1.本技术涉及不粘材料技术领域,具体涉及一种不粘涂料、不粘涂层以及不粘炊具。
背景技术:
2.涂料具有易于施工的优点,因此将不粘的材料做成涂料具有很大的作业优势。现有的不粘涂料一般为氟涂料或者陶瓷涂料,通过喷涂在炊具本体上形成不粘涂层而起到不粘的效果。
3.现有的氟涂料形成的涂层通常存在以下的缺点:
4.1、易被划伤:由于氟树脂为高分子材料,其硬度较低,当翻炒硬质食物(如贝壳等)时表面易被划伤而露出炊具基材。
5.2、不耐高温:氟树脂为高分子树脂,在高温环境下,氟树脂在长时间高温条件下易变性导致失效。
6.3、使用体验不佳:由于硬度较低容易被破坏,不能够适用于爆炒、翻炒等条件,使用体验较差。
7.而陶瓷涂料形成的涂层存在不耐磨、不耐高温、不耐碱的缺点,并且不粘寿命较短,一般不超过3个月。随着使用时间的延长,陶瓷涂料中起不粘作用的硅油逐渐挥发,陶瓷涂料不粘性下降,持久不粘性不佳。
技术实现要素:
8.因此,本技术的目的在于提供一种不粘涂料、不粘涂层以及不粘炊具,以解决现有技术中的不粘涂料形成的不粘涂层耐刮伤性能不好或者持久不粘性不佳而导致不粘寿命较短的问题。
9.根据本技术的第一方面,提供一种不粘涂料,所述不粘涂料包括粘合剂和分散在所述粘合剂中的至少一种复合金属阳离子金属酸盐粉末,所述粘合剂包括聚硅氮烷,所述复合金属阳离子金属酸盐具有非晶结构,所述复合金属阳离子金属酸盐中的复合金属阳离子包括至少两种金属阳离子。
10.在实施例中,所述粘合剂还包括聚硅氧烷。
11.在实施例中,在所述不粘涂料中,以重量份计,所述聚硅氮烷为20重量份-40重量份,所述聚硅氧烷为5重量份-15重量份,所述复合金属阳离子金属酸盐粉末为15重量份-30重量份。
12.在实施例中,所述复合金属阳离子金属酸盐包括复合金属阳离子钛酸盐、复合金属阳离子铬酸盐、复合金属阳离子锰酸盐、复合金属阳离子铁酸盐、复合金属阳离子偏铝酸盐、复合金属阳离子钨酸盐、复合金属阳离子钼酸盐和复合金属阳离子钒酸盐中的至少一种。
13.在实施例中,所述金属阳离子包括镁离子、铝离子、钙离子、硒离子、钛离子、钒离子、铬离子、锰离子、铁离子、钴离子、镍离子、铜离子、锌离子、镓离子、锗离子、钇离子、锆离
子、铌离子、钼离子、锝离子、铟离子、锡离子、锑离子、铪离子、钽离子和钨离子中的至少一种。
14.在实施例中,在每种复合金属阳离子金属酸盐中,基于复合金属阳离子的总数量,任意一种金属阳离子的数量占所述复合金属阳离子的总数量的百分比大于或等于10%,所有的复合金属阳离子的数量百分比之和为100%。
15.在实施例中,所述复合金属阳离子金属酸盐粉末的粒径为800-3000目。
16.根据本技术的第二方面,提供一种不粘涂层,所述不粘涂层由不粘涂料形成,并且具有非晶结构,所述不粘涂料包括粘合剂和分散在所述粘合剂中的至少一种复合金属阳离子金属酸盐粉末,所述粘合剂包括聚硅氮烷,所述复合金属阳离子金属酸盐具有非晶结构,所述复合金属阳离子金属酸盐中的复合金属阳离子包括至少两种金属阳离子。
17.在实施例中,所述不粘涂层包括粘合膜层,所述粘合膜层为经由所述聚硅氮烷水解形成的二氧化硅,所述复合金属阳离子金属酸盐粉末分散在所述粘合膜层中。
18.在实施例中,所述粘合剂还包括聚硅氧烷,所述粘合膜层为经由所述聚硅氮烷水解形成的二氧化硅和所述聚硅氧烷形成的混合层。
19.在实施例中,在所述不粘涂料中,以重量份计,所述聚硅氮烷为20重量份-40重量份,所述聚硅氧烷为5重量份-15重量份,所述复合金属阳离子金属酸盐粉末为15重量份-30重量份。
20.根据本技术的第三方面,提供一种不粘炊具,所述炊具包括上述的不粘涂层或者包括上述的不粘涂料形成的不粘涂层。
附图说明
21.通过下面结合附图对实施例进行的描述,本技术的上述以及其他目的和特点将会变得更加清楚,在附图中:
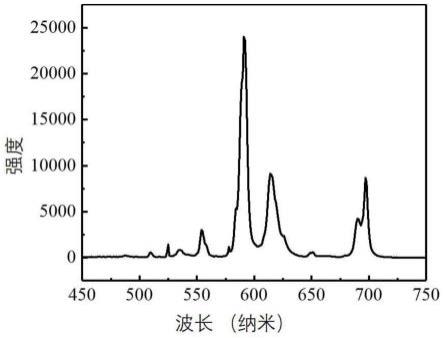
22.图1是根据本技术实施例的一种复合金属阳离子金属酸盐粉末的xrd图谱;
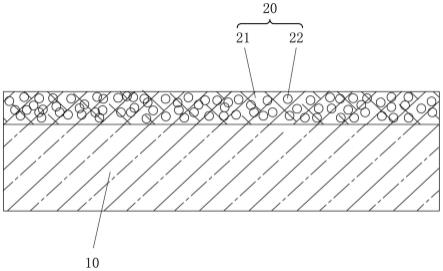
23.图2是根据本技术实施例的不粘炊具局部的结构示意图。
具体实施方式
24.金属酸盐相较于金属材料而言,具有较高的硬度、熔点以及较好的抗氧化性,并且具有长久高温不变性的优点。因此,可以通过将金属酸盐作为不粘材料来实现具有一定强度的不粘材料,从而实现具有较好的耐刮伤性能和不粘寿命的不粘涂层。
25.然而,不粘涂层不仅需要具有一定的强度,还需要具有合适的不粘性能,而金属酸盐通常为晶体结构,不粘效果一般,为了提升不粘效果,还需要对金属酸盐进行处理。
26.发明人经研究发现,以金属酸盐为骨架成分,采用不同的金属阳离子的同一种金属酸盐为原材料进行熔炼混合,并通过冷却的方式,从而制备出具有非晶结构的复合金属阳离子金属酸盐。通过对原材料的组合、原材料中金属阳离子的占比和原材料中金属阳离子的个数进行设计,能够使得复合金属阳离子金属酸盐粉末具有较高的非晶化程度。由于非晶结构相较于晶体结构具有较低的表面能,采用复合金属阳离子金属酸盐粉末作为不粘材料,形成具有非晶结构的不粘涂层,从而能够实现不粘涂层具有不粘效果的目的。另外,具有非晶结构的材料具有一定的硬度,能够进一步提升不粘材料形成的产品的耐划伤性
能。
27.此外,发明人还发现,通过将聚硅氮烷作为粘合剂,将复合金属阳离子金属酸盐分散到粘合剂中形成混合涂料,通过空气喷涂的方法将混合涂料喷涂到炊具本体的表面,粘合剂在炊具本体表面上逐渐水解交联而生成si-o键连接组成的致密的纳米二氧化硅膜层,纳米二氧化硅可以与炊具本体牢固结合,可以将复合金属阳离子金属酸盐粉末紧密地结合到炊具本体的表面上,通过高温固化而能够形成具有非晶结构的不粘涂层,从而可以实现具有持久不粘以及耐划伤的目的。另外,根据本技术的不粘涂层,生成有纳米二氧化硅,涂层致密且结合强度高,因此,能够与炊具本体紧密结合,并能够有效隔绝空气或者腐蚀介质与炊具本体接触,防止炊具氧化腐蚀。
28.下面将结合示例性实施例,对本技术的发明构思进行详细的描述。
29.根据本技术的第一方面提供了一种不粘涂料,所述不粘涂料包括粘合剂和分散在粘合剂中的至少一种复合金属阳离子金属酸盐粉末。其中,粘合剂包括聚硅氮烷。复合金属阳离子金属酸盐具有非晶结构,复合金属阳离子金属酸盐中的复合金属阳离子包括至少两种金属阳离子。
30.根据本技术,聚硅氮烷是指硅氮烷聚合物。示例性的,聚硅氮烷可以为无机聚硅氮烷或者有机聚硅氮烷。具体的,可以为:全氢聚硅氮烷、聚甲基硅氮烷、聚二甲基硅氮烷等。
31.图1是根据本技术实施例的一种复合金属阳离子金属酸盐粉末的xrd图谱。具体的,为al2fe(tio3)4的xrd图谱,如图1所示,特征峰不是特别明显,杂峰多且乱,结晶性差,al2fe(tio3)4粉末中呈现非晶趋势。根据常规全谱拟合法计算得到非晶相含量为87%。在本技术中,复合金属阳离子金属酸盐粉末非晶含量不小于50%,优选地,不小于65%。非晶相含量小于50%提升不粘的效果一般,而非晶相含量大于或者等于50%能够在很大程度上提升不粘性能。
32.需要说明的是,根据本技术,金属阳离子并不包括金属酸根离子中的金属阳离子。
33.根据本技术,金属酸盐常见为固溶体相,固溶体相分为置换固溶体和间隙固溶体,固溶体存在晶格畸变效应。复合金属阳离子金属酸盐可以通过如下方法制备得到。示例性的,采用至少两种金属阳离子金属酸盐粉末形成熔融液,通过雾化制粉的方法对熔融液进行处理,在不断冷却形成复合金属阳离子金属酸盐粉末。在制备的过程中,由于不同阳离子的半径不同,不同阳离子以同等机会占据各个晶格位置,导致晶格发生畸变,不同阳离子的的尺寸差使晶格畸变能过高而无法保持晶体结构,从而晶格坍塌形成非晶结构,进而形成本技术的低的表面能的复合金属阳离子金属酸盐粉末。
34.根据本技术的复合金属阳离子金属酸盐可以包括复合金属阳离子钛酸盐、复合金属阳离子铬酸盐、复合金属阳离子锰酸盐、复合金属阳离子铁酸盐、复合金属阳离子偏铝酸盐、复合金属阳离子钨酸盐、复合金属阳离子钼酸盐和复合金属阳离子钒酸盐中的至少一种。金属阳离子可以包括镁离子、铝离子、钙离子、硒离子、钛离子、钒离子、铬离子、锰离子、铁离子、钴离子、镍离子、铜离子、锌离子、镓离子、锗离子、钇离子、锆离子、铌离子、钼离子、锝离子、铟离子、锡离子、锑离子、铪离子、钽离子和钨离子中的至少一种。示例性的,当为复合金属阳离子钛酸盐时,可以包括钛酸铝铁或者钛酸铝铁镁。
35.根据本技术,因为在重力的作用下,复合金属阳离子金属酸盐粉末可能会在悬浊液体系中发生少量沉淀,使得形成的涂料不稳定,从而导致喷涂的效果不太好,所以作为一
种不粘涂料,则需要形成较为稳定的悬浊液体系。根据本技术,可以在使用前,通过震荡使得悬浊液体系中各组分分散均匀,还可以通过增加悬浊液的粘度的方式来减少沉淀的发生。在实施例中,为了形成较稳定的涂料体系,不粘涂料中的粘合剂除了包括聚硅氮烷,还可以包括聚硅氧烷,可以为聚二甲基硅氧烷、聚甲基硅氧烷和聚甲基苯基硅氧烷等。一方面,粘合剂可以起到提高粘度以及提高复合金属阳离子分散均匀性的作用,使得不粘涂料的体系更为稳定。另一方面,聚硅氧烷材料本身就具有一定的不粘性,因此能够增强不粘涂料的不粘性,使得不粘效果更好。
36.在实施例中,在不粘涂料中,以重量份计,聚硅氮烷为20-40重量份、聚硅氧烷为5-15重量份、复合金属阳离子金属酸盐粉末为15-30重量份、溶剂为40-60重量份和2-5重量份的助剂。通过控制各组分具有合适的比例,可以使得涂料体系的稳定性、不粘性等整体性能更好。本技术的溶剂可以为乙酸丁酯、聚乙二醇、丙二醇单甲醚乙酸酯。根据本技术,本领域技术人员可以在本技术的教导下,选择其他的有机溶剂作为本技术的溶剂。
37.根据本技术,可以通过将各组分简单混合而形成不粘涂料,也可以先将聚硅氧烷和聚硅氮烷溶解到溶剂中,然后将至少一种复合金属阳离子金属酸盐粉末分散到上述溶剂中而形成不粘涂料。为了提升复合金属阳离子金属酸盐粉末在不粘涂料中的分散均匀性,还可以在不粘涂料中加入预设量的助剂,以使复合金属阳离子金属酸盐粉末能够被均匀地分散在悬浊液中。在本技术实施例,助剂可以包括表面活性剂、分散剂,示例性的,表面活性剂可以为醇醚磷酸酯和dmss中的至少一种,分散剂可以为聚丙烯酰胺、十二烷基硫酸钠和脂肪酸聚乙二醇酯中的至少一种。
38.具体的,根据本技术的不粘涂料的制备方法包括以下步骤:将20重量份-40重量份的无机聚硅氮烷和5重量份-15重量份的聚二甲基硅氧烷溶解到40重量份-60重量份的乙酸丁酯中,然后再加入15重量份-30重量份的复合金属阳离子金属酸盐粉末并通过机械搅拌的方式进行混合使其混合均匀,在搅拌时,还可以加入2重量份-5重量份的有机表面活性剂、分散剂,搅拌速率为2000-4000rpm/min,搅拌时间为30min-60min,即可得到本技术的不粘涂料。
39.根据本技术的不粘涂料,可以采用一种复合金属阳离子金属酸盐作为不粘涂料的原料,也可以采用多种复合金属阳离子金属酸盐混合作为不粘涂料的原料。当采用多种混合后作为不粘涂料的原料时,可以通过任意的组合、任意的重量比例进行混合,本技术并不限制不粘涂料的组合方式和混合比例。
40.根据本技术的不粘涂料,所选用的复合金属阳离子金属酸盐粉末可以为类球形的、粒度大小适中的粉末,通过其形成不粘涂料,可以保证形成的不粘涂层的整体结合力、强度、外观均匀性以及粗糙度等。在实施例中,复合金属阳离子金属酸盐粉末的粒径为800目-3000目。优选的,可以为1000-2000目。粉末太粗,粉末在涂料体系中容易沉降,在喷涂时造成堵枪,并且形成的涂层不均匀,粉末太细,容易团聚,过细的粉末耐磨性差,不利于提升持久不粘效果。
41.在下文中,将结合实施例来详细描述本技术的复合金属阳离子金属酸盐的制备方法。
42.根据本技术,一种复合金属阳离子金属酸盐的制备方法,所述制备方法可以包括以下步骤:
43.步骤s101,将至少两种金属阳离子金属酸盐粉末熔融,得到对应的熔融液。
44.步骤s102,采用雾化制粉的方式对所述熔融液进行处理得到对应的复合金属阳离子金属酸盐粉末,复合金属阳离子金属酸盐具有非晶结构。其中,在不同种类的金属阳离子金属酸盐中,金属酸根离子相同,金属阳离子不同。
45.根据本技术的复合金属阳离子金属酸盐的制备方法,采用不同金属阳离子的同一种金属酸盐形成熔融液,通过雾化制粉的方法对熔融液进行处理,能够形成具有非晶结构的复合金属阳离子金属酸盐粉末,由于非晶结构相较于晶体结构具有较低的表面能,因此能够实现较好不粘效果的复合金属阳离子金属酸盐。此外,由于非晶结构的复合金属阳离子金属酸盐还具有一定的硬度,能够提升复合金属阳离子金属酸盐的耐划伤性能而提升不粘寿命。
46.根据本技术,金属酸盐常见为固溶体相,固溶体相分为置换固溶体和间隙固溶体,固溶体存在晶格畸变效应。采用至少两种金属阳离子金属酸盐粉末形成熔融液,通过雾化制粉的方法对熔融液进行处理,在不断冷却形成粉末的过程中,由于不同阳离子的半径不同,不同阳离子以同等机会占据各个晶格位置,导致晶格发生畸变,不同阳离子的的尺寸差使晶格畸变能过高而无法保持晶体结构,从而晶格坍塌形成非晶结构,进而形成本技术的低的表面能的复合金属阳离子金属酸盐粉末。
47.根据本技术的复合金属阳离子金属酸盐的制备方法,可以包括准备原材料的步骤,原材料可以包括至少两种金属阳离子金属酸盐粉末。在实施例中,原材料具有大小均匀的尺寸并且具有类球形的形状,以使得均能够在进行熔融的步骤中充分的熔化。根据本技术,原材料的粉末粒径的选择可以根据熔点的不同进行选择,示例性的,熔点在1000℃-1200℃之间的粉末,可选择的粉末的粒径尺寸为300-500目,熔点在1200℃-1500℃之间的粉末,可选择的粉末的粒径尺寸为500-800目,熔点越高,粉末越细。可以采用原材料通过球磨的方式获得对应的粒径粉末。
48.本技术,形成复合金属阳离子金属酸盐的原材料是以“金属酸盐”为骨架成分,由于金属酸盐具有较高的硬度以及抗氧化性,复合金属阳离子金属酸盐同样也兼具很好的硬度以及抗氧化性。在本技术的原材料中,金属阳离子金属酸盐可以包括钛酸盐、铬酸盐、锰酸盐、铁酸盐、偏铝酸盐、钨酸盐、钼酸盐、钒酸盐、硅酸盐和磷酸盐中的至少一种。金属阳离子可以包括镁离子、铝离子、钙离子、硒离子、钛离子、钒离子、铬离子、锰离子、铁离子、钴离子、镍离子、铜离子、锌离子、镓离子、锗离子、钇离子、锆离子、铌离子、钼离子、锝离子、铟离子、锡离子、锑离子、铪离子、钽离子和钨离子中的至少一种。根据本技术的原材料,可以通过购买得到,也可以通过现有技术中的合成方法制备得到。
49.根据本技术的原材料的制备方法,可以通过以下步骤实现,具体的,原材料的制备方法可以包括:化学沉淀法、液相合成法、水热法、溶剂热法、高温固相合成法。通过以上方法获得对应的原材料提纯后待用。
50.根据本技术的复合金属阳离子金属酸盐的制备方法,在选择好原材料之后,可以对各个原材料的组合进行设计,以使原材料之间的金属阳离子具有相对较大的半径差,从而能够提高形成的复合金属阳离子金属酸盐的非晶化程度。在原材料中,任意两个原材料之间的金属阳离子的半径差的绝对值可以大于或等于氢原子半径的0.1倍。
51.需要说明的是,根据本技术,金属阳离子并不包括金属酸根离子中的金属阳离子。
52.此外,为了提高形成的复合金属阳离子金属酸盐的非晶化程度,除了可以对的各个原材料的组合进行设计之外,还可以通过提供较多种类的金属阳离子,从而利于形成无序的非晶相。
53.另外,还可以通过设置原材料中金属阳离子的个数比,以使最终形成的复合金属阳离子金属酸盐中具有一定含量的金属阳离子。
54.在原材料中,任意两个金属阳离子摩尔比可以在1:9-9:1之间。根据本技术,在每种复合金属阳离子金属酸盐中,基于复合金属阳离子的总数量,任意一种金属阳离子的数量占复合金属阳离子的总数量的百分比大于或等于10%,所有的复合金属阳离子的数量百分比之和为100%。
55.示例性的,通过第一金属阳离子金属酸盐和第二金属阳离子金属酸盐形成复合金属阳离子金属酸盐,在复合金属阳离子金属酸盐中,基于复合金属阳离子的总数量,第一金属阳离子的数量占复合金属阳离子的总数量的百分比大于或等于10%,第二金属阳离子的数量占复合金属阳离子的总数量的百分比大于或等于90%。
56.具体地,以4mol的fetio3和3mol的al2(tio3)3形成al2fe(tio3)4,在铝铁离子中,铝离子的数量占铝铁离子的总数量的60%时,则铁离子的数量占铝铁离子的总数量的40%。
57.根据本技术的复合金属阳离子金属酸盐的制备方法,原材料中的金属阳离子的半径差异越大,过大的尺寸差会导致晶格畸变能过高而无法保持晶体结构,越容易形成无序的非晶相,通过设置原材料中的各个金属阳离子具有一定的占比,在形成复合金属阳离子金属酸盐的过程中,金属阳离子合适的数量占比可以发挥到金属阳离子作为掺杂离子的作用,以通过较多种类的金属阳离子破坏金属酸盐的晶体结构,从而更容易形成非晶结构,进而能够获得更低的表面能以提高不粘性能。
58.根据本技术的复合金属阳离子金属酸盐的制备方法,可以通过将两种金属酸盐粉末熔融并通过雾化制粉的方式获得,也可以通过更多种金属酸盐粉末熔融并通过雾化制粉的方式获得。而通过更多种金属酸盐形成的复合金属阳离子金属酸盐的制备方法,不同之处在于,仅是在熔融的过程中加入更多的原料,其他方法与两种金属酸盐形成的复合金属阳离子金属酸盐的制备方法相同。为了方便描述,下面将以两种金属酸盐形成复合金属阳离子金属酸盐为例,对本技术的复合金属阳离子金属酸盐的制备方法进行描述。
59.根据本技术的复合金属阳离子金属酸盐的制备方法,在准备好两种金属阳离子金属酸盐粉末之后,接下来,将对两种粉末进行熔炼。具体地,为了避免氧化,熔炼的过程需要在惰性气氛保护下进行,先将熔点相对较高的金属阳离子金属酸盐粉末加热至完全熔融,然后缓慢加入其他熔点相对较低的金属阳离子金属酸盐粉末,在熔炼过程中需要进行充分的搅拌,从而得到对应的熔融液。根据本技术,粉末的加料顺序可以根据熔点从高至低的顺序进行,从而使得熔点相对较高的粉末能够充分熔化,进而能够减少操作的时间而提升工作效率。根据本技术,熔炼的预设温度可以在1500℃-2000℃的范围下,熔炼的时间可以为4h-8h,以使其能完全熔融为依据。
60.接下来,采用高压水雾化的方式制粉,将熔融液放入水雾化装置中,熔融液在高压水流或水雾压力的冲击下,以一定的冷却速度进行第一次冷却后并被分散成液滴。然后,将液滴以一定的冷却速度进行第二次冷却,从而得到复合金属阳离子金属酸盐粉末。根据本技术,熔融液经过了两次冷却阶段并且通过控制合适的冷却速率,液滴来不及形成完整的
晶体结构,从而趋向于形成非晶形态的复合金属阳离子金属酸盐粉末。通过控制合适的水压,以对熔融液不同程度的破碎,从而可以得到适合粒度的复合金属阳离子金属酸盐粉末。
61.初步得到的复合金属阳离子金属酸盐粉末还具有一定的水分,因此,还需要对粉末进行烘干等去除水分的操作。根据本技术的复合金属阳离子金属酸盐的制备方法,还包括对初步得到的复合金属阳离子金属酸盐粉末进行脱水以及烘干的步骤,从而得到具有颗粒形式的复合金属阳离子金属酸盐粉末。由于烘干的步骤是在相对较低的温度下进行的,不易于发生氧化等,因此,在烘干的过程中可以省去通过惰性气体保护的步骤,能够节省成本。
62.作为示例,步骤s201,在氩气的保护下,向高频感应电炉中加入高熔点的钛酸亚铁,加热使其熔融,然后加入熔点相对较低的钛酸镁,熔炼温度可以为1700℃-1900℃,熔融的时间可以为3h-5h,从而制备得到熔融液。
63.步骤s202,预先启动高压水泵,让高压水雾化装置开始工作。将步骤s201中所得的熔融液倒入水雾化装置的中间包中,中间包中的熔融液经过束流,通过中间包底部的漏嘴进入雾化器。在雾化器的高压水的压力的作用下,熔融液被不断地破碎并形成为细小的液滴,随后落入水雾化装置中的冷却液中,迅速凝固成复合金属阳离子金属酸盐粉末。根据本技术示例性实施例,为了避免杂质和氧气的干扰,高压水为纯净水,水压为45mpa-75mpa,水的流量为1500l/min-3000l/min,雾化器中可以加入用于保护的惰性气体,例如氩气等,压力为0.4mpa-0.6mpa,流量为30l/min-50l/min。
64.步骤s203,对雾化所得的复合金属阳离子金属酸盐粉末进行脱水及烘干,烘干温度为150℃-200℃。
65.在准备好复合金属阳离子金属酸盐粉末之后,选择合适粒径的粉末形成不粘涂料。
66.根据本技术的第二方面提供了一种不粘涂层,不粘涂层具有非晶结构,是由不粘涂料通过喷涂或者刷涂形成的。其中,不粘涂层可以应用在炊具或者容器上而实现不粘的目的。示例性的,可以应用到杯子、水壶或者锅具等。根据本技术,不粘涂料需要密封保存,避免存放在易受水、氧气的环境下。
67.在实施例中,粘合剂除了包括聚硅氮烷,还可以包括聚硅氧烷。聚硅氧烷能够起到增强不粘性、提高粘度以及提高复合金属阳离子分散均匀性的作用。
68.在实施例中,在不粘涂料中,以重量份计,聚硅氮烷为20-40重量份、聚硅氧烷为5-15重量份、复合金属阳离子金属酸盐粉末为15-30重量份、溶剂为40-60重量份和2-5重量份的助剂。本技术的溶剂可以为乙酸丁酯、聚乙二醇、丙二醇单甲醚乙酸酯。
69.在实施例中,不粘涂层包括粘合膜层,粘合膜层为经由粘合剂中的聚硅氮烷水解形成的纳米二氧化硅,复合金属阳离子金属酸盐粉末分散在粘合膜层中。
70.在实施例中,粘合剂还包括聚硅氧烷,粘合膜层为经由聚硅氮烷水解形成的二氧化硅和聚硅氧烷形成的混合层。
71.根据本技术的第三方面提供了一种炊具,所述炊具包括炊具本体以及形成在炊具本体表面上的不粘涂层,不粘涂层由不粘涂料通过喷涂或者刷涂形成,不粘涂料包括粘合剂和至少一种复合金属阳离子金属酸盐粉末,粘合剂包括聚硅氮烷,复合金属阳离子金属酸盐具有非晶结构,复合金属阳离子金属酸盐中的复合金属阳离子包括至少两种金属阳离
子。
72.在实施例中,不粘涂层包括粘合膜层,粘合膜层包括经由粘合剂中的聚硅氮烷水解形成的纳米二氧化硅,复合金属阳离子金属酸盐粉末分散在粘合膜层中。
73.图2是根据本技术实施例的不粘炊具局部的结构示意图。如图2所示,炊具包括炊具本体10以及形成在炊具本体10表面上的不粘涂层20,不粘涂层20包括粘合膜层21和复合金属阳离子金属酸盐粉末22,粘合膜层21为经由聚硅氮烷水解形成的二氧化硅膜层,复合金属阳离子金属酸盐粉末22分散在粘合膜层21中。
74.在实施例中,粘合剂除了可以包括聚硅氮烷,还可以包括聚硅氧烷,具体的,聚硅氧烷可以为聚二甲基硅氧烷、聚甲基硅氧烷和聚甲基苯基硅氧烷等。粘合膜层为经由聚硅氮烷水解形成的二氧化硅和聚硅氧烷形成的混合层。
75.根据本技术的炊具的制造方法,采用上述的不粘涂料进行喷涂。具体的,喷涂的方式可以为空气喷涂,空气喷涂的参数为:喷枪口径1.0mm、1.2mm、1.5mm,雾化压力0.2mpa-0.3mpa。在喷涂完成后,还需要对不粘涂层进行烧结以使涂层固化,烧结的条件可以为:在80℃-150℃的烧结温度下烧结10min-20min。
76.在实施例中,不粘涂层的厚度为10μm-20μm,若太薄,因为工艺上喷涂不均匀容易产生漏洞或薄弱处而造成无法全面防护,若太厚,容易造成流挂现象,且浪费成本。另外,可通过多次喷涂达到所需的不粘涂层的厚度,在通过多次喷涂时,需要等待前一次喷涂表干后才可进行下一次喷涂,以避免相邻两层之间相互影响,表干的温度为60℃-80℃,时间为3min-5min。
77.下面将结合具体的实施例对本技术进行详细说明,但是本技术的保护范围不局限于实施例。
78.实施例1
79.通过下面的方法来制造根据实施例1的锅具。
80.步骤s100,准备复合金属阳离子金属酸盐。
81.步骤s10,提供原材料。提供平均粒径为500目的钛酸亚铁粉末(fetio3)作为第一金属阳离子金属酸盐粉末、平均粒径为500目的钛酸镁粉末(mgtio3)作为第二金属阳离子金属酸盐粉末。
82.步骤s20,制备熔融液。
83.在氩气的保护下,向高频感应电炉中加入高熔点的900mol的钛酸亚铁,加热使其熔融,然后加入熔点相对较低的200mol的钛酸镁,熔炼温度为1800℃,熔融的时间为3h,从而制备得到熔融液。
84.步骤s30,采用水雾化制粉的方式对熔融液进行处理,从而得到不粘粉末。
85.预先启动高压水泵,让高压水雾化装置开始工作。提前设置雾化器的工作参数:高压水选择纯净水,水压为60mpa,水的流量为2000l/min,并开启氩气保护,氩气的压力为0.5mpa,氩气的流量为40l/min。在准备好以上工作后,将步骤s20中所得的熔融液倒入水雾化装置的中间包中,中间包中的熔融液经过束流,通过中间包底部的漏嘴进入雾化器。在雾化器的纯净水的作用下,熔融液被不断地破碎并形成细小的液滴,落入水雾化装置中的冷却液中,迅速凝固形成复合金属阳离子金属酸盐粉末。
86.步骤s40,对形成的复合金属阳离子金属酸盐粉末进行烘干,以去除其中所含的水
分,烘干温度为180℃,从而得到颗粒形式的非晶化程度为88%的复合金属阳离子金属酸盐粉末,选择平均粒径为1500目的复合金属阳离子金属酸盐粉末待用。
87.步骤s200,制备不粘涂料。
88.将30份的全氢聚硅氮烷溶解到50份的乙酸丁酯中,然后再加入20份的复合金属阳离子金属酸盐粉末并通过机械搅拌的方式进行混合使其混合均匀,在搅拌时,同时加入1.5份的表面活性剂醇醚磷酸酯和1.5份的分散剂聚丙烯酰胺,设置搅拌速率为3000rpm/min,搅拌时间为45min,即可得到本技术的不粘涂料。
89.步骤s300,采用不粘涂料进行喷涂
90.选取预处理后的锅具基材(材质为不锈钢),采用空气喷涂将不粘涂料喷涂在基材表面上,喷涂参数为:1.2mm口径空气喷枪,雾化压力0.25mpa,喷涂三次获得厚度为20μm的不粘涂层,然后在100℃,烘干15min而完成实施例1的锅具的制造。
91.实施例2
92.除了在准备复合金属阳离子金属酸盐的步骤中,准备了三种原材料{fetio3、mgtio3和al2(tio3)3},并依次以10:8:3的摩尔比将三种原材料形成对应的熔融液而制备得到非晶化程度为92%的复合金属阳离子金属酸盐之外(即在实施例1的原材料的基础上增加了钛酸铝粉末),采用与实施例1的方法相同的方法制造实施例2的锅具。
93.实施例3
94.除了在准备复合金属阳离子金属酸盐的步骤中,采用铁酸锆zr3(feo3)4和铁酸锌zn3(feo3)2代替钛酸亚铁粉末和钛酸镁粉末,并依次以1:1的摩尔比形成熔融液而制备得到非晶化程度为86%的复合金属阳离子金属酸盐之外,采用与实施例1的方法相同的方法制造实施例3的锅具。
95.实施例4
96.除了在制备不粘涂料的步骤中,将10份的聚二甲基硅氧烷与全氢聚硅氮烷同时溶解到乙酸丁酯中之外,采用与实施例1的方法相同的方法制造实施例4的锅具。
97.实施例5
98.除了在准备复合金属阳离子金属酸盐的步骤中,采用实施例1和实施例3中的复合金属阳离子金属酸盐并按照1:1的重量比进行混合形成的复合金属阳离子金属酸盐来制备不粘涂料之外,采用与实施例1的方法相同的方法制造实施例5的锅具。
99.对比例1
100.除了在制备不粘涂料的步骤中,将不粘涂料中的30份的无机聚硅氮烷替换为10份的聚二甲基硅氧烷之外,采用与实施例1的方法相同的喷涂方法制造对比例1的锅具。
101.对比例2
102.采用氟树脂形成的涂料作为不粘涂料,采用与实施例1中相同的喷涂方法制造对比例2的锅具。
103.对比例3
104.采用陶瓷涂料作为不粘涂料,采用与实施例1中相同的喷涂方法制造对比例3的锅具。
105.表1本技术实施例以及对比例的参数
[0106][0107]
性能指标测试
[0108]
对上述所得锅具进行性能测试,具体测试方法如下:
[0109]
初始不粘性测试方法:gb/t32095.2-2015中煎蛋不粘性试验方法,该方法为初始不粘性测试,分为ⅰ、ⅱ、ⅲ级,ⅰ级不粘性最佳,ⅲ级不粘性最差。
[0110]
持久不粘性测试方法:gb/t32388-2015中持久不粘性试验方法,单位为次数,次数越高说明寿命越长,500次评价一次不粘结果,记录到使用至ⅲ级时的次数。
[0111]
硬度测试方法:gb/t6739-2006色漆清漆铅笔法测定漆膜硬度方法,单位为h。
[0112]
表2本技术实施例以及对比例的测试数据
[0113]
序号初始不粘性持久不粘性硬度(h)实施例1ⅱ240008实施例2ⅱ280009实施例3ⅱ220008实施例4ⅰ550008实施例5ⅱ230008对比例1ⅰ20003对比例2ⅰ150001对比例3ⅰ10006
[0114]
由表1可知,实施例1和实施例4的区别之处在于,实施例4的不粘涂料中多了聚二甲基硅氧烷,由表2对比可知,实施例4比实施例1中的不粘性明显提高,通过多次的实验论证,基本可以看出增加粘合剂聚二甲基硅氧烷可以很大程度上提升不粘性能。
[0115]
由表1可知,实施例4和对比例1的区别之处在于,对比例1的不粘涂料中少了无机聚硅氮烷,由表2对比可知,对比例1比实施例4中的硬度和持久不粘性均有所降低,是因为没有无机聚硅氮烷,不粘涂层硬度不足,并且结合强度不够容易磨损脱落,通过多次的实验
论证,基本可以看出粘合剂中的聚硅氮烷可以提高与炊具本体之间的结合力以及提高涂层的硬度。
[0116]
综上,根据本技术,由不粘涂料所得到的不粘涂层,能够实现炊具具有不粘效果,并且能够持久不粘,具有较长的不粘寿命。另外,根据本技术,由不粘涂料获得的涂层具有较好的耐划伤性能,可以使用铁铲、百洁布或钢丝球等对炊具进行清洗。
[0117]
虽然上面已经详细描述了本技术的实施例,但本领域技术人员在不脱离本技术的精神和范围内,可对本技术的实施例做出各种修改和变型。但是应当理解,在本领域技术人员看来,这些修改和变型仍将落入权利要求所限定的本技术的实施例的精神和范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。