1.本发明涉及铸造模具技术领域,具体为一种钛合金锻件锻前环、饼加工模具。
背景技术:
2.钛合金指的是多种用钛与其他金属制成的合金金属,主要是发展航空发动机用的高温钛合金和机体用的结构钛合金,钛合金铸造过程中可以使用小时铸造法,消失模铸造是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。
3.目前在钛合金锻件锻前环、饼加工时采用的都是单一的环进行普通浇铸铸造生产效率较低,且每次只能生产数量较少。
技术实现要素:
4.本发明的目的在于提供一种钛合金锻件锻前环、饼加工模具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种钛合金锻件锻前环、饼加工模具,包括圆环模具和圆饼模具,所述圆环模具和圆饼模具均包括引导架、连接引流柱、浇铸口连接块和排气口连接块,所述连接引流柱、浇铸口连接块和排气口连接块分别和引导架固定连接,所述连接引流柱设置有多个,所述浇铸口连接块和排气口连接块分别位于引导架对角线两端,所述引导架为矩形结构,所述引导架截面为圆形,位于圆环模具的所述引导架内部通过连接引流柱固定连接有铸造环,所述铸造环之间通过连接引流柱固定连接,位于圆饼模具的所述引导架内部设置有辅助引导柱,所述辅助引导柱两端分别与引导架两相对边中点固定连接,所述引导架通过连接引流柱固定连接有铸造饼,所述铸造饼通过连接引流柱与辅助引导柱固定连接。
6.更进一步地,所述连接引流柱、引导架和铸造环之间通过焊接固定,所述连接引流柱、引导架和铸造饼之间通过焊接固定,所述辅助引导柱和引导架之间通过焊接固定。
7.钛合金锻件锻前环、饼加工模具的铸造方式,该铸造方式分为以下步骤:
8.s1:根据需要使用的钛合金锻件锻前环、饼的尺寸利用车床加工出多个样件形式的铸造环和铸造饼,并使其利用焊接方式与连接引流柱、引导架和辅助引导柱固定连接得到两套基础模具;
9.s2:准备两套方形模具盒和并以7:20的水和石膏粉比例调制模具石膏泥浆,先分别将方形模具和放置5厘米厚石膏泥浆,将其表面涂抹平整自然晾干,晾干后将两套基础模具放置在其正中央位置,记录其分界面位置以及基础模具厚度并标记5厘米处,并往方形基础模具和内部再填装基础模具厚度加上7厘米的石膏泥浆将表面进行平整化处理,静置一段时间;
10.s3:待石膏泥浆静置至定形且为完全固定时,利用线锯对5厘米处上方半个基础模
具厚度处进行平整切割,并将上方石膏取出,随后将两套基础模具分别缓慢取出取并保证石膏不掉落;
11.s4:将取出的顶部石膏板对着模具的浇铸口连接块处以及排气口连接块处利用开孔机进行等直径开孔并在浇铸口连接块处顶部开设浇铸口,将分割成两块的石膏模具进行打磨修正由此制作出泡沫浇铸模具;
12.s5:将聚苯乙烯颗粒、苯、污水乙醇、乙二醇乙醚、和发泡助剂分别以3:1:4:1.5:0.5的比例加入预发泡罐中对其进行预发泡处理,将预发泡完全的泡沫通过浇铸的手法浇铸到泡沫浇铸模具中,待泡沫发泡完全将其取出得到两套消失浇铸泡沫模具分别对应圆环和圆饼的铸造;
13.s6:将消失浇铸泡沫模具外的外表涂装好防火涂料后静置3-5小时,待防护涂料干燥完全,将其放置在预先填有一定量的细沙的浇铸池中并在浇铸口连接块对应的位置和排气口连接块对应为设置浇铸管和排气管,然后将细沙填满浇铸池并将浇铸管和排气管取出设置浇铸口;
14.s7:将整个浇铸池进行轻微的震动保证消失浇铸泡沫模具在细沙中位置固定,随后将液态钛合金熔液在负压状态下倾倒在浇铸口处,浇铸过程中使得液态钛合金熔液将聚苯乙烯泡沫替代,浇铸完毕后静置一段时间;
15.s8:将细沙清理,清理掉浇铸口,并通过工具将铸造环和铸造饼对应位置成型的浇铸环和浇铸饼取出并打磨切断处。
16.更进一步地,所述s2步骤中的石膏粉添加有5%的石膏加强剂。
17.更进一步地,所述s5步骤中将消失浇铸泡沫模具的浇铸口处泡沫切除一部分保留长度与浇铸口连接块长度一致。
18.更进一步地,所述s7步骤中的负压状态下铸造是在浇铸池地下安装有真空机对其进行吸真空操作。
19.与现有技术相比,本发明的有益效果是:
20.(1)、该钛合金锻件锻前环、饼加工模具,通过先利用机床精确加工钛合金环、饼的尺寸,反向制作泡沫模具,利用泡沫模具制造消失铸造模具,利用制造消失铸造模具进行钛合金环、饼的铸造,实现了通过制造易生产成型的泡沫消失铸造模具进行直接浇铸,相较与普通铸造很大程度上缩减铸造周期,提高生产效率了。
21.(2)、该钛合金锻件锻前环、饼加工模具,通过车床一次性加工多个相同尺寸的原始铸造环和铸造饼,并通过连接引流柱和引导架焊接,能够根据需要增加减少模具上环、饼的数目,实现了一次性对多个钛合金环、饼的铸造并可根据需求灵活调整。
附图说明
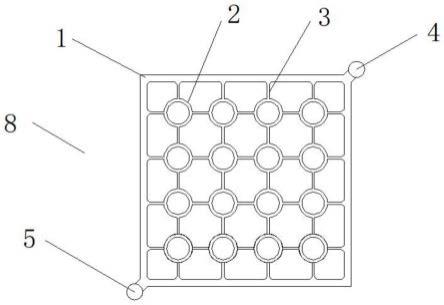
22.图1为本发明的铸造环模具俯视结构示意图;
23.图2为本发明的铸造环模具主视剖面结构示意图;
24.图3为本发明的铸造饼模具俯视结构示意图;
25.图4为本发明的铸造饼模具主视剖面结构示意图。
26.图中:1、引导架;2、铸造环;3、连接引流柱;4、浇铸口连接块;5、排气口连接块;6、铸造饼;7、辅助引导柱;8、圆环模具;9、圆饼模具。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.需要说明的是,在本发明的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,并不是指示或暗示所指的装置或元件所必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.此外,应当理解,为了便于描述,附图中所示出的各个部件的尺寸并不按照实际的比例关系绘制,例如某些层的厚度或宽度可以相对于其他层有所夸大。
30.应注意的是,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义或说明,则在随后的附图的说明中将不需要再对其进行进一步的具体讨论和描述。
31.如图1-4所示,本发明提供一种技术方案:一种钛合金锻件锻前环、饼加工模具,包括圆环模具8和圆饼模具9,圆环模具8和圆饼模具9均包括引导架1、连接引流柱3、浇铸口连接块4和排气口连接块5,连接引流柱3、浇铸口连接块4和排气口连接块5分别和引导架1固定连接,连接引流柱3设置有多个,浇铸口连接块4和排气口连接块5分别位于引导架1对角线两端,引导架1为矩形结构,引导架1截面为圆形,位于圆环模具8的引导架1内部通过连接引流柱3固定连接有铸造环2,铸造环2之间通过连接引流柱3固定连接,位于圆饼模具9的引导架1内部设置有辅助引导柱7,辅助引导柱7两端分别与引导架1两相对边中点固定连接,引导架1通过连接引流柱3固定连接有铸造饼6,铸造饼6通过连接引流柱3与辅助引导柱7固定连接,连接引流柱3、引导架1和铸造环2之间通过焊接固定,连接引流柱3、引导架1和铸造饼6之间通过焊接固定,辅助引导柱7和引导架1之间通过焊接固定。
32.钛合金锻件锻前环、饼加工模具的铸造方式,该铸造方式分为以下步骤:
33.s1:根据需要使用的钛合金锻件锻前环、饼的尺寸利用车床加工出多个样件形式的铸造环2和铸造饼6,并使其利用焊接方式与连接引流柱3、引导架1和辅助引导柱7固定连接得到两套基础模具;
34.s2:准备两套方形模具盒和并以7:20的水和石膏粉比例调制模具石膏泥浆,先分别将方形模具和放置5厘米厚石膏泥浆,将其表面涂抹平整自然晾干,晾干后将两套基础模具放置在其正中央位置,记录其分界面位置以及基础模具厚度并标记5厘米处,并往方形基础模具和内部再填装基础模具厚度加上7厘米的石膏泥浆将表面进行平整化处理,静置一段时间;
35.s3:待石膏泥浆静置至定形且为完全固定时,利用线锯对5厘米处上方半个基础模具厚度处进行平整切割,并将上方石膏取出,随后将两套基础模具分别缓慢取出取并保证石膏不掉落;
36.s4:将取出的顶部石膏板对着模具的浇铸口连接块4处以及排气口连接块5处利用开孔机进行等直径开孔并在浇铸口连接块4处顶部开设浇铸口,将分割成两块的石膏模具进行打磨修正由此制作出泡沫浇铸模具;
37.s5:将聚苯乙烯颗粒、苯、污水乙醇、乙二醇乙醚、和发泡助剂分别以3:1:4:1.5:0.5的比例加入预发泡罐中对其进行预发泡处理,将预发泡完全的泡沫通过浇铸的手法浇铸到泡沫浇铸模具中,待泡沫发泡完全将其取出得到两套消失浇铸泡沫模具分别对应圆环和圆饼的铸造;
38.s6:将消失浇铸泡沫模具外的外表涂装好防火涂料后静置3-5小时,待防护涂料干燥完全,将其放置在预先填有一定量的细沙的浇铸池中并在浇铸口连接块4对应的位置和排气口连接块5对应为设置浇铸管和排气管,然后将细沙填满浇铸池并将浇铸管和排气管取出设置浇铸口;
39.s7:将整个浇铸池进行轻微的震动保证消失浇铸泡沫模具在细沙中位置固定,随后将液态钛合金熔液在负压状态下倾倒在浇铸口处,浇铸过程中使得液态钛合金熔液将聚苯乙烯泡沫替代,浇铸完毕后静置一段时间;
40.s8:将细沙清理,清理掉浇铸口,并通过工具将铸造环2和铸造饼6对应位置成型的浇铸环和浇铸饼取出并打磨切断处。
41.s2步骤中的石膏粉添加有5%的石膏加强剂。
42.s5步骤中将消失浇铸泡沫模具的浇铸口处泡沫切除一部分保留长度与浇铸口连接块4长度一致。
43.s7步骤中的负压状态下铸造是在浇铸池地下安装有真空机对其进行吸真空操作。
44.工作原理:通过车床一次性加工多个相同尺寸的原始铸造环2和铸造饼6,并通过连接引流柱3和引导架1焊接,能够根据需要增加减少模具上环、饼的数目,连接引流柱3、引导架1和辅助引导柱7在进行模具制造时成为浇铸液的流通道路。
45.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。