1.本发明涉及具备由有孔无纺布构成的顶片的一次性穿着物品。
背景技术:
2.一次性尿布或卫生巾等一次性穿着物品大多为了形成布那样的外观和肌肤触感而对顶片使用无纺布。作为该无纺布,除了无孔无纺布,也采用有孔无纺布,其中,所述无孔无纺布除了纤维间隙以外不具有孔,所述有孔无纺布具有多个贯通正反面的孔(参照专利文献1)。
3.关于有孔无纺布,即使附加用于提高透气性或通液性的功能美感也有效果,因此孔通常以外观良好的图案来排列。因此,孔的图案的视觉辨认性(孔的大部分被视觉辨认到,从而能够识别出整体图案)极其重要(视觉效果)。而且,为此,各个孔的视觉辨认性当然是重要的。
4.另一方面,近年来,随着高级意向的提高,也在顶片中含有护肤剂(参照专利文献1~4)。
5.然而,在由有孔无纺布构成的顶片中含有护肤剂的情况下,存在孔的视觉辨认性局部降低的问题。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2017-217325号公报
9.专利文献2:日本特表2010-526630号公报
10.专利文献3:日本特开2002-509457号公报
11.专利文献4:日本特开2019-170534号公报
技术实现要素:
12.发明所要解决的课题
13.因此,本发明的主要课题在于,在具备由含有护肤剂的有孔无纺布构成的顶片的一次性穿着物品中,抑制孔的视觉辨认性的降低等。
14.用于解决课题的手段
15.本发明人在采用含有护肤剂的有孔无纺布作为顶片的研究开发中获得了如下见解。即,在有孔无纺布中孔的视觉辨认性发生变化的主要原因之一是孔的形状、朝向的变化。例如,若孔因施加于有孔无纺布的力而被压溃,则孔的视觉辨认性降低。另外,使用者的视线相对于具有孔的面的角度越接近垂直,则孔的视觉辨认性越高,这是不言而喻的,但是,当由于在有孔无纺布上产生褶皱等而使得使用者的视线相对于具有一部分孔的部分的角度接近0度时,在外观上,等同于孔被压溃,从而该孔的视觉辨认性降低。而且,若在多个孔处发生这样的视觉辨认性的降低,则整体图案的视觉辨认性降低,即使特意采用美丽的图案,也有可能损害其美观性。
16.一次性穿着物品是使平坦的制品以沿着身体表面的方式变形的物品,因此无法完全防止在顶片上产生褶皱,但通过将顶片整体固定于背面侧的部件上,能够防止顶片的孔的压溃、或在顶片产生不必要的褶皱的情况。通常,顶片借助涂敷于背面的疏水性热熔粘接剂粘接于背面侧的部件上。
17.但是,若使顶片含有油溶性护肤液,则疏水性热熔粘接剂的粘接受到阻碍,顶片部分地从背面侧的部件剥离,在剥离部分中,会发生顶片的孔的压溃,或者在顶片产生不必要的褶皱,从而孔的视觉辨认性降低。
18.以下所述的一次性穿着物品是基于这样的见解而完成的。
19.<第1方式>
20.一种一次性穿着物品,其特征在于,
21.所述一次性穿着物品具有顶片,所述顶片包含与穿着者的肌肤接触的肌肤接触区域,
22.所述顶片是具有孔排列区域的有孔无纺布,所述孔排列区域以规定的图案排列有贯通正反面的孔,
23.所述肌肤接触区域具有:含有亲水性的护肤液的含液区域;所述孔排列区域;以及这些含液区域与孔排列区域重叠的重叠区域,
24.所述顶片至少遍及所述孔排列区域的整体地借助疏水性的热熔粘接剂粘接于配置在所述顶片的背面侧的背面侧部件上。
25.(作用效果)
26.本一次性穿着物品具有如下特征:将亲水性的护肤液和疏水性的热熔粘接剂组合。在使用油溶性的护肤液的情况下,若护肤液在重叠区域中与疏水性的热熔粘接剂接触,则基于热熔粘接剂的粘接容易受到阻碍(除了粘接力的降低以及由此引起的界面剥离之外,还包括粘接的失败),与此相对,在使用亲水性的护肤液的情况下,若护肤液在重叠区域中与疏水性的热熔粘接剂接触,则基于热熔粘接剂的粘接不容易受到阻碍。其结果是,顶片难以局部地从背面侧的部件剥离,防止了剥离部分中的孔的压溃和褶皱的产生,从而孔的视觉辨认性不容易降低。
27.<第2方式>
28.根据第1方式的一次性穿着物品,其中,
29.所述有孔无纺布的纤度为1dtex~5dtex,单位面积重量为10g/m2~30g/m2,
30.所述亲水性的护肤液为以甘油为主体的保湿剂,
31.所述含液区域具有每单位面积的含量为5g/m2~15g/m2的部分,
32.所述疏水性的热熔粘接剂的涂敷量为0.1g/m2~10g/m2。
33.(作用效果)
34.护肤液的种类及含量、热熔粘接剂的种类及涂敷量并不特别限定,在对顶片使用本方式这样的一般的无纺布、并使用本方式的护肤液和热熔粘接剂的情况下,护肤液的含量和热熔粘接剂的涂敷量优选在本方式的范围内。
35.<第3方式>
36.根据第1或第2方式的一次性穿着物品,其中,
37.所述孔的最大尺寸为0.5mm~2mm,所述孔排列区域中的孔的面积率为0.1%~
10%。
38.(作用效果)
39.为了防止孔的压溃、褶皱,优选遍及孔排列区域的整体涂敷热熔粘接剂,但热熔粘接剂有可能容易从孔溢出。在该情况下,减小孔的最大尺寸、减少孔的数量是有效的,但在该情况下,孔的视觉辨认性降低的可能性升高。因此,前述的亲水性护肤液与疏水性热熔粘接剂的组合等在本方式的情况下特别有意义。
40.<第4方式>
41.根据第1~3方式中的任意一项所述的一次性穿着物品,其中,
42.所述图案是在前后方向上隔开间隔地并排的孔的列在宽度方向上隔开间隔地并排的图案,
43.所述护肤液被涂敷为条纹状,
44.所述护肤液的涂敷宽度为相邻的所述孔的列中的孔在宽度方向上的中心间隔的最大值的2倍以下,
45.所述护肤液的涂敷间隔为相邻的所述孔的列中的孔在宽度方向上的中心间隔的最大值的2倍以上。
46.(作用效果)
47.即使采用亲水性护肤液与疏水性热熔粘接剂的组合,也并非完全不会发生热熔粘接剂的粘接阻碍。例如,在使用疏水性热熔粘接剂将涂敷了亲水性护肤液后的顶片粘接于背面侧的部件的情况下,热熔粘接剂的粘接性多少会受到阻碍。与此相对,若护肤液的配置相对于孔的图案具有本方式的关系,则即使热熔粘接剂的粘接受到阻碍而产生了局部的剥离,视觉辨认性有可能降低的孔也较少即可,因此是优选的。
48.<第5方式>
49.根据第1~4方式中的任意一项所述的一次性穿着物品,其中,
50.所述图案是以呈在前后方向上连续的单重的波状或链状的方式并排的孔的群在宽度方向上隔开间隔地并排的图案,
51.在宽度方向上相邻的孔的群在前后方向上的相位相同或不同,
52.所述护肤液被涂敷为条纹状,
53.所述护肤液的涂敷宽度为所述孔的群中的孔的单位排列部分的宽度的1/3以下,
54.所述护肤液的涂敷间隔为所述孔的群中的孔的单位排列部分的宽度的1/3以上。
55.(作用效果)
56.即使采用亲水性护肤液与疏水性热熔粘接剂的组合,也并非完全不会发生热熔粘接剂的粘接阻碍。例如,在使用疏水性热熔粘接剂将涂敷了亲水性护肤液后的顶片粘接于背面侧的部件的情况下,热熔粘接剂的粘接性多少会受到阻碍。与此相对,若护肤液的配置相对于孔的图案具有本方式的关系,则即使热熔粘接剂的粘接受到阻碍而发生局部剥离,也只是单位排列部分的一部分,整体图案的视觉辨认性降低的可能性较小,因此优选。
57.<第6方式>
58.根据第5方式的一次性穿着物品,其中,
59.所述图案为摩洛哥花纹。
60.(作用效果)
61.有孔无纺布的孔的排列图案并不特别限定,但在如本方式这样以具有美学规则性的图案排列的情况下,图案整体的视觉辨认性特别重要。因此,在本方式这样的孔的排列中,第5方式的位置关系特别有意义。并且,在宽度方向上相邻的孔的群的相位成为相反相位的情况下,是成为摩洛哥花纹(立起花纹)的图案。
62.发明效果
63.根据本发明,具有如下等优点:在具备由含有护肤剂的有孔无纺布构成的顶片的一次性穿着物品中,能够抑制孔的视觉辨认性的降低。
附图说明
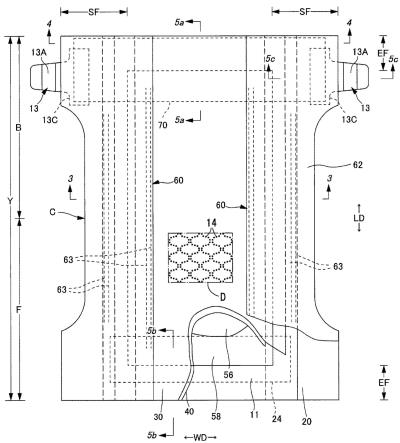
64.图1是示出展开状态下的短裤型一次性尿布的内表面的俯视图。
65.图2是示出展开状态下的短裤型一次性尿布的外表面的俯视图。
66.图3是沿图1中的6-6线的剖视图。
67.图4是沿图1中的7-7线的剖视图。
68.图5的(a)是沿图1中的8-8线的剖视图,(b)是沿图1中的9-9线的剖视图,(c)是沿图1中的10-10线的剖视图。
69.图6是示出有孔无纺布的孔的排列图案的各种例子的俯视图。
70.图7是示出有孔无纺布的孔的排列图案的例子(摩洛哥花纹)的俯视图。
71.图8是示出有孔无纺布的孔的排列图案的例子(链状花纹)的俯视图。
72.图9是有孔无纺布的孔部分的剖视图。
73.图10是示出展开状态下的短裤型一次性尿布的内表面的俯视图。
74.图11是示出展开状态下的短裤型一次性尿布的内表面的俯视图。
具体实施方式
75.图1~图5示出了带型一次性尿布的一例。图中的标号x表示尿布的除连结带之外的全宽,标号l表示尿布的全长。另外,剖视图中的点纹部分表示作为对各构成部件进行接合的接合手段的粘接剂。热熔粘接剂能够通过狭缝涂敷、连续线状或虚线状的液滴涂敷、螺旋状、z状、波状等的喷涂、或者图案涂布(凸版方式下的热熔粘接剂的转印)等公知的方法来进行涂敷。在弹性部件的固定部分处,能够代替这些方法、或者与这些方法一起将热熔粘接剂涂敷于弹性部件的外周面,并将弹性部件固定于相邻的部件。作为热熔粘接剂,例如存在eva系、粘合橡胶系(弹性体系)、烯烃系、聚酯聚酰胺系等种类的粘接剂,能够无需特别限定地使用。作为将各构成部件接合起来的接合手段,也可以采用热封或超声波密封等基于材料熔接的手段。
76.另外,作为以下说明中的无纺布,能够根据部位或目的适当地使用公知的无纺布。作为无纺布的构成纤维,除了例如聚乙烯或聚丙烯等烯烃系、聚酯系、聚酰胺系等的合成纤维(除了单成分纤维外,还包含芯鞘等结构的复合纤维)外,还能够没有特别限定地选择人造丝或铜氨纤维等再生纤维、棉等天然纤维等,也可以将它们混合在一起使用。为了提高无纺布的柔软性,优选使构成纤维为卷曲纤维。另外,无纺布的构成纤维既可以是亲水性纤维(包括借助亲水剂而具有亲水性的纤维),也可以是疏水性纤维或拒水性纤维(包括借助拒水剂而具有拒水性的纤维)。另外,无纺布通常根据纤维的长度、片形成方法、纤维结合方法
或层叠结构而被分类为短纤维无纺布、长纤维无纺布、纺粘无纺布、熔喷无纺布、水刺无纺布、热轧(热风)无纺布、针刺无纺布、点粘无纺布、层叠无纺布(除了将相同或类似的无纺布层层叠而成的sss无纺布等之外,还有将不同的无纺布层层叠而成的、在纺粘层之间夹入有熔喷层的sms无纺布、smms无纺布等)等,可以采用它们中的任意的无纺布。层叠无纺布是指作为包含所有的层在内的一体的无纺布来制造、且进行了遍及所有的层的纤维结合加工而成的层叠无纺布,而不包括利用热熔粘接剂等接合手段将分别制造出的多个无纺布贴合在一起而成的制成品。
77.该带型一次性尿布具有:从前后方向ld的中央向前侧延伸的腹侧部分f;和从前后方向ld的中央向后侧延伸的背侧部分b。另外,本带型一次性尿布的形状具有:裆间部分m,其从比制品的前后方向的中央靠前侧的位置延伸到比制品的前后方向的中央靠后侧的位置;前翼80,其在从制品的前后方向的中央向前侧分离的位置处向左右两侧突出;以及后翼81,其在从制品的前后方向的中央向后侧分离的位置处向左右两侧突出。另外,该带型一次性尿布具有:吸收体56,其内置在包含裆间部在内的范围内;透液性的顶片30,其覆盖吸收体56的正面侧;不透液性片11,其覆盖吸收体56的背面侧;以及外装无纺布12,其覆盖不透液性片11的背面侧,且构成制品的外表面。
78.以下,对各部分的材料和特征部分依次进行说明。
79.(吸收体)
80.吸收体56是吸收并保持排泄液的部分,可以由纤维的集合体形成。作为该纤维集合体,除了对绵状纸浆或合成纤维等短纤维进行积纤而成的集合体之外,还可以使用根据需要而对醋酸纤维素等合成纤维的丝束(纤维束)进行开纤而得到的长丝(filament)集合体。作为纤维的单位面积重量,在对绵状纸浆或短纤维进行积纤的情况下,例如可以是大约100~300g/m2,在长丝集合体的情况下,例如可以是大约30~120g/m2。合成纤维的情况下的纤度例如为1~16dtex,优选为1~10dtex,更优选为1~5dtex。
81.关于吸收体56的平面形状,能够适当地确定,除了形成为长方形以外,也能够形成为前后方向ld的中间以沿着腿围的方式收窄的形状。
82.(高吸收性聚合物颗粒)
83.可以使吸收体56的一部分或者全部含有高吸收性聚合物颗粒。关于高吸收性聚合物颗粒,除了“颗粒”以外还包含“粉末”。作为高吸收性聚合物颗粒,可以直接使用在这种吸收性物品中使用的高吸收性聚合物颗粒。高吸收性聚合物颗粒的粒径并不特别限定,但希望是这样的粒径:例如在执行使用了500μm的标准筛(jis z 8801-1:2006)的筛选(振动5分钟)、并对在该筛选中落下到筛子下方的颗粒执行使用了180μm的标准筛(jis z 8801-1:2006)的筛选(振动5分钟)时,残留在500μm的标准筛上的颗粒的比例为30重量%以下,且残留在180μm的标准筛上的颗粒的比例为60重量%以上。
84.作为高吸收性聚合物颗粒的材料,可以无特别限定地使用,但吸水量为40g/g以上的材料是优选的。作为高吸收性聚合物颗粒,有淀粉类、纤维素类、合成聚合物类等高吸收性聚合物颗粒,可以使用淀粉-丙烯酸(盐)接枝聚合物、淀粉-丙烯腈共聚物的皂化物、羧甲基纤维素钠交联物和丙烯酸(盐)聚合物等高吸收性聚合物颗粒。作为高吸收性聚合物颗粒的形状,优选为通常使用的粉粒体状,但是也可以使用其它的形状。
85.作为高吸收性聚合物颗粒,优选使用吸水速度为70秒以下、特别是40秒以下的高
吸收性聚合物颗粒。如果吸水速度过慢,则容易发生供给到吸收体56内的液体返回到吸收体56外的所谓的回流。
86.另外,作为高吸收性聚合物颗粒,优选采用凝胶强度为1000pa以上的高吸收性聚合物颗粒。由此,即使在形成为膨松的吸收体56的情况下,也能够有效地抑制吸收液体后的发粘感。
87.高吸收性聚合物颗粒的单位面积重量可以根据按照该吸收体56的用途所要求的吸收量来适当地确定。因此,不能一概而论,但在通常的情况下能够设为50~350g/m2。
88.(包装片)
89.为了防止高吸收性聚合物颗粒脱出,或者为了提高吸收体56的形状维持性,可以将吸收体56作为被包装片58包裹而成的吸收构件50进行内置。作为包装片58,可以使用薄页纸(tissue paper)特别是绉纸、无纺布、聚乙烯层压无纺布、开有小孔的片等。其中,优选是不会使高吸收性聚合物颗粒脱出的片。在使用无纺布代替绉纸的情况下,亲水性的smms(纺粘/熔喷/熔喷/纺粘)无纺布特别合适,关于其材质,可以使用聚丙烯、聚乙烯/聚丙烯等。关于纤维的单位面积重量,优选为5~40g/m2,特别优选为10~30g/m2。
90.关于该包装片58,除了如图3所示那样利用一张片包裹整个吸收体56的结构外,也可以利用上下2张等多张的片包裹整个吸收体56。也可以省略包装片58。
91.(顶片)
92.顶片30在前后方向上从制品前端延伸至后端,在宽度方向wd上比吸收体56进一步向侧方延伸,但是,例如在后述的立起褶裥部60的起点比吸收体56的侧缘靠宽度方向wd的中央侧的情况等,可以根据需要进行使顶片30的宽度比吸收体56的全宽短等适当的变形。
93.顶片30具有与穿着者的肌肤接触的肌肤接触区域。另外,顶片30优选为具有以规定的图案排列有贯通正反面的孔14的孔排列区域的有孔无纺布。关于孔14的形状、尺寸、排列图案等,可以适当确定。并且,在图1中,为了便于观察附图,仅在顶片30的一部分d处图示了孔14,但这并不表示孔排列区域。
94.有孔无纺布并不特别限定,但从柔软性的观点出发,优选为热风无纺布等短纤维无纺布,另外,纤度优选为大约1~5dtex,特别优选为大约1~3dtex,单位面积重量优选为大约10~30g/m2。
95.孔排列区域可以仅是顶片30中的前后方向ld的中间的区域,或者仅是顶片30中的宽度方向wd的中间区域(也可以在一部分处具有没有孔14的区域)。另外,孔排列区域可以是顶片30的整体。即,关于孔排列区域,只要设置于肌肤接触区域,则也可以扩展至除此以外的区域(例如在宽度方向wd的两侧粘接有褶裥片62的区域等)。
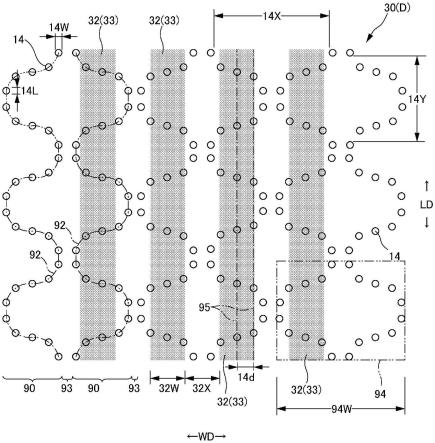
96.各个孔14的平面形状(开口形状)可以适当地确定。对于孔14,除了设成图6的(a)、(b)所示那样的长孔形之外,也可以设成图6的(c)、(e)、(f)、图7以及图8所示那样的正圆形、图6的(d)所示那样的椭圆形、三角形、长方形、菱形等多边形、以及星形、云形等任意的形状。虽未图示,但也可以混合存在不同形状的孔14。关于各个孔14的尺寸,并不特别限定,但前后方向上的尺寸(最长的部分的尺寸)14l优选为0.5~2.0mm,特别优选为0.5~2.0mm,且宽度方向上的尺寸(最长的部分的尺寸)14w优选为0.5~2.0mm,特别优选为0.5~1.0mm。在孔14的形状是如长孔形、椭圆形、长方形、菱形等这样在前后方向上较长的形状(一个方向上的全长比与该一个方向垂直的方向上的全长更长的形状)的情况下,优选的是,前后方
向上的尺寸是与前后方向垂直的宽度方向上的尺寸的1.2~2.5倍。另外,在孔14的形状为在一个方向上较长的形状的情况下,优选的是,孔14的长度方向为无纺布的md方向,但也可以是cd方向或相对于它们倾斜的斜方向。另外,构成顶片30的有孔无纺布的md方向在多数情况下与前后方向ld相等。
97.关于孔排列区域中的孔14的面积和面积率,只要适当地决定即可,但面积优选为大约0.25~4.00mm2,面积率优选为大约0.1~10%。
98.孔14的排列图案可以适当确定。例如,如图6的(a)、(c)、(d)所示,孔14的排列图案优选是如下这样的行列状:沿前后方向ld以规定的间隔呈直线并排的孔14的列在宽度方向wd上隔开规定的间隔反复。在该情况下,除了如图6的(a)、(d)所示那样设为孔14在前后方向ld上的间隔14y比孔14在宽度方向wd上的间隔14x短的排列之外,也可以如图6的(c)所示那样设为孔14在前后方向ld上的间隔14y与孔14在宽度方向wd上的间隔14x大致相等的排列,或者如图6的(b)、(e)所示那样设为孔14在前后方向ld上的间隔14y比孔14在宽度方向wd上的间隔14x长的排列。另外,如图6的(b)、(e)所示,在前后方向ld上以规定的间隔呈直线并排的孔的列95可以设为以在宽度方向wd上隔开间隔且前后方向ld的位置错开的方式并排的排列。图6的(a)、(b)所示的例子是在相邻的孔的列95中孔14的配置互不相同的、所谓的交错状(六角格子状)的排列。
99.孔14的前后方向间隔14y和宽度方向间隔14x可以分别固定,也可以变化。它们可以适当确定,例如孔14的前后方向间隔14y可以为0.9~8.0mm、特别是1.0~3.0mm,孔的宽度方向间隔14x可以为2.0~10mm、特别是3.0~5.0mm。
100.另外,关于孔14的排列图案,如图6的(f)及图7所示,以形成在前后方向ld上连续的单重的波状91、92的方式并排的孔14的群90能够在宽度方向wd上隔开间隔地以相同相位或不同相位并排。在图7所示的例子的图案中,在宽度方向wd上相邻的孔14的群90的波状的相位为相反相位,连接孔14的假想线成为摩洛哥花纹(立起花纹)。另外,如图8所示,以呈在前后方向ld上连续的链状的方式隔开间隔地并排的孔14的群90可以在宽度方向wd上隔开间隔地并排。在此,“孔14的群90在宽度方向wd上隔开间隔地并排”是指在宽度方向wd上相邻的孔14的群90之间具有沿着前后方向ld笔直地连续的无孔部分93。
101.孔14的截面形状并不特别限定。例如,孔14可以是周缘由纤维的切断端形成的冲裁类型的孔,也可以是如下这样的非冲裁类型的孔(缘部的纤维密度较高):在孔14的周缘几乎不存在纤维的切断端,且该孔是通过将针插入纤维间扩展而形成的。关于冲裁类型的孔,如图9的(d)所示,可以是孔14的直径随着朝向厚度方向中间而变小的孔,另外,虽然未图示,但也可以是直径随着朝向厚度方向一侧而变小的孔。
102.非冲裁类型的孔14是孔14的直径随着从针插入侧朝向相反侧而变小的孔。这其中,除了孔14的直径在无纺布层的整个厚度方向上持续减小的孔之外,还包括孔14的直径的减小在厚度方向的中间处几乎消失的孔。这样的非冲裁类型的孔包括如下形态:如图9的(a)、(c)所示,在孔14的与针插入侧相反的一侧的缘部,形成有纤维被向与针插入侧相反的一侧挤出而成的突出部(毛刺)14e,并且在针插入侧没有形成突出部14e;以及,如图9的(b)所示,在孔14的与针插入侧相反的一侧的缘部,形成有纤维被向与针插入侧相反的一侧挤出而成的突出部14e,并且在针插入侧形成有纤维被向针插入侧挤出而形成的突出部14e。进而,前者的类型的孔14包括如下形态:如图9的(a)所示,突出部14e的突出高度14h大致均
匀;以及,如图9的(c)所示,突出部14e具有突出高度14i最高的对置部分和突出高度14j最低的对置部分,其中,所述突出高度14j最低的对置部分是在与所述突出高度14i最高的对置部分垂直的方向上与其对置的部分。优选的是,突出部14e在孔的周向上连续而成为筒状,但也可以是,一部分或全部的孔14的突出部14e仅形成于孔14的周向的一部分。突出高度14h、14i、14j(利用光学显微镜测量的、未施加压力的状态下的表观高度)优选为大约0.2~1.2mm。另外,突出部14e中的最高的突出高度14i优选为最低的突出高度14j的大约1.1~1.4倍。突出部14e的突出高度可以在孔14的周向上变化。
103.例如,在通过针的插入来形成图6的(a)、(b)、(d)等所示那样的在一个方向上较长的形状的孔14时,孔14的缘部的纤维向外侧或垂直方向退避,从而形成孔14的长度方向上的对置部分的突出高度14i比与长度方向垂直的方向上的对置部分的突出高度14j高的突出部(毛刺)14e。关于孔14的突出部14e,其纤维密度可以比其周围的部分低,但优选是同等的程度或者更高。
104.特别是,在有孔无纺布是纤度为0.1~5.0dtex(更优选为1.0~3.0dtex)、单位面积重量为15~20g/m2(更优选为15~18g/m2)、厚度为0.3~0.8mm(更优选为0.3~0.6mm)的长纤维无纺布的情况下,如果通过针的插入来形成孔14,则在孔14的缘部形成的突出部14e变低。更详细来说,在上述特定范围的长纤维无纺布的情况下,在形成针插入孔时,纤维难以在厚度方向上被挤出。这是因为,由于针的插入而被施力的纤维在整个无纺布中一边缠绕一边连续(连续纤维),从而,由于针的插入而被施力的部分的纤维的移动被与其外侧相连的部分抑制。而且,上述的特定范围的长纤维无纺布基本上适度地具有低纤维密度,因此,纤维在与厚度方向垂直的方向上的移动比较容易。其结果是,在将针插入上述的特定范围的长纤维无纺布来形成上述的特定范围的尺寸的孔14时,当针插入时,针附近的纤维一边朝向以针的插入方向为中心的放射方向被挤出,一边朝向针出口侧移动,因此,虽然形成有突出部14e,但其高度变低。另外,因此,在孔14的缘部形成纤维密度比周围高的高密度部。并且,通过该高密度部,孔的周围和孔的阴影变得更强,具有孔的目视确认性得到提高这样的优点。
105.(中间片)
106.为了使透过顶片30后的液体快速地向吸收体移动,可以设置液体的透过速度比顶片30快的中间片(也称作“第二片”)40。该中间片40用于如下用途:使液体快速地向吸收体移动而提高吸收体的吸收性能,并防止所吸收的液体从吸收体“回流”的现象。也可以省略中间片40。
107.作为中间片40,能够使用无纺布等透液性的片。作为中间片40,热风无纺布特别膨松,因此是优选的。对于热风无纺布,优选采用芯鞘结构的复合纤维,在该情况下,芯所使用的树脂可以为聚丙烯(pp),但优选为刚度高的聚酯(pet)。单位面积重量优选为17~80g/m2,更优选为18~60g/m2。无纺布的原料纤维的粗细优选为2.0~10dtex。为了使无纺布膨松,作为原料纤维的全部或一部分的混合纤维,优选使用芯不在中央的偏芯纤维、中空纤维、或偏芯且中空的纤维。
108.图示例的中间片40比吸收体56的宽度短且配置在中央,也可以设置为遍及整个宽度。另外,中间片40可以遍及尿布的全长设置,但也可以如图示例那样仅设在包含排泄位置在内的前后方向ld上的中间部分。
109.(不透液性片)
110.关于不透液性片11,并不特别限定,但优选具有透湿性。作为不透液性片11,能够恰当地使用例如通过下述方法获得的微多孔性片:将无机填充剂在聚乙烯或聚丙烯等烯烃系树脂中混炼而成型出片之后,沿单轴或双轴方向拉伸。另外,作为不透液性片11,也能够使用以无纺布为基材并提高了防水性的片。
111.关于不透液性片11,优选在前后方向ld和宽度方向wd上遍及与吸收体56相同或更广的范围延伸,但在存在其它阻水手段的情况下等,也可以根据需要形成为在前后方向ld和宽度方向wd上不覆盖吸收体56的端部的结构。
112.(外装无纺布)
113.外装无纺布12覆盖不透液性片11的整个背面侧,使制品外表面成为布那样的外观。外装无纺布12的纤维单位面积重量优选为10~50g/m2,特别优选为15~30g/m2,但并不限定于此。也可以省略外装无纺布12,在该情况下,能够将不透液性片11延伸至制品的侧缘。
114.(立起褶裥部)
115.为了阻止在顶片30上沿着顶片横向移动的排泄物以防止所谓的侧漏,优选在正面的宽度方向wd的两侧设有向穿着者的肌肤侧立起的立起褶裥部60。当然,也可以省略立起褶裥部60。
116.在采用立起褶裥部60的情况下,其结构并不特别限定,能够采用公知的所有结构。图示例的立起褶裥部60由如下部分构成:实质上在宽度方向wd上连续的褶裥片62;和细长状的褶裥部弹性部件63,其沿前后方向ld以伸长状态固定于该褶裥片62。作为该褶裥片62,可以使用拒水性无纺布,另外,作为褶裥部弹性部件63,可以使用橡胶线等。关于弹性部件,除了如图1和图2所示那样分别设置多根外,也可以分别设置1根。
117.褶裥片62的内表面在顶片30的侧部上具有宽度方向wd上的接合始端,从该接合始端起,宽度方向外侧的部分借助热熔粘接剂等接合于各侧翼sf的内表面,即,在图示例中,接合于不透液性片11的侧部和比其靠宽度方向外侧的外装无纺布12的侧部。
118.在腿围处,立起褶裥部60的从接合始端起的宽度方向的中央侧在制品前后方向两端部被固定于顶片30上,但处于制品前后方向两端部之间的部分为不固定的自由部分,该自由部分借助弹性部件63的收缩力立起而与身体表面紧密接触。
119.(端翼、侧翼)
120.图示例的带型一次性尿布具有:不具有吸收体56的一对端翼ef,它们分别向吸收体56的前侧和后侧伸出;和不具有吸收体56的一对侧翼sf,它们分别比吸收体56的两个侧缘进一步向侧方伸出。关于侧翼sf,可以如图示例那样由与具有吸收体56的部分连续的主体片(外装无纺布12等)构成,也可以安装其它面料来形成。
121.(平面褶裥部)
122.在各侧翼sf中,以沿着前后方向ld伸长的状态固定有由橡胶线等细长状弹性部件构成的侧弹性部件64,由此各侧翼sf的腿围部分构成为平面褶裥部。腿围弹性部件64除了如图示例那样在褶裥片62的接合部分中的接合始端附近的宽度方向外侧设置于褶裥片62与不透液性片11之间外,也可以设置于侧翼sf处的不透液性片11与外装无纺布12之间。腿围弹性部件64除了如图示例那样在各侧设置多根外,也可以在各侧仅设置1根。
123.平面褶裥部是侧弹性部件64的收缩力起作用的部分(在图中是图示有侧弹性部件64的部分)。从而,除了仅在平面褶裥部的部位存在侧弹性部件64的形态外,还包含如下结构:虽然遍及平面褶裥部的前侧、后侧或其两侧存在有侧弹性部件64,但是,在平面褶裥部的部位以外,侧弹性部件在一处部位或多处部位被细细地切断、或者未固定于夹着侧弹性部件64的片上、或者是前述的两种情况,由此,在平面褶裥部以外的部位,收缩力不起作用(实质上等于不设置弹性部件),从而侧弹性部件64的收缩力仅在平面褶裥部的部位起作用。
124.(前翼)
125.本带型一次性尿布在从制品的前后方向的中央向前侧离开的位置处具有向左右两侧突出的前翼80。前翼也可以省略(即,设为从制品的宽度最窄的部分到制品的前端为止使宽度不发生变化的形状)。
126.关于前翼80在宽度方向wd上的尺寸,能够适当确定,例如能够设为物品全长l的5~20%(特别是7~15%)。前翼80在宽度方向wd上的尺寸可以与后述的后翼81在宽度方向wd上的尺寸大致相同。
127.(后翼)
128.本带型一次性尿布在从制品的前后方向的中央向后侧离开的位置处具有向左右两侧突出的后翼81。
129.关于后翼部81在宽度方向wd上的尺寸,能够适当地确定,除了设为与前翼80在宽度方向上的尺寸相同之外,也可以设为比前翼80在宽度方向上的尺寸小或大。
130.(中间部分)
131.制品在前翼80与后翼81之间的两个侧缘15例如能够具有如下这样的大致直线状的部分:其以相对于前后方向ld的锐角侧交叉角小于
±
2度的方向为中心,在与该中心垂直的方向上通过
±
5mm的宽度的范围。制品在前翼80与后翼81之间的两个侧缘15也可以呈波状或弧状(省略图示),也可以如图示例那样为直线状。
132.(翼的形成)
133.如图示例那样,通过将侧翼sf的侧部呈凹状切除,由此,能够形成从前翼80的下缘经由前翼80与后翼81之间的制品的两个侧缘15并到达后翼81的下缘的凹状缘的整体。在该情况下,前翼80和后翼81的层叠结构由侧翼sf的层叠结构决定,在图示例中,由褶裥片62和外装无纺布12形成前翼80和后翼81。虽未图示,但也可以是:设置从侧翼sf向侧方突出的前延长片,由前延长片形成前翼80的整体或末端侧的一部分。同样地,也可以是:设置从侧翼sf向侧方突出的后延长片,由后延长片形成后翼81的整体或末端侧的一部分。作为前延长片和后延长片,可以使用各种无纺布。
134.(连结部)
135.在后翼81具备在穿着时与腹侧部分f可装卸地连结的连结部13a。即,在穿着时,将后翼81的两侧部带入穿着者的腹侧,将后翼81的连结部13a连结于腹侧部分f的外表面。作为连结部13a,除了设置机械紧固件(面紧固件)的钩件(凸件)外,也可以设置粘接剂层。钩件在其连结面上具有多个卡合突起,作为卡合突起的形状,能够采用
レ
字状、j字状、蘑菇状、t字状、双j字状(将j字状的构件背对背地结合而成的形状)等公知的所有形状。
136.连结部13a除了能够直接安装于后翼81之外,也能够如图示例那样将具有连结部
13a的连结带13安装于后翼81。连结带13的构造并不特别限定,在图示例中,具有固定于侧翼sf的带安装部13c、从该带安装部13c突出的带主体部13b、以及设置于该带主体部13b的宽度方向wd中间部的连结部13a,比该连结部13a靠末端侧的部分成为抓取部。作为从带安装部13c形成至带主体部13b的片材,可以使用无纺布、塑料膜、聚乙烯层压无纺布、纸或者它们的复合材料。
137.关于连结部13a在腹侧部分f的外表面上的连结部位,能够适当地确定,既可以仅将位于左右的前翼80之间的主体部作为连结部位,也可以将从主体部的侧部到前翼80的基端侧的范围作为连结部位。对于这些连结部位,优选使连结部13a的连结变得容易。例如,在连结部13a为机械紧固件(面紧固件)的钩件(凸件)的情况下,只要由机械紧固件的环件(凹件)或无纺布形成腹侧部分f的外表面上的连结部位即可。作为环件,还已知有在塑料膜上缝制毛圈线而成的环件,但从透气性、柔软性的观点出发,优选是如下这样形成的环件:在纤维的连续方向为宽度方向wd的长纤维无纺布(纤度为2.0~4.0dtex、单位面积重量为20~50g/m2、厚度为0.3~0.5mm左右的纺粘无纺布等)上,设置有至少在宽度方向wd上间断地将纤维相互熔接而成的熔接部。在如图示例那样腹侧部分f的外表面上的包含连结部位的区域由外装无纺布12形成的情况下,能够不附加任何部件地将钩件连结于外装无纺布12。也可以根据需要仅在腹侧部分f的外表面上的连结部位处粘贴环件。另外,在连结部13a为粘接材料层的情况下,也可以将富有粘接性的表面平滑的塑料膜粘贴于腹侧部分f的外表面上的连结部位处。
138.(顶片的固定)
139.优选的是,顶片30借助疏水性的热熔粘接剂31粘接于配置在顶片30的背面侧的背面侧的部件。该顶片30的固定区域只要至少遍及整个孔排列区域,则可以到达除此以外的区域(例如顶片30的整体),也可以仅为孔排列区域。在图示例的情况下,背面侧的部件为中间片40、包装片58以及不透液性片11,但并不限定于此。
140.作为疏水性的热熔粘接剂31,可以使用eva系、烯烃系、聚酯聚酰胺系等,特别优选使用粘接橡胶系(弹性体系)。
141.关于疏水性热熔粘接剂31的涂敷量,可以适当确定,但在通常的情况下,可以设为大约0.1~10g/m2。特别是,当疏水性热熔粘接剂31的涂敷量为大约0.5~5g/m2时,能够抑制热熔粘接剂31从孔14溢出,因此是优选的,但由于容易发生后述的由护肤液引起的粘接阻碍,因此优选与护肤液的涂敷图案的设计等进行组合。关于疏水性的热熔粘接剂31的涂敷图案,能够适当地确定,使微小的非涂敷部分分散存在的致密的图案(螺旋状、z状、波状等的喷涂)是合适的,但也可以是狭缝涂敷那样的连续面状的涂敷图案。
142.(含液区域)
143.顶片30的肌肤接触区域如图7、图10和图11所示那样具有:含有亲水性的护肤液的含液区域32;以及含液区域32与孔排列区域重叠的重叠区域33。在使用油溶性的护肤液的情况下,若护肤液在重叠区域33中与疏水性的热熔粘接剂31接触,则基于热熔粘接剂31的粘接容易受到阻碍(除了粘接力的降低以及由此引起的界面剥离之外,还包括粘接的失败)。与此相对,在使用亲水性的护肤液的情况下,若护肤液在重叠区域33中与疏水性的热熔粘接剂31接触,则基于热熔粘接剂31的粘接不容易受到阻碍。其结果是,顶片30难以局部地从背面侧的部件剥离,防止了剥离部分中的孔14的压溃和褶皱的产生,从而孔14的视觉
辨认性不容易降低。
144.只要具有含液区域32与孔排列区域的重叠区域33,则含液区域32的整体可以是重叠区域33,也可以是:仅含液区域32的一部分为重叠区域33。例如,在孔排列区域遍及顶片30的整体的情况下,在图示例中,含液区域32的整体成为位于孔排列区域内的重叠区域33。即,关于含液区域32的配置,只要具有含液区域32与孔排列区域的重叠区域33则并不限定,可以考虑护肤效果、使用量来适当确定。例如,可以是:重视裆间部的护肤效果,如图10所示,仅在顶片30的前后方向ld的中间设置含液区域32。当然,如图11所示,也可以设置遍及顶片30的前后方向ld的整体连续的含液区域32,在该情况下,可以使前后方向ld的中间的第1区域32a中的护肤液的含量比其前侧和后侧的第2区域32b多。
145.对于护肤液的含量,只要适当地确定即可。作为一例,优选的是,含液区域32具有每单位面积的含量为5~15g/m2的部分。如图11所示的例子那样,在具有护肤液的含量不同的多个区域的情况下、或者护肤液的涂敷量连续地变化的情况下,优选的是,护肤液的含量在整个含液区域32中为2~20g/m2,或者,5~15g/m2的部分为含液区域32的面积的20%以上,或者为这两者。
146.关于亲水性的护肤液的成分组成,并不特别限定,例如有甘油、丙二醇、二丙二醇、1,3-丁二醇、聚乙二醇、山梨糖醇、木糖醇、吡咯烷酮羧酸钠等,还可以以海藻糖等糖类、粘多糖类(例如透明质酸及其衍生物、软骨素及其衍生物、肝素及其衍生物等)、弹性蛋白及其衍生物、胶原蛋白及其衍生物、nmf相关物质、乳酸、尿素、高级脂肪酸辛基十二烷基酯、海藻提取物、硅烷根(白及)提取物、各种氨基酸及其衍生物等中的一种或多种为主成分,优选是以甘油为主体的保湿剂。关于以甘油为主体的保湿剂,作为成分组成,含有70质量%以上的甘油,根据需要,含有从乳化剂、磷酸酯、石蜡以及表面活性剂的组中选择的一种或多种添加剂作为添加剂。作为表面活性剂,醚型非离子系表面活性剂、含有eo/po型的非离子系表面活性剂是优选的。
147.关于含液区域32与孔14的图案之间的位置关系,可以适当确定。例如,在图示例中,孔14的图案为如下这样的图案:在前后方向ld上隔开间隔地并排的孔14的列95在宽度方向wd上隔开间隔地并排。在这样的情况下,优选的是,护肤液被涂敷成沿着前后方向ld的条纹状(含液区域32形成为条纹状),护肤液的涂敷宽度32w为相邻的孔14的列95中的孔14在宽度方向wd上的中心间隔的最大值14d的2倍以下,护肤液的涂敷间隔32x为相邻的孔14的列95中的孔14在宽度方向wd上的中心间隔14d的最大值的2倍以上。即,即使采用亲水性护肤液与疏水性热熔粘接剂的组合,也并非完全不会发生热熔粘接剂31的粘接阻碍。例如,在使用疏水性的热熔粘接剂31将涂敷了亲水性护肤液后的顶片30粘接于背面侧的部件的情况下,热熔粘接剂31的粘接性多少会受到阻碍。因此,当含液区域32的配置相对于孔14的图案具有上述位置关系时,即使热熔粘接剂31的粘接受到阻碍而发生了局部剥离,视觉辨认性有可能降低的孔14也较少即可,因此是优选的。
148.另外,在图6的(f)、图7以及图8所示的例子中,以呈在前后方向ld上连续的单重的波状或链状的方式并排的孔14的群90(通过使单位排列部分94重复而构成)在宽度方向wd上隔开间隔地并排,在宽度方向wd上相邻的孔14的群90在前后方向ld上的相位相同或不同。在这样的情况下,优选的是,护肤液被呈条纹状涂敷,护肤液的涂敷宽度为孔14的群90中的孔14的单位排列部分94的宽度94w的1/3以下,护肤液的涂敷间隔为孔14的群90中的孔
14的单位排列部分94的宽度94w的1/3以上。当护肤液的配置相对于孔14的图案具有上述位置关系时,即使热熔粘接剂31的粘接受到阻碍而发生局部剥离,也只是单位排列部分94的一部分,整体图案的视觉辨认性降低的可能性较小,因此优选。
149.<对说明书中的用语的说明>
150.只要在说明书中没有特别地记载,则说明书中的以下用语具有如下含义。
151.·“前后方向”是指在图中以标号ld表示的方向(纵向),“宽度方向”是指在图中以wd表示的方向(左右方向),前后方向和宽度方向垂直。
152.·“md方向”和“cd方向”是指制造设备中的传送方向(md方向)和与该传送方向垂直的横向(cd方向),根据制品的不同部分,它们中的任意一方成为前后方向,另一方成为宽度方向。无纺布的md方向是无纺布的纤维取向的方向。纤维取向是无纺布的纤维所沿着的方向,可以通过例如如下测量方法来判别:根据纤维取向性试验法的测量方法,其中,该纤维取向性试验法是基于tappi标准法t481的零距离拉伸强度的试验法;或者,根据前后方向和宽度方向的拉伸强度之比来决定纤维取向方向的简易的测量方法。
153.·“正面侧”是指在穿着短裤型一次性尿布时靠近穿着者的肌肤的一侧,“背面侧”是指在穿着短裤型一次性尿布时距穿着者的肌肤较远的一侧。
154.·“正面”是指部件的、在穿着短裤型一次性尿布时靠近穿着者的肌肤的面,“背面”是指在穿着短裤型一次性尿布时距穿着者的肌肤较远的面。
155.·“面积率”是指对象部分占单位面积的比例,并且是用对象区域(例如罩无纺布)中的对象部分(例如孔)的总面积除以该对象区域的面积并以百分比表示的比例。在隔开间隔地设置有多个对象部分的方式中,希望是:将对象区域设定为含有10个以上对象部分的大小,并求得面积率。例如,对于孔的面积率,可以使用例如keyence公司的商品名为vhx-1000的设备,将测量条件设为20倍,并按照以下顺序进行测量。
156.(1)设定为20倍的透镜,并调节焦距。调整无纺布的位置,以出现4
×
6个孔。
157.(2)指定孔的区域的亮度,计测孔的面积。
158.(3)点击“计测
·
注释”的“面积计测”的颜色提取。点击孔的部分。
159.(4)点击“一并计测”,并选中“显示计测结果窗口”,以csv数据进行保存。
160.·“伸长率”是指设自然长度为100%时的值。例如,伸长率为200%与伸长倍率为2倍意思相同。
161.·“凝胶强度”如下述这样测量。在49.0g的人工尿(将尿素:2wt%、氯化钠:0.8wt%、二水氯化钙:0.03wt%、七水硫酸镁:0.08wt%、以及离子交换水:97.09wt%混合而成的混合物)中添加1.0g的高吸收性聚合物,并利用搅拌机搅拌。将生成的凝胶在40℃
×
60%rh的恒温恒湿槽内放置3个小时后恢复到常温,利用凝乳计(i.techno engineering公司制造:curdmeter-max me-500)测量凝胶强度。
162.·“单位面积重量”如下述这样测量。将样品或者试验片预备烘干后放置到标准状态(试验场所的温度为23
±
1℃,相对湿度为50
±
2%)的试验室或者装置内,使之为变成恒量的状态。预备烘干是指使试样或者试验片在温度为100℃的环境中成为恒量。另外,对于公定回潮率为0.0%的纤维,也可以不进行预备烘干。使用试样选取用的模板(100mm
×
100mm),从变成恒量的状态下的试验片切取100mm
×
100mm的尺寸的试样。测量样品的重量,100倍地计算出每平米的重量作为单位面积重量。
163.·“厚度”是使用自动厚度测量仪(kes-g5便携压缩测量程序)在负荷为0.098n/cm2、加压面积为2cm2的条件下自动测量的。关于有孔无纺布的厚度,在孔及其周围的除突出部以外的部分处进行测量。
164.·
吸水量是根据jis k7223-1996“高吸水性树脂的吸水量试验方法”来测量的。
165.·
吸水速度为使用2g高吸水性聚合物和50g生理盐水执行jis k7224-1996“高吸水性树脂的吸水速度试验方法”时的“至终点为止的时间”。
166.·“展开状态”是指没有收缩和松弛地平坦展开的状态。
167.·
各部分的尺寸只要没有特别记载,则是指展开状态下而不是自然长度状态下的尺寸。
168.·“熔融粘度”是按照jis z 8803并使用brookfield b型粘度计(主轴no.027)在规定的温度下测量的。
169.·
孔的“最大尺寸”是指md方向上的尺寸和cd方向上的尺寸中的较长一方的尺寸。
170.·
在没有对试验或测量中的环境条件进行记载的情况下,该试验或测量是在标准状态(在试验场所中,温度为23
±
1℃,相对湿度为50
±
2%)的试验室或者装置内进行的。
171.产业上的可利用性
172.本发明除了能够应用于短裤型一次性尿布或带型一次性尿布外,还能够应用于垫型一次性尿布、一次性泳衣、尿布罩、卫生巾等所有的一次性穿着物品。
173.标号说明
174.11:不透液性片;
175.14:孔;
176.14e:突出部;
177.20:外装无纺布;
178.30:顶片;
179.40:中间片;
180.50:吸收构件;
181.56:吸收体;
182.58:包装片;
183.60:立起褶裥部;
184.62:褶裥片;
185.ld:前后方向;
186.wd:宽度方向;
187.90:群;
188.93:无孔部分;
189.31:疏水性的热熔粘接剂;
190.32:含液区域;
191.33:重叠区域;
192.94:单位排列部分。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。