1.本发明涉及电池生产设备技术领域,特别是涉及一种电芯自动装盘机。
背景技术:
2.电芯是锂电池的重要组成部分,其用于存储电能并在需要的时候对外释放电能,电芯大多数是通过电芯卷绕机卷绕制成的,电芯卷绕完成以后,需要将电芯收集摆放在料盘内。
3.目前,对于电芯的收集摆放工作都是通过人工完成的,这种方式不仅劳动强度大,而且生产效率低。
技术实现要素:
4.本发明所要解决的技术问题是:针对现有的电芯收集摆放工作劳动强度大、生产效率低的问题,提供一种电芯自动装盘机。
5.为解决上述技术问题,本发明实施例提供一种电芯自动装盘机,该电芯自动装盘机包括机台,以及设置在所述机台上的电芯上料模组、电芯取放模组、第一料盘存放模组、第二料盘存放模组、料盘上料模组、料盘下料模组及料盘暂存模组;所述第一料盘存放模组用于存放空料盘,所述料盘上料模组用于将存放在所述第一料盘存放模组上的料盘转移至所述料盘暂存模组上;所述电芯上料模组用于存放电芯,所述电芯取放模组用于将所述电芯上料模组上的电芯转移至所述料盘暂存模组上的料盘内;所述料盘下料模组用于将存放在所述料盘暂存模组上的装有电芯的料盘转移至所述第二料盘存放模组上。
6.本发明实施例提供的电芯自动装盘机,在实际使用时,可以通过工人(或者机械手)将电芯卷绕机绕制完成的电芯放置在电芯上料模组上,并通过工人(或者机械手)将空料盘放置在第一料盘存放模组上,然后启动电芯自动装盘机便可以自动将电芯装在料盘内,同时通过料盘下料模组还可以将装有电芯的料盘转移存放在第二料盘存放模组上,最后通过工人(或者机械手)将装有电芯的料盘从第二料盘存放模组取走即可。通过上述的电芯自动装盘机可以自动完成电芯的装存摆放,可以降低工人的劳动强度,并提高生产效率。
附图说明
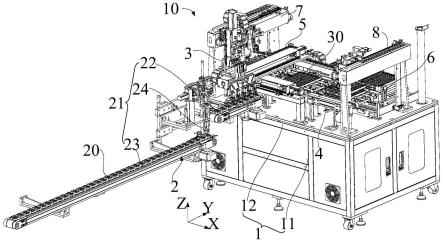
7.图1为本发明一实施例提供的电芯自动装盘机的整体结构示意图;
8.图2为本发明一实施例提供的电芯自动装盘机的电芯上料模组的结构示意图;
9.图3为本发明一实施例提供的电芯自动装盘机的电芯上料模组中的连接件的结构示意图;
10.图4为本发明一实施例提供的电芯自动装盘机的电芯上料模组中的存放座的结构示意图;
11.图5为本发明一实施例提供的电芯自动装盘机的电芯转移模组的结构示意图;
12.图6为本发明一实施例提供的电芯自动装盘机的电芯转移模组中的取放模块与连
接模块的连接示意图;
13.图7为本发明一实施例提供的电芯自动装盘机的电芯转移模组中的取放模块与连接模块连接的爆炸示意图;
14.图8为本发明一实施例提供的电芯自动装盘机的料盘暂存模组、第一料盘存放模组、第二料盘存放模组、料盘上料模组与料盘下料模组在机台上的排布示意图;
15.图9为本发明一实施例提供的电芯自动装盘机的料盘暂存模组中的第二传送组件的结构示意图;
16.图10为本发明一实施例提供的电芯自动装盘机的料盘暂存模组中的第二传送组件的另一视角的结构示意图;
17.图11为本发明一实施例提供的电芯自动装盘机的第一料盘存放模组和第二料盘存放模组在机台上的排布示意图;
18.图12为本发明一实施例提供的电芯自动装盘机的第一料盘存放模组的结构示意图;
19.图13为本发明一实施例提供的电芯自动装盘机的第一料盘存放模组中的限位模块与料盘配合处的爆炸示意图;
20.图14为本发明一实施例提供的电芯自动装盘机的料盘上料模组的结构示意图;
21.图15为本发明一实施例提供的电芯自动装盘机的料盘上料模组中的抓取模块的结构示意图。
22.说明书中的附图标记如下:
23.24.具体实施方式
25.为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步的详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
26.如图1所示,在一实施例中,电芯自动装盘机10包括机台1、电芯上料模组2、电芯取放模组3、料盘暂存模组4、第一料盘存放模组5、第二料盘存放模组6、料盘上料模组7以及料盘下料模组8,其中,电芯上料模组2、电芯取放模组3、第一料盘存放模组5、第二料盘存放模组6、料盘上料模组7、料盘下料模组8以及料盘暂存模组4均设置在机台1上。第一料盘存放模组5用于存放空料盘30,料盘上料模组7用于将存放在第一料盘存放模组5上的空料盘30转移至料盘暂存模组4上;电芯上料模组2用于存放电芯20,电芯取放模组3用于将存放在电芯上料模组2上的电芯20转移至在料盘暂存模组4上的料盘30内;料盘下料模组8用于将存放在料盘暂存模组4上的装有电芯的料盘30转移至第二料盘存放模组6上,以便于重新向料
盘暂存模组4上放置空料盘30。
27.在实际使用时,机台1固定在地面上,可以通过工人(或者机械手)将电芯卷绕机绕制完成的电芯20放置在电芯上料模组2上,并通过工人(或者机械手)将空料盘放置在第一料盘存放模组5上,然后启动电芯自动装盘机10便可以自动将电芯20装在料盘30内,同时通过料盘下料模组8还可以将装有电芯20的料盘30转移存放在第二料盘存放模组6上,最后通过工人(或者机械手)将装有电芯的料盘从第二料盘存放模组6取走即可。通过上述的电芯自动装盘机10可以自动完成电芯20的装存摆放,可以降低工人的劳动强度,并提高生产效率。
28.机台1
29.如图1所示,在一实施例中,机台1具有机架11,以及设置在机架11上的支撑平台12,其中,机架11为一柜体结构,其内部可以安装控制器以及相应的电气元件,控制器可以控制各模组的工作。支撑平台12为一平板结构,电芯上料模组2、电芯取放模组3、料盘暂存模组4、第一料盘存放模组5、第二料盘存放模组6、料盘上料模组7、料盘下料模组8均设置在支撑平台12上。
30.电芯上料模组2
31.如图1和图2所示,在一实施例中,电芯上料模组2包括传送模块21,存放在电芯上料模组2上的电芯20实际上是存放在传送模块21上,通过传送模块21可以将电芯20移送到电芯取放模组3处,使得电芯取放模组3能够将传送模块21上的电芯20转移至放置在料盘暂存模组4上的空料盘30内。通过这种设置方式可以实现远距离操作,即工人可以在远离电芯取放模组3的地方向电芯上料模组2上放置电芯20,这样可以在一定程度上降低工人的劳动强度,并可以降低工人受到电芯取放模组3等部件碰撞的概率,使工人的工作环境更加安全。
32.如图1和图2所述,在一实施例中,传送模块21包括第一传送组件22、第二传送组件23以及转移组件24,三者均与机台1相接。第一传送组件22和第二传送组件23上均可以放置电芯20,其中,第二传送组件23用于将电芯20移送到转移组件24处,使得转移组件24能够将第二传送组件23上的电芯20转移至第一传送组件22上,第一传送组件22用于将电芯20移送到电芯取放模组3处,使得电芯取放模组3能够将第一传送组件22上的电芯20转移至放置在料盘暂存模组4上的空料盘30内。
33.如图1和图2所示,在一实施例中,第二传送组件23相对地面的高度小于第一传送组件22相对地面的高度(使用时,机台1放置在地面上),这样工人向电芯上料模组2上放置电芯20时不用放置太高的位置,然后电芯自动装盘机10可以通过转移组件24将电芯20提升至合适的位置,这样也可以降低工人的劳动强度。另外,第一传送组件22相对地面的高度小于电芯取放模组3相对地面的高度,通过第一传送组件22可以将电芯移动至电芯取放模组3下方,方便电芯取放模组3抓取电芯。
34.如图2所示,在一实施例中,第一传送组件22包括传送带221和存放座222,传送带221安装在机台1上,其中,传送带221包括电机、主动辊、从动辊、套在主动辊和从动辊上的皮带、以及用于将电机、主动辊、从动辊安装在机台1上的相应框架等零部件。存放座222安装在传送带221的皮带上,用于存放电芯20,传送带221工作时可以将存放座222以及放置在存放座222内的电芯移送至电芯取放模组3的下方。第二传送组件23可以采用与第一传送组
件22相同的结构设置,其中,根据实际情况,二者的长度尺寸等可以设置的不同。比如,如图1所示,在一实施例中,第二传送组件23的传送带的长度设置的比第一传送组件22的传送带要长。
35.如图2所示,在一实施例中,第二传送组件23用于驱动电芯20沿y轴方向运动至转移组件24处,转移组件24用于驱动电芯20沿z轴方向移动以抓取第二传送组件23上的电芯20,转移组件24还用于驱动电芯20沿y轴方向运动以便将电芯20放置在第一传送组件22上,第一传送组件22用于驱动电芯20沿y轴方向运动至电芯取放模组3处。其中,沿y轴方向移动包括沿y轴正方向移动(即向前移动),也包括沿y轴负方向移动(即向后移动),沿z轴方向移动包括沿z轴正方向移动(即向上移动),也包括沿z轴负方向移动(即向下移动)。
36.如图2所示,转移组件24包括连接件25、驱动件26以及抓取件27,其中,连接件25设置在机台1上,驱动件26设置在连接件25上,抓取件27设置在驱动件26上。抓取件27用于抓取电芯,驱动件26用于驱动抓取件27沿z轴方向移动,并用于驱动抓取件27沿y轴方向移动。
37.实际工作中,第二传送组件23用于驱动电芯20向前移动至抓取件27的下方,然后驱动件26驱动抓取件27向下移动至合适位置以抓取电芯20,抓取件27抓取电芯20后,驱动件26会驱动抓取件27向上移动至合适位置,然后驱动件26再驱动抓取件27向前移动至第一传送组件22的上方,随后驱动件26会驱动抓取件27向下移动至合适位置以将电芯20放置在第一传送组件22上,放置电芯20完成后,驱动组件会驱动抓取件27向上移动至合适位置,最后驱动件26会驱动抓取件27向后移动至初始位置,这样抓取组件便完成一个电芯20的转移操作。
38.如图2所示,在一实施例中,驱动件26包括第一移送机构261和第二移送机构262,其中,连接件25设置在机台1上,第一移送机构261设置在连接件25上,第二移送机构262设置在第一移送机构261上,抓取件27设置在第二移送机构262上。第一移送机构261用于驱动第二移送机构262和抓取件27沿y轴方向同步移动,第二移送机构262用于驱动抓取件27沿z轴方向移动。
39.在一实施例中,第一移送机构261包括电机驱动机构,电机驱动机构包括电机以及与电机相接的丝杆机构,电机和丝杆机构的丝杆安装在连接件25上,其中丝杆的长度方向与y轴方向平行。电机带动丝杆转动时,可以驱动螺母沿y轴移动,进而驱动第二移送机构262和抓取件沿y轴移动。
40.在一实施例中,第二移送机构262包括气缸驱动机构,该气缸驱动机构包括第一气缸263和第二气缸264,第一气缸263的缸体固定在丝杆机构的螺母上,第二气缸264的缸体固定在第一气缸263的活塞杆上,抓取件27固定在第二气缸264的活塞杆上。其中,第一气缸263可以驱动第二气缸264和抓取件27沿y轴方向同步移动,第二气缸264可以驱动抓取件27沿y轴方向移。
41.在该实施例中,第一气缸263的活塞杆伸出时,抓取件27向下移动,第二气缸264的活塞杆伸出时,抓取件27也向下移动。由于第二传送组件23相对地面的高度小于第一传送组件22相对地面的高度,故当需要在第二传送组件23上抓取电芯时,这第一气缸263和第二气缸264的活塞杆均伸出,使抓取件27向下移动最大的距离;当需要将抓取件27抓取的电芯放置在第一传送组件22上时,第一气缸263的活塞杆处于收缩状态,第二气缸264的活塞杆伸出。
42.抓取件27包括夹爪气缸(定义该第一夹爪气缸),其中,第一夹爪气缸的缸体固定在第二气缸264的活塞杆上,第一夹爪气缸的夹爪用于夹紧电芯,以实现对电芯20的抓取,第一夹爪气缸的夹爪还可以松开,以便将抓取的电芯20放置在第一传送组件22的存放座222上。
43.如图2和图3所示,在一实施例中,连接件25包括底座251以及支撑体252,其中,底座251为板状结构,安装在机台1上,支撑体252安装在底座251上,第一移送机构261安装在支撑体252上。底座251上设有第一凸块253和第二凸块254,第一凸块253和第二凸块254沿z轴方向间隔设置,支撑体252设置在第一凸块253和第二凸块254之间的间隔内,第一凸块253和第二凸块254上均设有螺纹孔。第一螺栓255与第一凸块253上的螺纹孔配合,并可以穿过该螺纹孔,以抵触在支撑体252上;第二螺栓256与第二凸块254上的螺纹孔配合,并可以穿过该螺纹孔,以抵触在支撑体252上。通过调节第一螺栓255和第二螺栓256伸入间隔的长度,便可以调整支撑体252在相对第二传送组件23的传送带的高度,进而调整抓取件27与第二传送组件23的传送带之间的间距。另外,第一凸块253和第二凸块254的个数均为两个,两个第一凸块253沿y轴间隔设置,两个第二凸块254沿y轴间隔设置。
44.如图3所示,在一实施例中,支撑体252包括第一支撑板257和第二支撑板258,第二支撑板258固定在第一支撑板257上,第一移送机构261安装在第二支撑板258上,第一支撑板257设置在第一凸块253和第二凸块254之间的间隔内,第一螺栓255抵触在第一支撑板257的上方,第二螺栓256抵触在第一支撑板257的下方。第一支撑板257上设有长条孔259,长条孔259的长度方向与z轴方向平行,底座251上设有螺纹孔,螺栓穿过长条孔259后与该螺纹孔配合便可以将第一支撑板257固定在底座251上。
45.如图2所示,电芯上料模组2还具有相应的传感器28,以控制传送模块21的移动。比如,第一传送组件22的传送带221的框架上设有相应的传感器28,当第一存放座222到达电芯驱动模组3下方,并被传感器28检测到时,则电芯自动装盘机10的相应控制器便会控制该传送带221停止转动。同样的,第二传送组件23的传送带221上设有相应的传感器28,当第二传送组件23的安装座到达转移组件24的下方并被传感器28检测到时,相应的控制器便会控制第二传送组件23的传送带221停止转动。
46.如图4所示,在一实施例中,存放座222上设有v形槽223,电芯20存放在v形槽223内(电芯20大致为圆柱状结构),每一个存放座222内放置一个电芯20。另外,v形槽223的两侧面上还分别设有避让缺口224,电芯20可以放置在该避让缺口224处,以方便抓取件27抓取电芯20。
47.在一实施例中,存放座222大致为长方体结构,v形槽223设置在长方体的上表面,并在长方体的长度方向上(也即沿x轴方向)贯穿长方体,避让缺口224在长方体的宽度方向上(也即沿y轴方向)贯穿长方体。
48.电芯取放模组3
49.如图1和图5所示,在一实施例中,电芯取放模组3包括驱动模块31和取放模块32,驱动模块31设置在机台1上,取放模块32设置在驱动模块31上。驱动模块31能够驱动取放模块32沿z轴方向移动,也能驱动取放模块32沿y轴方向移动,驱动模块31还能够驱动取放模块32沿x轴方向移动,以便将电芯20放置在料盘30的不同位置。其中,沿x轴方向的移动包括沿x轴正方向移动(即向右移动)和x轴负方向运动(即向左移动)。
50.当取放模块32向下移动时,可以靠近电芯上料模组2,使得取放模块32能够抓取放置在电芯上料模组2上的电芯20;抓取电芯20后,驱动模块31还可以驱动取放模块32向上移动,回到初始位置。当取放模块32向前移动时,可以靠近料盘暂存模组4,使得取放模块32能够将抓取的电芯放置在料盘暂存模组4上的料盘30内;将电芯20放置在料盘30以后,驱动模块31还可以驱动取放模块32向后移动时,回到初始位置。同时,取放模块32还可以向右移动,以便将电芯20放置在料盘30的x轴方向上的不同位置,料盘30放满电芯后,驱动模块31还可以驱动取放模块32向左移动回到初始位置。
51.如图5所示,在一实施例中,电芯取放模组3还包括第一龙门架33,第一龙门架33固定安装在机台1上。第一龙门架33的个数为两个,二者沿y轴方向间隔设置。驱动模块31安装在第一龙门架33上,通过第一龙门架33的设置可以增大驱动模块31和机台1之间的间距,这样可以有效避免驱动模块31与机台1上相关零部件之间产生碰撞。
52.如图5所示,在一实施例中,驱动模块31包括第一驱动组件311、第二驱动组件312以及第三驱动组件313,第一驱动组件311安装在第一龙门架33上,第二驱动组件312安装在第一驱动组件311上,第三驱动组件313安装在第二驱动组件312上,取放模块32安装在第三驱动组件313上。通过第一驱动组件311可以驱动第二驱动组件312、第三驱动组件313以及取放模块32沿x轴方向同步移动,第二驱动组件312可以驱动第三驱动组件313和取放模块32沿y轴方向同步移动,第三驱动组件313可以驱动取放模块32沿z轴方向移动。
53.其中,第一驱动组件311包括第一电机驱动机构,第二驱动组件312包括第二电机驱动机构,第三驱动组件313包括气缸驱动机构,这两个电机驱动机构均包括电机和丝杆传动机构,其中,第一电机驱动机构的电机和丝杆机构的丝杆均安装在第一龙门架33上,第二电机驱动机构的电机和丝杆机构的丝杆安装在第一电机驱动机构的丝杆机构的螺母上,气缸驱动机构的气缸的缸体固定安装在第二电机驱动机构的丝杆机构的螺母上,取放模块32固定安装在气缸的活塞杆上。
54.如图5所示,在一实施例中,驱动模块31还包括第四驱动组件314,其中,第四驱动组件314设置在第二驱动组件312上,第三驱动组件313设置在第四驱动组件314上,通过第二驱动组件312可以驱动第四驱动组件314、第三驱动组件313、取放模块32三者沿y轴方向同步移动,通过第四驱动组件314可以驱动第三驱动组件和取放模块32沿z轴同步移动,即通过第四驱动组件314可以增加取放模块32在z轴方向上的移动距离。可以理解的,根据上述提升取放模块32行程的原理,还可以设置其他的驱动组件来进一步提高取放模块32在z轴方向上的移动距离。当然根据上述提升取放模块32行程的原理,也可以设置相应的驱动组件来进一步提高取放模块32在y轴或x轴方向的移动距离。
55.如图5和图6所示,在一实施例中,取放模块32包括夹爪气缸(定义该夹爪气缸为第二夹爪气缸),第二夹爪气缸安装在第三驱动组件313上,第二夹爪气缸的夹爪可以夹紧电芯实现对电芯的抓取,第二夹爪气缸的夹爪也可以松开电芯以实现向料盘放置电芯。
56.另外,在一实施例中,取放模块32包括多个第二夹爪气缸,各第二夹爪气缸沿y轴方向间隔排布,这样设置可以使取放模块32同时取放多个电芯20,进而提高工作效率。可以理解的,各第二夹爪气缸之间的间距与第一传送组件22上的各存放座222之间的间距匹配。通常情况下,各第二夹爪沿y轴方向等间距排布,第一传送组件22上的各存放座222也沿y轴方向等间距排布,且各第二夹爪气缸之间的间距等于各存放座222之间的间距。
57.如图5至图7所示,为了方便各第二夹爪气缸的定位安装,在一实施例中,电芯取放模组3还包括用于将各第二夹爪气缸与驱动模块31连接起来的连接模块34。连接模块34包括固定板341、导向部342、滑动部343以及限位板344。固定板341和限位板344均固定设置在驱动模块31上,导向部342固定在固定板341上,导向部342的长度方向与y轴方向平行。滑动部343安装在导向部342上,并可以沿着导向部342的长度方向滑动,夹爪气缸设置在滑动部343上,其中,滑动部343的个数为多个,使得每一个夹爪气缸都安装在一个滑动部343。滑动部343和限位板344的其中一者上设有限位孔345,另一者上设有限位柱346,限位柱346位于限位孔345内,限位孔345与限位柱346匹配,以免限位柱346在限位孔345内相对限位板344沿y轴方向移动。组装时,只要将各限位柱346伸入到对应的限位孔345内,便可以完成各第二夹爪气缸之间间距的设定,可以降低组装难度,提高生产效率。
58.具体的,导向部342包括滑轨、滑动部343包括滑块以及设置在滑块上的限位柱346,滑块安装在滑轨上,并可以沿滑轨的长度方向滑动。限位孔345设置在限位板344上,并贯穿限位板344。限位柱346与限位孔345匹配主要是指限位柱346安装在限位孔345内以后,在y轴方向上,限位柱346与限位孔345的孔壁抵触。
59.另外,如图6和7所示,限位孔345可以是长条孔,各限位孔345的长度方向不平行,以便使各限位柱346之间的间距可以调整,进而使各第二夹爪气缸之间的间距可调。
60.料盘暂存模组4
61.如图1和图8所示,在一实施例中,料盘暂存模组4包括移动模块41,移动模块41设置在机台1上,料盘30放置在移动模块41上,移动模块41用于驱动料盘30沿x轴正方向移动,以靠近电芯取放模组3,并停止在合适为位置,使得电芯取放模组3可以将电芯20放置在料盘30内,同时当料盘30内装满电芯20后,移动模块41还可以将料盘30移动至料盘下料模组8处。
62.如图8所示,在一实施例中,移动模块41包括第一移动组件41a、第二移动组件41b、第三移动组件41c,三者沿x轴方向间隔设置在机台1上。工作时,料盘上料模组7用于将第一料盘存放模组5上的料盘30转移至第一移动组件41a上,第一移动组件41a用于驱动料盘30沿x轴正方向移动第二移动组件41b上;第二移动组件41b用于驱动料盘30沿x轴移动至电芯取放模组3处,此时电芯取放模组3可以将电芯20放置在料盘30上,料盘30装满电芯20后,第二移动组件41b能还够驱动料盘30继续沿x轴移动至第三移动组件41c上;第三移动组件41c用于驱动料盘30沿x轴正方向移动至料盘下料模组8处,以便料盘下料模组8能够将第三移动组件41c上的料盘30转移至第二料盘存放模组6上。这样设置可以有效避免料盘30的上料、下料,以及向料盘30上放置电芯20这三个工序产生干涉,使这三个工序可以同时进行,进而可以提高生产效率。
63.在一实施例中,第一移动组件41a、第二移动组件41b、第三移动组件41c均为皮带传动组件,三者可以采用相同的结构设置。以下以第二移动组件41b为例对皮带传动组件进行描述。
64.如图9所示,在一实施例中,第二移动组件41b包括支撑架411、承载板412以及皮带传送机构413,支撑架411固定在机台1上,承载板412和皮带传送机构413均安装在支撑架411上,其中,承载板412用于支撑料盘,皮带传送机构413用于驱动料盘沿x轴方向移动。
65.如图9所示,在一实施例中,支撑架411的个数为两个,二者沿y轴方向间隔固定设
置在机台1上。皮带传送机构413为同步带传送机构,包括电机414、主动轴415、从动轴416、同步轮417以及同步带418。主动轴415的两端两个支撑架411、从动轴416的两端分别与两个支撑架411相接,主动轴415和从动轴416沿x轴方向排布,并且二者均可以相对两个支撑架转动,另外,主动轴415相比于从动轴416更靠近料盘下料模组8。同步轮417的个数为四个,其中两个同步轮417间隔固定在主动轴415上,并可以随主动轴415同步转动,另外两个同步轮417间隔固定在从动轴416上,并可以随从动轴416同步转动。同步带418的个数也为两个,分别与主动轴415上的同步轮417以及从动轴416上的同步轮417配合,组装后,两个同步带418平行。电机414安装在支撑架411上,并与主动轴415相接,用于驱动主动轴415转动。
66.如图9所示,在一实施例中,承载板412从两个同步带418的中空部位内穿过,且承载板412的两端分别与两个支撑架411固定。通过承载板412可以对料盘进行支撑,使第二移动组件41b对料盘30的运送更加平稳。
67.如图9和图10所示,料盘暂存模组4还包括第一伸出模块42、第二伸出模块43、第一挡块44以及第二挡块45,第一伸出模块42和第二伸出模块43均安装在第二移动组件41b承载板412上,二者沿x轴方向间隔排布,且第一伸出模块42更靠近料盘上料模组7,另外,两个伸出模块均位于两个同步带418之间。第一挡块44设置在第一伸出模块42上,第二挡块45设置在第二伸出模块43上。第一伸出模块42用于驱动第一挡块44沿z轴移动,以抵触在放置于所述承载板412上的料盘远离所述第二伸出模块43的一侧,第二伸出模块43用于驱动第二挡块45沿z轴移动,以抵触在放置于所述承载板412上的料盘远离所述第一伸出模块42的一侧。这样便可以使料盘30停止在承载板412上,方便电芯取放模组3向料盘30内放置电芯20。
68.第一伸出模块42具有收缩和伸出两种状态,当第一伸出模块42处于收缩状态时,第一伸出模块42和第一挡块44均位于承载板412用于支撑料盘的表面(定义该表面为支撑面,其中支撑面为平面)的下方,或者于支撑面平齐,以免对料盘30向承载板412上的移动产生干涉;当第一伸出模块42处于伸出状态时,第一伸出模块42驱动第一挡块44向上移动,使第一挡块44凸出支撑面。第二伸出模块43也具有收缩和伸出两种状态,当第二伸出模块43处于收缩状态时,第二伸出模块43和第二挡块45均位于支撑面的下方,或者于支撑面平齐,以免对料盘向承载板412上的移动产生干涉;当第二伸出模块43处于伸出状态时,第一伸出模块42驱动第一挡块44向上移动,使第二挡块45凸出支撑面。
69.初始时,第一伸出模块42处于收缩状态,第二伸出模块43处于伸出状态,当料盘30移动至第二移动组件41b上并与第二挡块45抵触时,料盘30便停止移动,这样即使电机414不停机,也可以使料盘停止在第二移动组件41b上。为了使料盘30停的更稳定,当料盘30与第二挡块45抵触后,第一伸出模块42从收缩状态变为伸出状态,通过对两个挡块之间间距的合适设置,可以使两个挡块分别抵触在料盘30的两侧。当料盘30装满电芯时,两个伸出模块可以同时由伸出状态改变成收缩状态,以便使第二移动组件41b上装满电芯的料盘30向第三移动组件41c移动,并使第一移动组件41a上的空料盘30可以向第二移动组件41b上移动。
70.在一实施例中,第一伸出模块42和第二伸出模块43均为气缸,其中气缸的缸体固定在承载板412上,两个挡块分部安装在两个气缸的活塞上。
71.如图10所示,在一实施例中,料盘暂存模组4还包括第三伸出模块46,第三伸出模块46设置在第一伸出模块42上,第一挡块44固定在第三伸出模块46上,其中,第一伸出模块
42可以驱动第三伸出模块46和第一挡块44沿z轴方向同步运动,第三伸出模块46可以驱动挡块沿x轴方向移动,以改变第一挡块44和第二挡块45之间的间距,使第一伸出模块42和第二伸出模块43可以对不同尺寸的料盘30进行夹紧固定。同时,这样设置也可以更方便第一伸出模块42和第二伸出模块43夹紧料盘30,比如,初始时,第一伸出模块42处于收缩状态、第三伸出模块46处于伸出状态,料盘与第二挡块45接触后第一伸出模块42从收缩状态改变为伸出状态时,此时第一挡块44不与料盘抵触,此时第三伸出模块46由伸出状态改变为收缩状态,使第一挡块44向料盘移动,并最终使第一挡块44和第二挡块45分别抵触在料盘30的两侧。
72.在一实施例中,第三伸出模块46也为气缸,该气缸的缸体固定在承载板412的下表面上,第二伸出模块43设置在该气缸的活塞杆上,其中,承载板412的下表面与支撑面相背设置。
73.如图9所示,在一实施例中,料盘暂存模组4还包括限位块47和推动模块48,限位块47和推动模块48沿y轴间隔设置在第二移动组件41b的承载板412上,料盘30可以从限位块47和推动模块48之间通过,当料盘30移动至限位块47和推动模块48之间时,推动模块48可以对料盘30施力,使其向限位块47处移动,以便使限位块47和推动模块48分别抵触在料盘30的相对的两侧,这样还可以对料盘30进行定位,使电芯20在料盘30上的放置位置更准确。在一实施例中,推动模块48包括一气缸,气缸的缸体固定在支撑架411上,气缸的活塞伸出缸体时可以对料盘30施力,使其朝向限位块47处移动。
74.第一料盘存放模组5
75.如图11和图12所示,在一实施例中,第一料盘存放模组5包括第一挡条51、第二挡条52、料框53以及滚动件54。第一挡条51和第二挡条52沿x轴方向间隔设置在机台1上,二者之间形成一存放空间。料框53用于存放料盘30,料框53可以安装至两个挡条之间(即安装在存放空间内),并可以沿着y轴方向移动。在该实施例中,两个挡条均为矩形板,两个矩形板平行设置。存放空间的长度方向与y轴方向平行,存放空间的宽度方向与x轴方向平行。
76.生产过程中,操作者将装有空料盘30的料框53安装在两个挡条之间,这样料盘上料模组7便可以将料框53内的料盘移送至料盘暂存模组4上,当料框53内的料盘被全部取走后,操作者可以将空料框53从两个挡条之间取走,更换另一放置有料盘的料框53。
77.在一实施例中,滚动件54的个数大于等于两个,分别设置在料框53的两侧,当料盘安装在两个挡条之间后,位于料框53两侧的滚轮分别与两个挡条抵触,即靠近第一挡条51的滚动件54与第一挡条51抵触,靠近第二挡条52的滚动件54与第二挡条52抵触,也即料盘安装在两个挡条之间时各滚动件54分别设置在料框53的x轴方向上的两侧。此时,在x轴方向上,料框53与第一挡条51和第二挡条52均间隔设置。
78.当对料框53施力使其沿y轴方向移动时,各滚动件54均能够转动,且各滚动件54做转动运动的旋转平面均与z轴垂直,这样设置可以减少料框53与两个挡条之间的摩擦力,更方便操作者将料框53放置在机台1的合适位置。在一实施例中,滚动件54为滚动轴承,其个数为四个,其中两个设置在料框53靠近第一挡条51的一侧,另外两个设置在料框53靠近第二挡条52的一侧,四个滚动轴承的转动轴分别穿过一矩形的四个顶点。
79.如图12所示,在一实施例中,料框53包括底板531和设置在底板531四周的侧板532,料盘30可以放置在底板531上,并位于侧板532所围绕的范围内,通过侧板532可以对料
盘进行限位,并可以防止搬运过程中料盘30从底板531上掉落。
80.如图12所示,在一实施例中,第一料盘存放模组5还包括顶升模块55,顶升模块55设置在机台1上,并位于底板531的下方,底板531上设有避让孔533,避让孔533沿z轴方向贯穿底板531,顶升模块55能够从避让孔533处穿过,进而顶升放置在底板531上的料盘,使底板531上的料盘沿z轴方向移动。通过对料盘在z轴方向移动距离的合适设置,可以使料盘上料模组7每一次抓取料盘所下降的高度都相同,有效避免料盘上料模组7与其他人或物产生碰撞。
81.在一实施例中,顶升模块55为电机驱动模块,包括电机、与电机相接的丝杆传动机构以及顶板,其中,电机和丝杆机构安装在机台1上,顶板安装在丝杆机构的螺母上,电机与丝杆机构的丝杆连接,丝杆的长度方向与z轴方向平行,通过电机驱动丝杆转动,便可以驱动顶板向上移动,实现对料盘的顶升。
82.如图13所示,在一实施例中,第一挡条51上设有第一筋条511,第二挡条52上设有第二筋条521,第一筋条511和第二筋条521均用于限制底板531在z轴方向上的位移。当料框53安放在两个挡条之间时,在z轴方向上,底板531位于第一筋条511和机台1之间,并位于第二筋条521与机台1之间,此时料框53沿z轴正方向移动时,底板531便会抵触在在两个筋条上,这样设置可以避免顶升模块55顶升料盘时带动料框53上下晃动。
83.在实际产品中,料框53、两个挡条等也都设置在支撑平台12的上表面,第一料盘存放模组5的顶升模块55设置在支撑平台12的下表面,并位于机架11内。支撑平台12上设有顶升口,顶升口由支撑平台12的上表面贯穿至支撑平台12的下表面,顶升模块55能够依次穿过顶升口、避让孔533,以顶升托起放置在底板531上的料盘。
84.如图13所示,在一实施例中,第一料盘存放模组5还包括定位模块56,定位模块56用于与料框53配合,以限定料框53沿y轴方向的移动。
85.如图13所示,在一实施例中,定位模块56包括第一驱动部561和第一定位部562,其中第一驱动部561安装在机台1上,并位于第一挡条51远离第二挡条52的一侧,第一定位部562安装在第一驱动部561上。料框53靠近第一挡条51的表面设有第一卡口534,第一挡条51上设有第一开口512,第一开口512沿x轴方向贯穿第一挡条51。第一驱动部561能够驱动第一定位部562沿x轴方向移动,进而使第一定位部562从第一开口512处进入存放空间,以置入第一卡口534内,其中,第一定位部562和第一卡口534匹配,这样可以限制料框53沿y轴方向的位移。
86.其中,在一实施例中,第一驱动部561为气缸,第一定位部562位三角卡块,第一卡口534为沿z轴方向贯穿底板531的v形口,v形口在z轴方向上贯穿底板531。气缸的缸体固定第一挡条51上,卡块固定在气缸的活塞上,卡块置入第一卡口534后卡块的两个侧面分别与v形口的两个斜面抵触。
87.如图13所示,在一实施例中,定位模块56还包括第二驱动部563和第二定位部564,第二挡条52上也设有第二开口522,料框53靠近第二挡条52的表面设有第二卡口535,其中,第二驱动部563设置在机台1上,并位于第二挡条52远离第一挡条51的一侧,第二定位部564设置在第二驱动部563上,第二驱动部563用于驱动第二定位部564沿x轴方向移动,以便从第二开口522处伸入存放空间并置入第二卡口535内。在该实施例中,第二驱动部563的结构设置与第一驱动部561相同,第二定位部564的结构设置与第一定位部562相同,第二卡口
535的结构设置与第一卡口534相同,第二开口522的结构设置与第一开口512相同。另外,在该实施例中,由第一挡条51至第二挡条52的方向为x轴负方向,故,使用过程中,实际上是第一驱动部561驱动第一定位部562沿x轴负方向移动以置入第一卡口534内,第二驱动部563驱动第二定位部564沿x轴正方向移动以置入第二卡口535内。
88.如图13所示,在一实施例中,第一料盘存放模组5还包括连接板57和支撑件58,连接板57设置在机台1上,第一挡条51和第二挡条52均设置在连接板57上,料框53放置在两个档条之间的存放空间实际上是放置在连接板57上。连接板57上设有避空位571,顶升模块55穿过从避空位571处穿过连接板57,后可以从底板531的避让孔533处伸入料框53内。连接板57上设有安装孔,支撑件58安装在安装孔内并凸出连接板57,料框53放置在连接板57上时,支撑件58直接与料框53的底板531接触,使底板531与连接板57间隔设置。支撑件58包括支撑部和转动部,其中,支撑部的尺寸与安装孔匹配,使支撑部可以嵌设在安装孔内,转动部可转动地安装在支撑部上,其中转动部相对支撑部做旋转运动的旋转平面可以与y轴平行。料框53放置在连接板57上时直接与转动部抵触,这样推动料框沿y轴方向移动时,转动部可以转动,进而可以减小料框53与支撑件58之间的摩擦力、降低操作者的劳动强度。在一实施例中,支撑部为球座,转动部为滚珠,滚珠安装在球座上以后,可以相对球座万向转动。
89.第二料盘存放模组6
90.另外,第二料盘存放模组6的结构与上述第一料盘存放模组5的结构相同,本发明实施例在此不再对第二料盘存放模组6进行说明。
91.料盘上料模组7
92.如图1和图14所示,在一实施例中,料盘上料模组7包括动力模块71和抓取模块72,其中,动力模块71设置在机台1上,抓取模块72设置在动力模块71上,动力模块71用于驱动抓取模块72沿y轴方向和z轴方向移动。动力模块71包括第一动力组件711和第二动力组件712,其中第一动力组件711设置在机台1上,第二动力组件712设置在第一动力组件711上,抓取模块72设置的第二动力组件712上。第一动力组件711可以驱动第二动力组件712和抓取模块72沿y轴同步移动,第二动力组件712用于驱动抓取模块72沿z轴方向移动。另外,在一实施例中,料盘上料模组7还具有一龙门架,定义该龙门架为第二龙门架73,第二龙门架73固定在机台1上,第一动力组件711安装在第二龙门架73上。
93.工作时,先驱动抓取模块72沿y轴正方向移动可以靠近第一料盘存放模组5,然后再控制抓取模块72沿z轴负方向移动,以使抓取模块72下降到合适的高度,使得抓取模块72能够抓取到料盘30。抓取到料盘30以后再控制抓取模块72沿z轴正方向移动,上升到合适高度后再控制抓取模块72沿y轴负方向移动时可以靠近料盘暂存模组4,然后在控制抓取模块72沿z轴负方向移动,以使抓取模块72下降到合适的高度,使得抓取模块72能够将抓取到料盘30放在料盘暂存模组4上,最后再控制抓取模块72沿z轴正方向移动返回初始位置,这样料盘上料模组7便完成一个料盘30的取放动作。
94.在一实施例中,第一动力组件711为电机驱动组件,电机驱动组件包括电机以及丝杆机构等零部件,电机和丝杆机构的丝杆均安装在第二龙门架上,同时丝杆与电机的主轴相接,第二动力组件712安装在丝杆的机构的螺母上。在一实施例中,第二动力组件712为气缸驱动组件,气缸驱动组件的缸体固定在丝杆机构的螺母上,抓取模块72安装在气缸的活塞杆上。
95.如图14和图15所示,在一实施例中,抓取模块72为吸盘组件,包括安装架721和多个吸盘722,其中,安装架721包括第一安装板723、第二安装板724以及第三安装板725,第一安装板723固定在第二动力组件712的活塞杆上,第二安装板724和第三安装板725沿y轴方向间隔设置在第一安装板723上,吸盘722分别设置在第二安装板724和第三安装板725上。另外,在该实施例中,第二安装板724和第三安装板725分别设置在第二动力组件712的活塞杆的两侧。
96.如图15所示,在一实施例中,第一安装板723上设有第一长条孔726和第二长条孔727,这两个长条孔的长度方向均与y轴方向平行,利用螺栓穿过第一长条孔726与第二安装板724配合便可以将第二安装板724固定在第一安装板723上,比如第二安装板724上设有第一螺纹孔,穿过第一长条孔726的螺栓与第一螺纹孔配合便可以将第二安装板724固定在第一安装板723上。同样的,利用螺栓穿过第二长条孔727与第三安装板725配合便可以将第三安装板725固定在第一安装板723上。在该实施例中,通过第一长条孔726和第二长条孔727的设置,使得第二安装板724和第三安装板725之间的间距可调,从而可以使抓取模块72适应于不同尺寸的料盘。
97.如图15所示,在一实施例中,第二安装板724上还设有第三长条孔728,第三长条孔728的长度方向与x轴平行,吸盘722的连接部设有外螺纹,连接部穿过第三长条孔728,并通过相应的螺母便可以将吸盘722固定在第二安装板724上。在一实施例中,第三长条孔728的个数为两个,这两个第三长条孔728沿x轴方向间隔设置,每一个第三长条孔728处都可以安装一个吸盘722,通过第三长条孔728的设置使得第三安装板725上的两个吸盘722之间的间距可调,从而可以使抓取模块72适应于不同尺寸的料盘。同样的,第四安装板上也可以采用与第三安装板725相同的设置以便使第四安装板上可以安装两个吸盘722,并使这两个吸盘722之间的间距可调。
98.料盘下料模组8
99.在一实施例中,料盘下料模组8的结构与上述料盘上料模组7的结构相同,本发明实施例在此不再对料盘下料模组8进行说明。
100.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
101.可以理解的,上述各实施例中的相关零部件也可以采用其他设置方式进行替换。比如:
102.在其他实施例中,上述各实施例中的动力驱动部分的电机驱动和气缸驱动可以根据实际需求进行互换,同时,电机驱动和气缸驱动也可以替换成液压驱动、电磁铁驱动等。另外,上述各实施例中的丝杆传动机构也可以采用齿轮齿条机构等可以将旋转运动转换为直线运动的机构进行替换。
103.在其他实施例中,上述电芯上料模组2中的第二传送组件23也可以是不属于电芯自动装盘机10的组成部分,即售卖时电芯自动装盘机10不具有第二传送组件23,使用时用户可以根据实际情况在电芯绕卷机和电芯自动装盘机10之间加装相应的第二传送组件23。
104.在其他实施例中,上述电芯取放模组3的连接模块34中的限位孔345和限位柱346的设置位置可以互换,即限位孔345设置在滑动部343上,限位柱346设置的限位板344上。
105.在其他实施例中,上述料盘暂存模组4的第三伸出模块46与第一伸出模块41的位置可以互换,即第三伸出模块46直接设置在承载板412上,第一伸出模块42设置在第三伸出模块46上,第一挡块44直接设置在第一伸出模块42上,即此时第三伸出模块46可以驱动第一伸出模块42和第一挡块44沿x轴同步移动,第一伸出模块42单独驱动第一挡块44沿z轴方向移动。
106.在其他实施例中,上述第一料盘存放模组5中的滚动件54也可以是车轮等可以转动的零部件,且滚动件54的个数也可以根据实际需要设置成其他大于或等于2的值。另外,第一料盘存放模组5中的两个挡条的作用主要是限定料框53在机台1上的放置位置,以方便料盘上料模组7取料,故根据实际情况,两个挡条也可以是沿y轴方向排布,此时二者的长度方向与x轴平行,或者两个挡条的排布方向也可以采用其他设置方式。此外,第一料盘存放模组5中的支撑件58也可以是采用其他设置方式,比如支撑部为一支撑柱,转动部为轴承或者滚轮等等。
107.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
