1.本发明涉及耐火砖技术领域,特别涉及一种耐火砖包装工艺。
背景技术:
2.耐火砖是一种建筑材料砖类,它的属性跟它名字一样“耐火”。它是用耐火黏土或 其他耐火原料烧制成的耐火材料,能够在高温下能经受各种物理化学变化和机械作用。耐 火砖在我们的生活中并不常见,但却在一些和我们生活息息相关的建筑中出现,比如房屋 建筑、窑炉建筑、热工设备等。
3.耐火砖材料一般分为两种:不定型耐火材料和定型耐火材料。定型耐火材料一般指耐火砖,其形状有标准规则,也可以根据需要筑切时临时加工。耐火砖简称火砖,用耐火黏土或其他耐火原料烧制成,淡黄色或带褐色,主要用于砌冶炼炉,能耐1580℃-1770℃的高温,具有一定形状和尺寸的耐火材料。
4.耐火砖的打包工序通常需要多名工人合作完成,需要从一侧将打包的用捆扎带套在硬质管内穿过底座上的管槽,在相对侧将捆扎带连同硬质管从管槽中拉出,然后将硬质管绕过耐火砖垛实现捆扎对砖垛的包围,之后将硬质管取出,并用手提式电动打包机将捆扎带两端熔接,捆装砖垛,但是在实际操作中,捆扎带易于在硬质管中滑落,影响打包进度,降低打包效率。现有的耐火砖现场多为人工包装打包,工作环境恶劣,粉尘大,环境温度高,人工的劳动强度大,效率低打包不一致,且耐火砖产品重量大,成品尺寸小,传统的机械打包方式难度大。
技术实现要素:
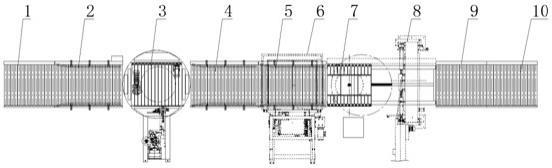
5.鉴于现有技术中耐火砖打包多为人工包装打包,工作环境恶劣,粉尘大,环境温度高,人工的劳动强度大,效率低打包不一致,且耐火砖产品重量大,成品尺寸小,传统的机械打包方式难度大,本发明提供一种耐火砖包装工艺,耐火砖包装系统是针对主要用于砌冶炼炉的耐火砖进行包装的一款自动流水包装线,全自动设备进行打包,易于操作,提高打包效率,成品尺寸一致,且无需多名工人合作完成,工人工作强度小,节约人力物力。
6.为了解决上述技术问题,本发明采用如下技术方案:一种耐火砖包装工艺,包括以下步骤:上货:人工叉车将整垛码好的耐火砖放在上货输送机一上,启动上货输送机一运送整垛耐火砖,整垛耐火砖从上货输送机一运送至上货输送机二后进入下一步;缠膜:经上货输送机二运送至在线缠膜机,当在线缠膜机上的货到位检测装置检测到整垛耐火砖时,在线缠膜机对整垛耐火砖进行缠膜处理;传送货物:整垛耐火砖经缠膜处理后,依次经输送机三和输送机四运送至水平打带机;打包:水平打带机在水平方向捆扎整垛耐火砖;捆扎完毕后,整垛耐火砖经输送机四运送至顶升旋转移栽小车处,再经顶升旋转移栽小车移动至下压穿剑打包机内部进行打
包;出货:打包完毕后,整垛耐火砖经顶升旋转移栽小车移送至出货输送机五处,再经出货输送机六输送至出货位,等待工人将货物运走。
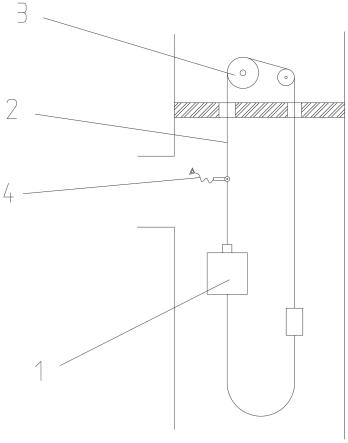
7.进一步,所述上货输送机一包括支架、电机一和滚筒一,所述支架的底部安装有地脚,所述支架(101)的顶部设置有若干根滚筒一,所述电机一放置在支架高度的中部,电机一与滚筒一通过链条连接。
8.进一步,所述滚筒一的一端设置有滚筒链轮,所述滚筒链轮为双排链轮,所述滚筒链轮之间安装有链条,所述滚筒链轮与安装在电机一上的链轮之间安装有链条,电机一通过链条带动两根滚筒一转动,相邻两根滚筒一之间通过链条相连,带动所有滚筒一转动。
9.进一步所述在线缠膜机包括膜架、立柱、转盘、摆臂和回转支承,所述立柱设置在在线缠膜机的一端部,所述膜架通过螺栓连接安装在立柱内部的一个拖板上,拖板通过滑块固定在立柱上,立柱内部的电机通过链条提升拖板,带动膜架在立柱处上升与或下降。
10.在立柱靠近膜架的一侧设置摆臂,所述摆臂固定在立杆上,所述摆臂的一端安装有加热丝和毛刷;在加热丝和毛刷远离摆臂的一侧安装有转盘,所述转盘的底部设置有滚筒电机和转盘电机,所述转盘电机固定在转盘上方,转盘电机齿轮通过轴下伸到转盘下,转盘与安装在转盘下面的回转支承的内圈固定,回转支承的外齿圈通过螺栓与在线缠膜机的底盘固定,并与转盘电机齿轮啮合,所述滚筒电机与输送滚筒链条连接,所述转盘的一侧设置有夹膜机构。
11.在线缠膜机既能有效提高包装档次,又能防止货物在搬运过程中发生损坏,并起到防尘、防潮和保洁的作用。
12.进一步,所述水平打带机包括升降电机、储带仓和打包机头,所述升降电机的转轴处套接有升降电机轴,所述升降电机轴通过链轮链条带动打包机头升降,所述打包机头的一侧通过螺栓固定有储带仓,所述储带仓的一侧通过螺栓固定有带盘,所述打包机头的一侧设置有机头进带口,升降电机与升降电机轴直连,通过升降电机轴带动打包机头的上升或下降,所述打包机头与带槽通过螺栓与升降电机连接为一体。
13.通过上述技术方案,打包机头的两侧装有滚轮,机架内侧装有竖直方向的方形导轨,滚筒与方形导轨接触,从而使打包机头可以沿方形导轨进行上下方向的移动,打包机头两侧装有与链条连接的l形连接支架,链条通过连接螺栓与打包机头连接,装在机架顶部的升降电机通过带动链轮转动,从而牵引链条实现打包机头的升降;水平打带机对包装件先打平行两道,后打垂直两道捆扎,实现无人化全自动,性价比高,节约人力物力。
14.进一步,所述顶升旋转移栽小车包括移栽机构,所述移栽机构包括滚轮一和电机三,滚轮一安装于顶升旋转移栽小车底盘下表面,电机三安装于底座导轨的上表面;所述顶升旋转移栽小车包括顶升机构,所述顶升机构包括若干个液压缸,所述液压缸的活塞杆与安装板下表面连接;所述顶升旋转移栽小车包括旋转机构,所述旋转机构包括外齿回转支承、电机四和旋转台,所述电机四输出端包括第二齿轮,所述外齿回转支承的外齿圈安装在安装板上表面,外齿回转支承的内圈上表面与旋转台下表面固定连接。
15.本发明中顶升旋转移栽小车将移栽、顶升、旋转和输送功能集于一体,减少了空间
的占用,集成化程度高,完全实现自动化。
16.进一步,所述下压穿剑打包机包括升降电机一、升降主动齿轮、打包机头一和储带机构,所述升降电机一与升降主动齿轮传动连接,所述升降电机一通过螺栓固定于打包机头一上方,所述打包机头一的两侧均设置有固定杆,所述固定杆上固定安装有带道,所述带道的一侧通过螺栓安装有穿剑带槽箱,所述穿剑带槽箱中设置有穿剑带槽,所述穿剑带槽箱的一侧安装有储带机构,所述储带机构通过螺栓固定连接有带盘一。
17.通过上述技术方案,下压剑打包机对包装件进行竖直方向捆扎,该设备实现无人化全自动,性价比高,且具有外形美观、捆扎力紧、故障少、维修方便,适用货物高度范围广等有点。
18.进一步,上货输送机一、上货输送机二、输送机三、输送机四、出货输送机五以及出货输送机六的结构均相同。
19.输送线三是缓存工位,输送线四是打包机下方的工位,货物输送到输送线四后水平打包机就可以打包,输送线五是出货的待存工位,输送线六是叉车下货的工位。
20.进一步,夹膜机构底部连接有气缸。
21.与现有技术相比,本发明具有的有益效果为:1、本发明主要用于耐火砖包装的一款自动流水包装线,整条线的包装流程:人工叉车将整垛码好的耐火砖放在上货位输送机上,然后输送线依次缓存输送机往后输送至缠膜机进行缠膜、输送至水平打带位进行打带、输送至垂直打带位配合顶升旋转移栽小车进行两面多道进行打带,最后通过小车将整垛码好的耐火砖输送至出货位等待人工叉车运走,整个包装完成后可以将整垛码垛好的耐火砖紧固的固定在托盘上。整条线操作方便,载重大,稳定性高,将整垛码垛好的耐火砖紧固的固定在托盘上,在运输过程中避免了耐火砖的散落。
22.2、本发明使用全自动设备进行打包,易于操作,提高打包效率,成品尺寸一致,且无需多名工人合作完成,工人工作强度小,节约人力物力。
附图说明
23.图1是本发明工艺图;图2是本发明上货传输机一的正视图;图3是本发明上货传输机一的侧视图;图4是本发明上货传输机一的俯视图;图5是本发明在线缠膜机结构示意图;图6是本发明在线缠膜机的俯视图;图7是本发明水平打带机正视图;图8是本发明水平打带机侧视图;图9是本发明水平打带机俯视图;图10是本发明顶升旋转移栽小车结构示意图;图11是本发明顶升旋转移栽小车旋转结构示意图;图12是本发明顶升旋转移栽小车驱动旋转的结构示意图;图13是本发明下压穿剑打包机结构示意图。
24.其中,1、上货输送机一;101、支架;102、滚筒链轮;103、链条;104、电机一;105、链轮;106、滚筒一;107、地脚;2、上货输送机二;3、在线缠膜机;301、膜架;302、立柱;303、转盘;304、摆臂;305、回转支承;306、输送滚筒;307、滚筒电机;308、转盘电机;309、夹膜机构;3010、加热丝;3011、毛刷;4、输送机三;5、输送机四;6、水平打带机;601、升降电机;602、升降电机轴;603、带盘;604、储带仓;605、机头进带口;606、打包机头;607、带槽;7、顶升旋转移栽小车;701、移栽机构;702、顶升机构;703、旋转机构;704、导轨;705、齿条;706、安装板;70101、滚轮一;70102、电机三;70201、液压缸;70301、外齿回转支承;70302、电机四;70303、第二齿轮;70304、旋转台;8、下压穿剑打包机;801、升降电机一;802、升降主动齿轮;803、齿条;804、带道;805、穿剑带槽;806、穿剑带槽箱;807、储带机构;808、带盘一;809、打包机头一;9、出货输送机五;10、出货输送机六。
具体实施方式
25.为了本发明的技术方案和有益效果更加清楚明白,下面结合具体实施例对本发明进行进一步的详细说明。
26.本发明实施例公开一种耐火砖包装工艺。
27.参照图1-图13,一种耐火砖包装工艺,包括以下步骤:上货:人工叉车将整垛码好的耐火砖放在上货输送机一1上,输送机自动检测到货物后,上货输送机一1上的电机一104启动,滚筒一106的一端设置有滚筒链轮102,所述滚筒链轮102为双排链轮,所述滚筒链轮102之间安装有链条103,所述滚筒链轮102与安装在电机一104上的链轮105之间安装有链条103,电机一104通过链条103带动两根滚筒一106转动,相邻两根滚筒一106之间通过链条103相连,带动所有滚筒一106转动,达到运送整垛耐火砖的目的,整垛耐火砖从上货输送机一1运送至上货输送机二2后进入下一步;缠膜:整垛耐火砖经上货输送机二2运送至在线缠膜机3上,在线缠膜机3上的货到位光电检测检测到货物后,滚筒电机307停止,从而能将整垛耐火砖停在转盘303的中心位置,转盘电机308通过安装在轴上的齿轮与回转支承305啮合,从而带动转盘303转动,由于夹膜机构309处已将膜夹住,所以转盘303转动同时,膜被拉紧,从而触动膜架301上的送膜开关,进行送膜,膜架301在立柱302内电机的带动下,向上运动,从而实现缠绕膜螺旋状包装在货物表面,膜架301到达货物顶部后转为向下移动,与第一次包装行程交织缠绕,膜架301到达下限后,缠绕一定圈数的膜后,夹膜机构309松开膜,并且夹膜机构309通过气缸带动下向下收缩至转盘303内,缠绕的最后一圈转盘303旋转至原点位置停止,摆臂304逆时针摆动,同时夹膜机构309在气缸带动下向上伸出转盘303并将缠绕膜夹住,摆臂304上的加热丝3010将膜烫断,摆臂304向前推出,通过毛刷3011将断膜推到货物侧面靠薄膜粘性粘住;滚筒电机307重新启动,使输送滚筒306转动,将货物送出,摆臂304顺时针旋转复位回位置,
一次包膜完成;传送货物:整垛耐火砖被缠膜处理后,货物通过转盘303上的输送滚筒306被送至输送机三4,经输送机三4和输送机四5被运送至水平打带机6;打包:带盘603中的打包带经储带仓604中的电机带动储存一定量打包带在储带仓604中,储带仓604中的打包带通过机头进带口605传入打包机头606中;当货物到达打包位后,带槽607在升降电机601链轮的带动下向下移动到设定的打包高度,打包机头606内部摩擦轮转动,将打包带送出,打包带经带槽607后穿入打包机头606并将打包带头压紧,打包机头606在电机带动下,沿水平方向移动与货物上部接触后停止,打包机头606摩擦轮反转,将打包带收紧粘合断带,打包机头606退回,经在升降电机601链轮的带动向上移动至上限,完成在整垛耐火砖水平方向捆扎,一次打包完成;整垛耐火砖在水平方向被捆扎完毕后经输送机四5将整垛耐火砖运送至顶升旋转移栽小车7处;顶升旋转移栽小车7通过顶升旋转移栽小车7底部安装有电机三70102,电机三70102带动滚轮一70101滚动,从而带动小车上部的旋转台70304移动至旋转台70304,移动至旋转台70304处时,液压缸70201将货物顶起,同时外齿回转支承70301咬合第二齿轮70303通过电机四70302转动带动整个旋转台70304顺时针旋转90度,升降和旋转到位后,整垛耐火砖移动至下压穿剑打包机8内部进行打包;整垛耐火砖被移动至下压穿剑打包机8内部进行打包,带盘一808中的打包带存储于储带机构807中,储带机构807中的打包带由外部直接连接到打包机头一809中,货物到达打包工位后,穿剑带槽805在穿剑带槽箱806中由电机带动伸出与左侧带道相连,打包机头一809内部摩擦轮转动,将打包带送出,打包带经带道804穿过穿剑带槽805后穿入打包机头一809并将打包带头压紧,打包机头一809在升降电机一801和升降主动齿轮802的带动下,沿齿条803下降到打包机头一809与货物上部接触后停止,打包机头一809摩擦轮反转,将打包带收紧粘合断带,打包机头一809上升至上限位,穿剑带槽805收回至穿剑带槽仓,一次打带完成;整垛耐火砖被下压穿剑打包机8打包完成后,整垛耐火砖被送至输送线5出货的待存工位上,后整垛耐火砖经输送线5被送至输送线6处,输送线6是叉车下货的工位,最后整垛耐火砖经人工被运走。
28.应当理解,此处所描述的具体实施方式仅用于理解本发明,并不用于限定本发明,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。