构相同,切割传递模块将经过切割后的装配部件7送至对应基础组件。
193.以上内容是结合具体的优选实施方式对本发明创造所作的进一步详细说明,不能认定本发明创造的具体实施只局限于这些说明。对于本发明创造所属技术领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明创造的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。