1.本发明涉及一种石墨舟片加工装置,特别是一种石墨舟片卡点更换装置。
背景技术:
2.石墨舟片用于承载固定硅片,其表面设置多个通孔,在这些通孔内嵌入卡点用于固定硅片。目前,嵌入通孔的卡点是一个持续耗材,大约进行生产45天左右需要更换,而且随着生产产能的加大,导致石墨舟的需求量非常大,而以往需要人工拆卸卡点,使得工厂内人工成本激增。人员进行卡点的更换,在压入卡点的时候,经常性的会产生压坏石墨舟片的问题,而且石墨舟片造假昂贵,如有一个卡点处造成了损坏,整个石墨舟片会报废。
3.现有技术有开发用于石墨舟片卡点的组装拆卸装置,如公开号为cn113118725a的中国专利即公开了一种装置,其包括有压装机构、拆装结构以及视觉检测定位机构,这些机构通过xy轴的驱动机器在xy平面移动,由视觉检测定位机构进行检测定位,提高安装精度。该装置在对石墨舟片进行卡点替换时,需要先由拆装机构将原有卡点从石墨舟片上压出,然后再由压装机构将新卡点压入石墨舟片,需要两步动作才能实现卡点更换。
技术实现要素:
4.针对上述现有技术缺陷,本发明的任务在于提供一种石墨舟片卡点更换装置,进一步提高石墨舟卡点的拆换效率。
5.本发明技术方案如下:一种石墨舟片卡点更换装置,包括吸附上下料机构、定位工装和拆装机构,所述吸附上下料机构包括xz轴移动机构和若干吸盘,所述定位工装用于承载石墨舟片,所述xz轴移动机构驱动所述吸盘对所述定位工装进行石墨舟片上下料,所述拆装机构用于对所述定位工装上的石墨舟片拆换卡点,所述拆换卡点时由新卡点挤压替换所述石墨舟片上的旧卡点。
6.进一步地,所述拆装机构包括xy轴移动机构和拆换终端,所述拆换终端包括基座,所述基座上固定有视觉检测机构、卡点供料机构、卡点下压机构和底托,所述视觉检测机构用于检测石墨舟片的卡点位置,所述卡点供料机构包括供料板和供料斜槽,所述供料板上设有供料槽,所述供料斜槽与所述供料槽相接,所述供料板上位于所述供料槽末端设有z轴向的通孔,所述供料槽内设有用于向所述通孔推动卡点的伸缩推料杆,所述卡点下压机构包括下压驱动机构以及由所述下压驱动机构驱动的下压杆,所述下压杆位于所述通孔正上方,所述底托包括位于所述供料板下方的z轴升降块,所述z轴升降块上与所述通孔对应地设有排料通孔,所述拆换卡点时所述定位工装上的石墨舟片位于所述供料板和所述z轴升降块之间,所述xy轴移动机构根据所述卡点位置驱动所述基座并使所述下压杆与所述定位工装上的石墨舟片的卡点对齐。
7.进一步地,所述供料板的下表面设有凸台,所述通孔贯穿所述凸台。在z轴升降块抬升时,由z轴升降块和凸台形成对石墨舟片的夹持,减少夹持面积,降低石墨舟片破损风险。
8.进一步地,所述定位工装包括横梁和若干承载块,所述承载块沿所述横梁间隔设置并使所述石墨舟片的卡点处于所述承载块之间的间隔内。
9.进一步地,所述承载块的头端设有限位凸台,所述横梁连接有向所述限位凸台伸缩的定位推杆。
10.进一步地,所述定位工装下方设有斜坡滑道用于收集拆换的旧卡点。
11.进一步地,为了提高效率,所述定位工装设有两个分别为第一定位工装和第二定位工装,所述第一定位工装和所述第二定位工装的位置交替互换,所述第一定位工装和所述第二定位工装所处位置分别为备料位和拆装位,所述吸附上下料机构为处于备料位的定位工装进行石墨舟片上下料,所述拆装机构对处于拆装位的定位工装上的石墨舟片拆换卡点。
12.进一步地,包括x轴驱动机构和z轴驱动机构,所述x轴驱动机构驱动所述第一定位工装和所述z轴驱动机构沿x轴移动,所述第二定位工装由所述z轴驱动机构驱动沿z轴移动并随所述z轴驱动机构沿x轴移动。
13.本发明与现有技术相比的优点在于:
14.由新卡点挤压替换旧卡点减少了操作步骤,可以提高替换效率;设有底托的拆换机构在压出旧卡点和压入新卡点时对石墨舟片形成支撑,有效减小破损风险;采用双定位工装替换作业,可充分利用挤压新卡点的时间进行石墨舟片上下料,节省时间,进一步提高了效率。
附图说明
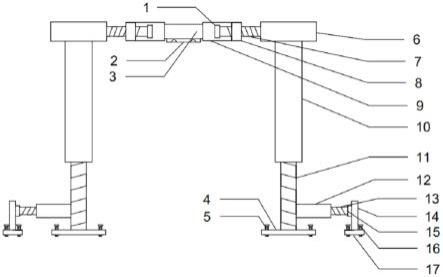
15.图1为本发明实施例石墨舟片卡点更换装置的结构示意图。
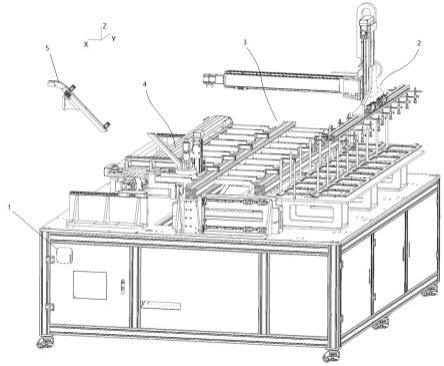
16.图2为本发明实施例的吸附上下料机构的结构示意图。
17.图3为本发明实施例的双定位工装交替机构的结构示意图。
18.图4为双定位工装交替机构的x轴驱动机构结构示意图。
19.图5为本发明实施例的拆装机构结构示意图。
20.图6为拆装机构的拆换终端结构示意图。
21.图7为拆装机构的拆换终端侧视结构示意图(视觉检测机构未显示)。
22.图8为拆装机构的拆换终端结构示意图(视觉检测机构未显示)。
具体实施方式
23.下面结合实施例对本发明作进一步说明,但不作为对本发明的限定。
24.实施例,请结合图1所示,本实施例涉及一种具有双定位工装的石墨舟片卡点更换装置,包括机架1,在机架1上设有吸附上下料机构2、双定位工装交替机构3和拆装机构4。吸附上下料机构2、双定位工装交替机构3和拆装机构4在x轴向排列布置。双定位工装交替机构3包括两个定位工装,分别为第一定位工装31和第二定位工装32,双定位工装交替机构3使得第一定位工装31和第二定位工装32的位置在x轴方向交替互换,两者的位置分别定义为备料位和拆装位,定位工装在备料位完成待拆卸石墨舟片的上料,以及卡点更换完毕后的石墨舟片的下料,定位工装在拆卸位完成新旧卡点的挤压替换。
25.下面具体介绍每个机构的具体结构,请结合图2所示,吸附上下料机构2包括xz轴
移动机构21和若干吸盘22,xz轴移动机构21包括设置在整个更换装置顶部的第一x轴直线模组2101和z轴直线模组2102,z轴直线模组2102由第一x轴直线模组2101驱动进行x轴向平移,z轴直线模组2102连接一根y轴向支架23,y轴向支架23长度方向即为石墨舟片的长度方向,y轴向支架23上布置真空发生器和20个(10对)吸盘22,吸盘22用于吸附石墨舟片,在机架1上形成石墨舟片a的上料堆叠(堆放待拆装石墨舟片)和下料堆叠(堆放卡点更换后的石墨舟片)。
26.请结合图3所示,双定位工装交替机构3除了具有第一定位工装31和第二定位工装32外还包括x轴驱动机构33和第一z轴驱动机构34。x轴驱动机构33设有两个位于第一定位工装31和第二定位工装32的两端,每个x轴驱动机构33连接一个第一z轴驱动机构34。第一定位工装31和第二定位工装32的结构是相同的,由横梁301、若干承载块302以及定位推杆303组成,横梁301呈y轴方向延伸,承载块302在横梁301上间隔设置,由承载块302承载石墨舟片,石墨舟片放置在定位工装上时,可使卡点处于承载块302之间的间隔内,给后续拆装机构4进行卡点挤压替换留出足够的空间。在承载块302的头端设有向上凸起的限位凸台3021,横梁301上位于承载块302的末端连接有向限位凸台3021伸缩的定位推杆303。当石墨舟片由吸附上下料机构2搬运至定位工装后,定位推杆向前推动将石墨舟片的前边沿抵靠在限位凸台3021进行定位固定。请结合图4所示,x轴驱动机构33包括伺服电机3301、主同步带轮3302、从同步带轮3303和同步带3304,伺服电机3301的转轴呈z轴向设置,其与主同步带轮3302连接,从同步带轮3303与主同步带轮3302在x轴向间隔设置,同步带3304绕主同步带轮3302和从同步带轮3303设置成环,在同步带3304绕设成环的两侧设置第一立板3305和第二立板3306,在第一立板3305上设有第一x轴滑轨3307,该第一x轴滑轨3307上配套的第一滑块3308与第一定位工装31的横梁固定连接。同时靠近第一立板3305的一侧的同步带3304也与第一定位工装31的横梁固定连接。当伺服电机3301驱动主同步带轮3302转动时,则由同步带3304拉动第一定位工装31沿着第一x轴滑轨3307移动。在第二立板3306上设有第二x轴滑轨3309,该第二x轴滑轨3309上配套的第二滑块3310与第一z轴驱动机构34固定连接。同时靠近第二板3306的一侧同步带3304也与第一z轴驱动机构34连接。第一z轴驱动机构34可采用气缸驱动机构,气缸的伸缩杆呈z轴方向设置,并且与第二定位工装32的横梁固定,其驱动第二定位工装32进行z轴向的升降。当同步带3304拉动第一定位工装31沿着第一x轴滑轨3307移动(假设为x轴正向移动),于此同时,同步带3304拉动将拉动第一z轴驱动机构34沿着第二x轴滑轨3309移动(此为x轴负向移动)。由于第一z轴驱动机构34直接连接第二定位机构32,故完成了第一定位工装31和第二定位工装32在x轴方向的交替。应当指出的是,在进行该交替动作前,第一z轴驱动机构34应首先驱动第二定位机构32进行z轴向抬升,然后在x轴方向的移动完成后再进行z轴向下降,从而实现第一定位工装31和第二定位工装32位置的精准替换。
27.请结合图5所示,拆装机构包括xy轴移动机构41和拆换终端42,xy轴移动机构41包括设置在机架上的第二x轴直线模组4101和y轴直线模组4102,第二x轴直线模组4101的驱动机构连接y轴直线模组4102的基板的中部,y轴直线模组4102的基板的两端连接x轴导轨4103以保证x轴向的平稳移动。请结合图6至图8所示,拆换终端42包括基座4201,该基座4201由y轴直线模组4102驱动。基座4201上固定有视觉检测机构4202、卡点供料机构、卡点下压机构和底托,视觉检测机构4202用于拍摄检测石墨舟片的卡点位置,卡点供料机构包
括供料板4203和供料斜槽4204,供料板上设有水平的供料槽4203a,供料斜槽4204与供料槽4203a相接。供料斜槽4204和供料槽4203a的宽度均与一个卡点的宽度相当,供料斜槽4204内排列卡点后逐一滑入供料槽4203a。供料板4203上位于供料槽4203a末端设有z轴向的通孔4203b,供料板的下表面设有凸台4203c,通孔4203b贯穿该凸台4203c。供料槽4203a内设有用于向通孔推动卡点的伸缩推料杆4205,伸缩推料杆4205由气缸4206控制进行伸缩,伸缩推料杆4205收回时退回至供料斜槽4024和供料槽4203a的交接位置之后,此时供料斜槽4204内一个卡点落入供料槽4203a,然后伸缩推料杆4205伸出将卡点推入通孔4203b,此时伸缩推料杆4205阻挡了供料斜槽4204内卡点的下落,当伸缩推料杆4205再次退回至供料斜槽4205和供料槽4203a的交接位置之后,供料斜槽4205内卡点又可下落一个,如此循环进行卡点的逐一供料。当供料斜槽4205内所有卡点用完时,xy轴移动机构41动作使供料斜槽4204对准外部供料机构5接收一批新的卡点。
28.卡点下压机构包括下压驱动机构4206以及由下压驱动机构4210驱动的下压杆4207,下压驱动机构4210为z轴向的气缸,气缸杆与下压杆4207固定连接,下压杆4207位于通孔4203b正上方。底托包括位于供料板4203下方的z轴升降块4208,z轴升降块4208由另一个z轴向的气缸4209启动进行升降。z轴升降块4208上与通孔4203b对应地设有排料通孔4208a,排料通孔4208a的孔径大于卡点直径以便于旧卡点直接下落。拆换卡点时定位工装上的石墨舟片位于供料板4203和z轴升降块4208之间,z轴升降块4208抬升,由z轴升降块4208和凸台4203c形成对石墨舟片的夹持,减少夹持面积,降低石墨舟片破损风险。拆换动作的具体过程是这样的,首先xy轴移动机构41动作使视觉检测机构4201移动对石墨舟片进行检测,获得石墨舟片上卡点位置信息,然后根据这些卡点位置信息再由xy轴移动机构41动作使下压杆4207及通孔4203b对准卡点,z轴升降块4208抬升由z轴升降块4208和凸台4203c形成对石墨舟片的夹持,然后卡点供料机构动作使一个新卡点位于通孔4203b位置,下压杆4207下压将通孔4203b内的卡点从供料板4203下的凸台4203c位置压出,同时旧卡点被新卡点挤出从排料通孔4208a落下,值得注意的是,在机架1上设有一个斜坡滑道11,该斜坡滑道11位于处于拆装位的定位工装下方,用于收集拆换的旧卡点,并从机架1的侧面设置出口输出。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。