1.本发明涉及一种用于辊对板工艺的压印设备。
背景技术:
2.用于辊对板工艺的压印设备是已知的并且包括辊、具有压印图案的柔性母版、印版载体和基板以及可固化的压印树脂。基板位于载体材料上。柔性母版带有反向结构(压印图案),这是想要的产品所必需的。可固化树脂(也称为漆)被放置在基板和/或柔性母版上。在压印过程中,通过使用辊将柔性母版压在基板上,可固化树脂位于其间。在固化之后,例如通过加热和/或紫外线使树脂固化,并移除柔性母版,从而在基板上产生纹理区化域。
3.例如,wo 2016128493中描述了用于辊对板压印设备的已知现有技术。
4.在文献us 2016/257062中,公开了一种压印设备,其中柔性模具通过真空保持在周围平台上,并压在包含可固化树脂的基板上(见图1),以实现均匀的转印,而不论基板的厚度如何。该文献还公开了平台上的板,其形成了一种空腔。
5.文献jp 2016 197672公开了一种用于防止树脂流动的压印设备和压印方法。将基板定位在平台上,藉此在平台上设置弹性构件以形成间隙部分。该间隙部分应围绕基板,并且根据图1,基板嵌入弹性材料中(在基板周围形成弹性构件)。
6.基板上的纹理化区域的压印品质和残留层厚度取决于压印速度和压印压力等工艺设置。为了获得薄的残留层,在辊上施加更高的压印压力。该压印压力施加在辊的两侧。由于工艺的不连续性和具有线压力,在整个压印基板区域上实现均匀的压印压力是复杂的。辊的不均匀压力将影响柔性母版在基板的可固化材料上的压力,并导致可获得的产品的性能变化。对于晶圆级压印工艺,这种均匀性问题通过全表面压印或压印区域上的变化和良好控制的压力利用平坦基板和掩模支架(卡盘)来解决。辊对辊复制过程是在正方形表面上的连续过程。
7.具体来说有两种主要的工艺状况导致压力不均匀。
[0008]-将基板放置在载体上后,辊将在基板的第一个和最后一个接触点处具有过渡区域。辊压力将被施加并分配到较低的载体表面和较高的基板表面上。因此,在基板的起点和终点处,压印压力会更高,尤其是对于较厚的基板而言。
[0009]-如果基板具有变化的宽度,则压印辊的每单位面积的线压力将在基板上发生变化。由于变化的宽度,相同的线压力将施加在更宽或更小的区域上。
[0010]
因此,通过使用这种辊对板设备,一般难以在基板的整个区域上施加均匀的压力。
[0011]
因此,本发明的目的是补偿或至少最大限度地减轻现有技术的辊对板压印设备的缺点,同时工艺期间的操纵性能——例如插入基板——和错误率不应该受到影响。
技术实现要素:
[0012]
该目的通过一种用于辊对板工艺的压印设备来实现,其中印版载体具有至少一个空腔,基板可定位在空腔中,并且基板的至少一个侧面至少部分地未被空腔包围/包住。
[0013]
对于基板的正方形形式而言,至少一个侧面意味着,基板的至少一个侧面至少部分地未被空腔包围。如果使用正方形基板,则优选地两个侧面、最优选地彼此相对布置的两个侧面未被包围。优选地,未被包围的侧面或多个未被包围的侧面在压印方向上。如果使用圆形基板,则基板仅具有一个至少部分地未被空腔包围的侧面。术语“至少部分地未被包围/包住”是指侧面的至少5%、更优选至少20%且最优选至少50%未被空腔包围。对于正方形基板,一个侧面的优选10%、更优选50%且最优选100%未被空腔包围。
[0014]
术语“未被包围/包住”是指不存在空腔侧壁。尺寸比基板大的空腔,藉此在空腔侧壁与基板之间存在小的间隙,从而确保基板容易放置在空腔中,不应理解为术语“未被包围”。这种易于操纵的间隙可以具有数十微米到数百微米的宽度。
[0015]
由于没有完全包住基板的空腔,柔性母版与印版载体和基板的接触可以在压印过程中保持恒定。如果在辊的侧面施加压力以将柔性母版压在基板上,则该压力分布在辊与基板接触的部分(长度)上。这意味着例如对于圆形基板,开始和结束时的压力会更高。如果圆形基板布置在圆形空腔中,则压力将均匀分布在基板和空腔侧面上。如果空腔侧面具有与基板相同的高度并且辊在基板和承载板上的总接触长度始终相同,则这种情况会被放大。
[0016]
然而,承载板不需要完全包围,而是可以具有开口并且与基板的形式相比可以具有各种形状。因此,基板的形式变得更加独立于空腔的形式,至此,空腔如本发明所述设计。
[0017]
另外,由于空腔没有完全包围基板,因此产生了一种向外流动。多余的未固化树脂会在压印过程中流出,并且不会流过基板。
[0018]
此外,由于基板没有被空腔完全包围,因此形成了通向基板的通道。该通道可用于降低丙烯酸树脂的氧抑制作用,其导致树脂未完全固化。如果树脂在被紫外光固化的同时暴露在氧气中,则会发生这种氧抑制作用。树脂将在表面上保持粘性,这对于操纵和下游工艺步骤是不利的。空腔的产生通向基板的通道的开放区域可以通过将气体注入到基板中来减少这种作用,例如通过用氮气或其它惰性气体代替氧气。因此,基板例如被经通道注入的氮气包围。在这种情况下,树脂以及在固化步骤期间未完全被捕获在基板与挠性印模之间的树脂将完全固化。
[0019]
空腔的又一作用是,沿着辊,垂直于压印方向,辊、基板和承载板的接触区域的总长度始终是相等的,并且与基板的设计无关。
[0020]
至少一个基板能够定位在至少一个空腔中。如果基板包括多于一个空腔,则每个空腔都可以包括一个或多个基板。
[0021]
至少一个空腔意味着印版载体可包括两个或更多个空腔。然而,在下文中,即使包含多个空腔,也使用术语“空腔”。
[0022]
根据本发明的印版载体是一种包括载体表面的板,其中载体表面的面积大于板的垂直于载体表面的厚度。印版载体的宽度和长度大于基板的面积。
[0023]
基板还具有大于基板垂直于基板表面的厚度的基板表面。基板具有两个基板表面,其平行布置并且彼此叠置。基板具有垂直于基板表面的侧面。可固化漆存在于一个基板表面上。
[0024]
术语“柔性母版”用于任何柔性且适合作为压印图案载体的装置。优选地,柔性母版是柔性印模或柔性镍垫片。
[0025]
术语“空腔”是指印版载体的至少一个区段的任何特定缩小或抬高,从而在印版载体上形成用于基板的储存区域。这包括例如印版载体内的包括一个或多个侧壁的凹部(见图6b)以及印版载体内呈沟槽形式的间隙(见图7)。储存区域是印版载体的一部分并且是基板位于印版载体上或印版载体中的区域。
[0026]
由于该至少一个空腔,带有柔性母版(和反转压印图案)的辊在基板上被引导,同时辊和柔性母版的边缘在印版载体上移动。由此,柔性母版在基板上的压力被均等地分配在基板上。
[0027]
应该清楚的是,在基板表面的顶部(或柔性母版的顶部上)存在可固化树脂(也称为漆),并且柔性母版将结构印刷到该漆中,从而在基板上形成(反转)压印图案。当在下文中提到柔性母版与基板相接触时,这意味着柔性母版的反转压印图案被转印到柔性印模与基板之间的树脂中。关于压印过程和压印设备的其它设备装置,请参考文献wo 2018/011208。
[0028]
在一个优选实施例中,空腔具有大约等于基板厚度的高度(见图5)。在又一优选实施例中,至少一个空腔的高度大约等于基板厚度与基板上的可固化树脂的总和。术语“等于”是指空腔高度与基板厚度相差小于200μm,优选小于100μm,更优选小于50μm,最优选小于20μm。为了便于理解——在压印过程中,基板具有相对于辊位置的传播方向,并且基板的厚度垂直于该传播方向。为了便于理解——这意味着,基板具有被压印的表面积,基板的厚度垂直于压印表面。在该优选实施例中,确保柔性母版的表面与基板和印版载体的直立侧相接触,从而在基板上产生恒定的压力。
[0029]
在一个优选实施例中,空腔具有一个或多个侧壁并且侧壁的高度大约等于基板厚度与包括压印图案的柔性母版的厚度之和。此外,在本实施例中,确保了具有反转压印图案的柔性母版最大具有与基板相同的宽度,从而不与印版载体的直立侧部接触,藉此确保接触区域上的压力恒定。在一优选实施例中,压印图案的宽度小于空腔的宽度。
[0030]
在上述两个实施例中,基板和柔性母版之间的接触区域上具有恒定压力的全表面接触显着改善了压印结果。因此,获得的产品的产品品质更高,具有更好的受控的层厚度均匀性。
[0031]
在一个优选实施例中,印版载体包括补偿材料。优选地,补偿材料是包含流体(如气体或液体)或柔性材料的附加层。印版载体优选地主要由诸如玻璃的刚性材料制成,藉此添加了额外的补偿材料。
[0032]
术语“补偿材料”是指具有可逆压力补偿特性的每种材料。在一个优选实施例中,补偿材料是流体。优选地,流体以附加层的形式存在,该附加层与印版载体直接共形接触。术语“直接接触”是指附加层与印版载体机械接触。例如,附加层被放置在基板与印版载体之间。在一个优选实施例中,流体是气体或液体。作为气体,流体是氩气、氮气或空气。水、油、丙烯酸酯流体或可固化的丙烯酸酯流体是优选的液体介质。在又一优选实施例中,流体是粘弹性流体。优选地,印版载体包括流体系统,通过该流体系统将流体倒入附加层(如用于基板的垫)中。
[0033]
在另一优选实施例中,补偿材料是柔性材料。术语“柔性”是指材料可以被可逆压缩。该材料可以很容易地弯曲而不会断裂。这意味着与玻璃或金属相比,柔性材料具有弹性。优选地,柔性材料具有根据astm e111测量的0.1吉帕斯卡(gpa)至10吉帕斯卡(gpa)的
杨氏模量,更优选0.5吉帕斯卡至5吉帕斯卡的杨氏模量。例如,柔性材料可以是橡胶、弹性体、纤维材料、epdm、聚氯丁二烯、聚氨酯或其它塑料或上述材料的混合物。
[0034]
在此应用中,如果一种材料具有根据astm e111测量的高于50gpa的杨氏模量,则该材料称为刚性材料。
[0035]
在又一个优选实施例中,补偿材料具有根据astm d2240测量的低于80shore a的邵氏值。
[0036]
在一个优选实施例中,印版载体和空腔制成一体。这意味着所述至少一个空腔是印版载体的一部分并且通过去除印版载体的材料而产生。一体式实施例的优点是,不可能有污染物聚集在印版载体的接缝中。
[0037]
优选地,空腔位于补偿材料内。在该优选实施例中,空腔是补偿材料内的凹部。在一个优选实施例中,空腔是补偿材料的一部分。还优选将补偿材料如柔性垫放置在印版载体的空腔中。柔性垫可以超出空腔或被空腔束缚。
[0038]
对于该实施例,印版载体可以由刚性材料制成并且补偿材料是柔性垫。
[0039]
在流体作为补偿材料的情况下,基板被放置在气体床或液体床上。优选而言,印版载体包括流体流动系统以在空腔内产生气体床或液体床,或者空腔本身包括流体流动系统。在两个实施例中,印版载体可以存在于第一印版载体部分和第二印版载体部分中。
[0040]
在辊对板压印工艺中,可以压印基板的大面积表面。这些大表面只能通过使用大型印版载体来输送。印版载体尺寸越大,印版载体的平坦表面的制造就越复杂。如果印版载体不是完全平坦的,则基板(位于印版载体上方)上的压力将局部地不同。这将导致成品的局部厚度变化。另外,如果(大型)基板的背面(其与印版载体接触)由于厚度变化、缺陷或污染(例如灰尘颗粒)而不是均匀地平坦的,则在压印期间也会出现压力变化。此外,压印辊的不均匀性也会导致压印过程中的压力变化。这一切都将导致局部较薄或较厚的残留层厚度。因此,在基板的正面——这是指即漆面——可以看到基板的不均匀背面表面,并影响压印的最终产品的品质。由于使用了补偿材料(例如柔性材料),不均匀性得到了补偿。
[0041]
在又一个优选实施例中,印版载体由至少两个部分制成。优选地,印版载体的两个部分中的至少一个由补偿材料制成或产生补偿材料。例如,印版载体可以具有作为第一部分的非柔性材料(玻璃)和作为第二部分的柔性材料(作为补偿材料的一个实施例)。在另一示例中,第一印版载体部分具有流体流动系统,以产生作为补偿材料的空气床或液体床,并且印版载体的第二印版载体部分由形成空腔的刚性材料或柔性材料制成。空腔可以是第一部分或第二部分的一部分或在这两个部分上延伸。优选地,印版载体由玻璃或金属材料的第一部分制成,而第二印版载体部分由柔性材料制成,由此空腔是第二部分的一部分。作为示例,空腔完全嵌入印版载体的第二印版载体部分的柔性材料中。在另一示例中,第二印版载体部分包含流体流动系统。该系统优选地位于空腔内。此外,在该实施例中,第一和第二印版载体部分的材料相同或不同。由于两个部分的使用,藉此两个部分可以由不同的材料制成,即使增加了柔韧性,也不会降低印版载体的稳定性。
[0042]
优选地,印版载体的所述至少两个部分能够可逆地彼此连接。“能够可逆地连接”是指两个部分可以相互分离而不会破坏任何一个部分。两个部分之间的连接可以经由一个或两个部分上的粘合表面、通过胶水和/或通过插头连接(如导轨系统或定位销)和/或经由螺钉系统和/或磁性地或通过上述系统的组合来实现。由于印版载体的两部分结构,很容易
使印版载体适配于不同的基板厚度(漆厚度)或柔性母版厚度。另外,通过使用补偿材料作为一个部分,该部分具有比由非柔性材料制成的部分高的耐磨性。因此,只需更换印版载体的一个部分(而不是整个印版载体)。
[0043]
优选地,柔性材料是橡胶或塑料箔。作为示例,柔性材料可以是橡胶、弹性体、纤维材料、epdm、聚氯丁二烯、聚氨酯或其它塑料或上述材料的混合物。
[0044]
在一个优选实施例中,真空系统位于印版载体的空腔内。该空腔可以具有例如真空孔,通过该真空孔可以在空腔内产生较低的压力。这会将基板保持在空腔内的限定位置,从而改善压印过程。真空孔与流体流动系统不可比。真空孔产生一种负压(以将基板保持在适当位置),而流体流动系统为基板产生一种流体床。
[0045]
在又一个优选实施例中,印版载体包括放置系统。该放置系统优选地包括提升指状物,借助于该指状物可以例如通过使用机器人容易地将基板放置在载板上。在另一优选实施例中,载体包含用于定位的定位销(也称为对准销或推动器),通过该定位销可以将基板放置在优选位置,或相对于基准点始终放置在相同位置。结果,可以有利地提高工艺精度,因为压印过程将总是在基板的同一点开始。
[0046]
在一个优选实施例中,空腔与基板的形式/形状相同。在本文中,“形式/形状相同”是指例如空腔不是圆形的,并且基板是有角度的。优选地,空腔的一个或多个侧壁形成一种可以供基板插入其中的凹窝。在该实施例中,基板在压印过程中经由印版载体在基板的选定侧面上受到保护。也可以以这样的方式确定空腔的尺寸,即基板以形状配合的方式位于印版载体内,从而避免在压印过程中滑动。然而,也可以设想,空腔形成为一种在整个载体上延伸的宽沟槽。因此,空腔开口(基板侧面的未被包围部分)可以与压印方向一致或垂直于压印方向。此外,可以将两者结合起来,从而形成正方形的内腔。
[0047]
在又一优选实施例中,空腔具有凸起的侧壁端。这意味着空腔的至少一个侧壁端的高度在基板的末端处增加。由于这一点,在压印过程结束时辊被抬起,从而降低了压印压力并由此防止或减少了漆在基板边缘处的溢出。在一更优选的实施例中,基板具有两个凸起的侧壁。
[0048]
在又一优选实施例中,箔片被放置在印版载体的顶部上并在空腔内延伸。基板将被放置在空腔中的箔片上。箔片保护印版载体和空腔免受污染和/或防止基板在工艺期间滑动和/或影响基板的反射指数。
[0049]
另外,进一步的想法涉及一种辊对板工艺,其中基板位于印版载体的空腔内,并且具有反转结构的柔性母版被压在基板上,其中空腔高度适合于匹配基板的高度和/或匹配柔性母版和基板的高度,基板以这样的方式位于空腔内,即至少一个基板侧面至少部分地未被空腔包围。
[0050]
针对压印设备提及的所有实施例也适用于辊对板工艺。
附图说明
[0051]
下面通过附图进一步描述本发明的思想。
[0052]
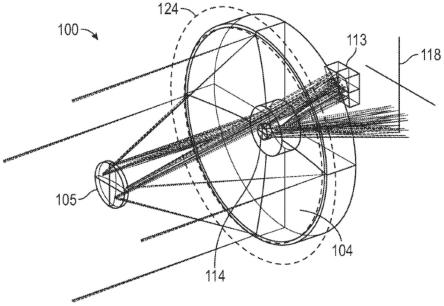
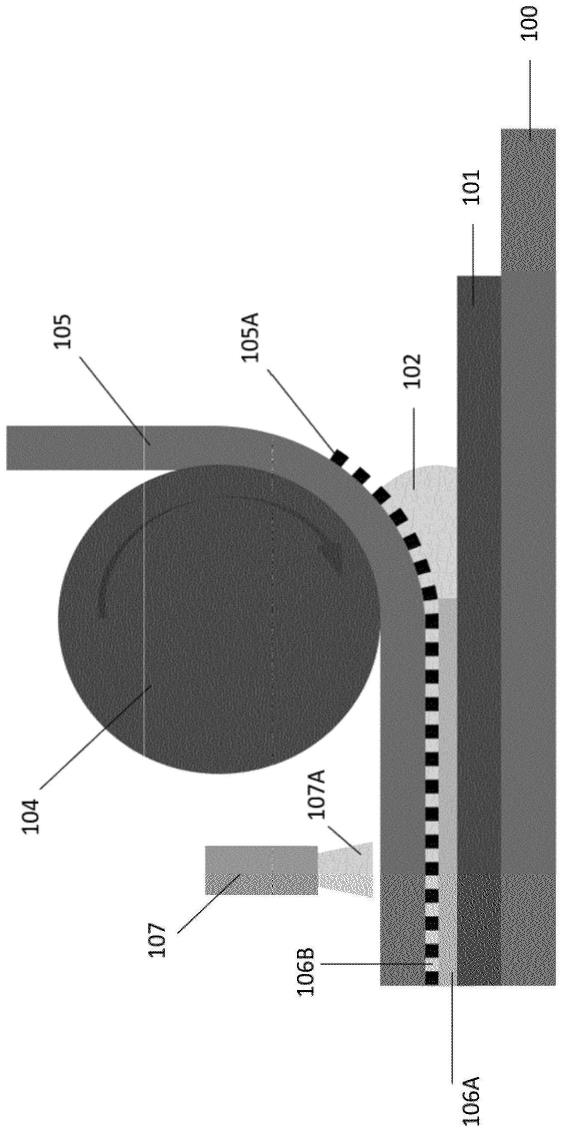
图1示意性地示出了压印过程。
[0053]
图2示出了测量的压印压力与层厚度之间的相关性。
[0054]
图3示意性地示出了可导致变化的压印压力的变化的基板宽度的一个示例。
[0055]
图4示意性地示出了与基板边缘处的压力相比较的中心处的压印压力。
[0056]
图5示意性地示出了包括空腔的印版载体。
[0057]
图6示意性地示出了包括凹窝形式的空腔的印版载体。
[0058]
图6b示意性地示出了印版载体,该印版载体包括具有凸起侧壁端的凹窝形式的空腔。
[0059]
图7a示意性地示出了包括圆形空腔的印版载体。
[0060]
图7b示意性地示出了包括两个圆形空腔的印版载体。
[0061]
图8示意性地示出了包括第一部分和第二部分的印版载体。
[0062]
图9示意性地示出了包括柔性材料的印版载体。
具体实施方式
[0063]
图1示出了与本发明相关的压印设置和压印过程。通过使用辊104将具有产品所需的具有反转结构(负)105a的压印图案105a的柔性母版105压在基板101上、可固化树脂102中。基板101是板——例如但不限于由刚性玻璃制成——并且可以具有不同的形状。将该基板101放置在印版载体100上以提供反压力并且可以用于运输。印版载体100尤其可以由玻璃或金属制成。在通过使用来自uv光源107的uv光107a固化可固化树脂102(漆)之后,移除柔性母版105并且将具有所需产品纹理106b和下方的残留层106a的固化树脂102转移到基板101上。
[0064]
可固化树脂102的高度尤其取决于压印压力。该高度是产品纹理106b与残留层106a之和。残留层106a将具有与压印压力无关的相同纹理高度。残留层106b的厚度将随着压印压力的升高而减小。这种相关性在图2中示出。除了压印压力外,残留层厚度还取决于压印速度和树脂的粘度。在图2中,针对以3.49cm/分钟的速度压印的两种不同树脂粘度示出了压印压力与层厚度(残留层和产品纹理)之间的相关性。该图2示出,如果压印压力从10n/cm增加到20n/cm,则对于330cp的标准树脂粘度,层厚度从大约5.5微米减小到4微米。
[0065]
在辊对板压印过程中,辊104的尺寸比基板大,如图3所示。压印辊力fr施加在辊104的侧面(边缘)上。对于刚性辊,该总力为2*fr均分在压印接触面上。如果基板101的宽度小,则与导致较低线压力108b的较宽的基板宽度相比,线压力(每单位或每厘米)108a将更高。由于基板101上的这种压力变化,柔性母版105的压印图案105a没有被均匀地复制到基板101上的漆内。残留层厚度可能变化或者甚至可能捕获气泡。
[0066]
图4示出了在压印过程结束时基板101的边缘处的变化的压印压力。在压印过程的前部在基板前部处出现类似的问题。在起始或结束两种情况下,辊104以辊力fr挤压基板101,柔性母版105位于其间。辊104具有刚性芯部104a和较软的可压缩外层104b。由于外层是软的,所以辊104将由于辊压力而被压缩并且辊接触面109a将被加宽。与将辊104压到基板101末端处的辊接触面109b上的情况相比,基板101上的该辊接触面109a将更小。在这种情况下,力保持相同,但将在基板101的较小接触面积上执行。对于较小的辊接触面109a,线压力将升高,从而导致较低的残留层厚度。
[0067]
为了解决基板101的前端和末端处以及由于变化的基板宽度而导致的变化的压力,建议印版载体100包含空腔。这在图5中示出,印版载体100包括两个凸起的侧壁112,从而形成基板101位于其中的空腔110。由于直立的载体侧壁,在基板101的前端和/或末端处,
当辊在压印过程开始和停止期间从直立的载体侧过渡到基板101的前端和/或末端时,压力将更均匀地分布。因此,压力将在压印过程开始和/或停止的过程中变得均匀。注意,在基板的前部或末端处已经有一个凸起的侧壁有益于在压印过程开始或停止时产生均匀的压力。与基板厚度相比,空腔高度110b优选地具有低于200微米、更优选地低于100微米并且最优选地低于50微米的高度差。空腔110不完全围绕基板101。根据图5的实施例,基板101的两个侧面没有被空腔110包住。空腔110具有开口区域,在该开口区域中基板101的至少一个侧面至少部分地未被空腔110包住。因此,更加简化了将基板101插入到空腔110中或从孔腔110中移除基板101。再者,同一空腔110可用于具有不同宽度的正方形基板,而不会在压印过程中有任何品质降低。如果空腔110不完全围绕基板101,则空腔110的形式变得更加独立。在一个实施例中,凸起侧壁112和/或印版载体100的材料是补偿材料。这可以是柔性材料或流体材料。在流体材料的情况下,印版载体100优选地将具有集成的空气流动系统或液体流动系统。
[0068]
在一个更优选的实施例中,凸起的侧壁112可移除地(可拆卸地)位于基板101上并且被设计为可连接到基板。基板101和凸起的侧壁112一起形成更均匀的支撑。
[0069]
优选地,基板101尽可能靠近一个或多个侧壁112并列放置。优选地,基板101直接接触至少一个侧壁112。如果使用两个侧壁112,则空腔长度优选地具有与基板101相同的长度,具有少量剩余以便能够放置基板101。空腔长度与基板长度之间的这种差异优选地低于1mm,更优选地低于500微米,最优选地低于200微米。在这些情况中的每一种情况下,空腔长度都比基板长度长。
[0070]
辊104的宽度通常大于基板101。因此,如图5所示的存在于两个侧壁112内的空腔110也可以旋转90度。这在图6中示出。由于载体100的直立侧112,在压印过程中压印间隙将是恒定的。侧壁112的长度优选地长于基板101的长度,其中基板101优选地被放置在侧壁112的中间。在基板101的起点和末端处的压印阶梯将大大减小。对于具有恒定宽度的基板101,这将导致整个压印区域上的均匀压力,包括基板101的起点和末端。注意,由于柔软的辊104,将存在小的压印阶梯。这种小的压印阶梯也可以通过在基板101的前端和末端处使用侧壁112来补偿。
[0071]
如果柔性母版105的宽度大于空腔110的宽度,则空腔高度110b应当与基板厚度(基板高度)相同,优选地具有低于200微米、更优选地低于100微米、最优选地低于50微米的变化。如果柔性母版105的宽度小于空腔110的宽度,并且位于空腔110内,则空腔高度110b应当与基板101的厚度和柔性母版105的厚度之和相同。
[0072]
注意,在图5以及图6和6b所示的两种压印过程中,可以在同一个压印周期中压印更多的基板。如果空腔110足够宽或足够长,则可以将多个基板放在一边。在这种情况下,辊104的宽度应该大于空腔110。柔性印模应当至少覆盖两个基板。柔性印模105可以具有与基板101的位置对齐的多个压印图案105a。或者柔性印模可以具有覆盖基板位置101的一个大压印图案105a。
[0073]
图6b示出了类似的压印设置。在压印过程结束时,典型地在基板101的末端附近,放置在印版载体100的侧壁112处的直立侧壁端113的高度随着一隆起部增加。由于该隆起部,空腔高度110b将更高。由于这种较高的压印间隙,在压印过程结束时压力将降低。由于末端处的压印压力低,可防止树脂溢出。有了这样的隆起部,可以进一步确保树脂的溢出将
保持在基板表面内,不会污染印版载体100。侧壁端113不一定必须放置在侧壁112的端部处。定位取决于基板101的位置和压印过程的结束。因此,侧壁端113也可以被放置在印版载体110的中间。侧壁端113可以有不同的形式。根据图6b,侧壁端具有楔形。然而,块形式、桥形式或滑雪跳台形式也是优选的。
[0074]
对于具有变化的宽度的基板,可以通过将空腔110采用基板101的形状来使压力均匀。图7a中示出了一个示例,其示出了适合在圆形基板101上压印的圆形空腔110。实际上,空腔110将稍宽一些,以确保易于在印版载体100中装载和卸载。宽度余量优选地低于2mm(每侧1mm),更优选地低于1mm,最优选地低于400微米。空腔高度110b与基板高度相同。空腔110包括一种沟槽,在图7a的实施例中,该沟槽沿压印方向延伸。由于该沟槽,圆形基板的部分未被空腔110包住。沟槽可以使基板易于装载和卸载。另外,一种液体可以沿着沟槽流动,并且可以在压印过程中支承基板101或支承插入或移除基板101的操纵部件。
[0075]
注意,在图7a中示出了一个空腔。但它也可以是如图7b所示的多个空腔。通过使用更大的压印系统和更大的柔性印模,可以在同一个压印周期中压印两个或更多个基板101。由此增加了产量。在这种情况下,柔性印模105应该具有多个压印图案105a和105b。这些压印图案105a和1105b的位置与载体100中的基板101的位置对齐。柔性印模105还可以具有覆盖载体100上的两个基板101位置的一个大压印图案。
[0076]
在图8中,示出了由第一印版载体部分100a和第二印版载体部分100b制成的印版载体100。第二印版载体部分100b包括空腔110。第一印版载体部分100a和第二印版载体部分100b可以可逆地彼此连接。由此,可以产生可变的空腔高度110b,并且相同的基础载体材料(第一部分100a)可用于不同的基板高度。第一印版载体部分100a和第二印版载体部分100b的材料可以相同也可以不同。例如,该材料可以是玻璃或金属层。第二印版载体部分100b的安装例如可以通过使用第一印版载体部分100a上的直立定位销和第二印版载体部分100b上的定位孔来完成。
[0077]
在一优选实施例中,图8中的印版载体100具有刚性的第一印版载体部分100a和作为补偿材料的柔性的第二印版载体部分100b。例如,第二印版载体部分100b可以由橡胶或塑料片制成。如果基板101的背面由于缺陷或厚度变化而不均匀平坦,则在压印期间将存在压力变化。这将导致树脂102的残留层厚度局部变薄。在压印产品的正面将可见不均匀的残留层。通过由柔性材料制成的第二印版载体部分100b,可以避免或减轻这种效应。在第二示例中,第一印版载体100a具有集成的流体流动系统,以通过使用空气流动系统来产生空气床,或者通过使用液体流动系统(补偿材料)来产生液体床。在基板101(图8中未示出)下方的空气或液体垫用作非均匀性补偿层。
[0078]
在图9中,印版载体100包括空腔110,其中作为补偿材料的一个示例的柔性材料111位于空腔110的内部以及印版载体100的上侧。由于柔性材料111的使用,可以避免或减轻基板100下方的缺陷或层厚度不均匀导致压力变化和随之而来的压印变化的影响。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。