1.本发明涉及刀具管理设备技术领域,尤其涉及一种自动化配刀设备及配刀方法。
背景技术:
2.pcb板在钻孔过程中需要钻机使用不同规格型号的刀具,以加工不同直径和质量要求的孔,由于不同直径的孔加工频率存在差异,使得不同规格型号的刀具所需数量差距较大。现有解决该问题的方法是由人工进行统计,刀具的储备量和取用过程高度依赖于仓管人员的经验,存在差错率,例如发货错误或者混料,导致加工产品批量报废,同时人工仓库管理应对突发情况能力不足,需要较大的刀具安全库存才能够满足对刀具需求量不断变化的要求。因此,亟需一种自动化配刀设备及配刀方法,以解决上述问题。
技术实现要素:
3.本发明的一个目的在于:提供一种自动化配刀设备及配刀方法,通过第一机械手从料盒缓存库抓取所需规格和所需数量的刀具下一工位,提高配刀的准确度,降低配刀错误概率。
4.为达此目的,本发明采用以下技术方案:
5.第一方面,提供一种自动化配刀设备,包括:
6.机台;
7.料盒缓存库,安装于所述机台上,所述料盒缓存库用于缓存装有刀具的供料料盒;
8.料盒过渡台,绕竖直轴线转动安装于所述机台上并位于所述料盒缓存库的下游,所述料盒过渡台上设置有左料盒过渡位和右料盒过渡位;
9.第一机械手,设置于所述机台上,所述第一机械手用于在所述料盒缓存库与所述左料盒过渡位之间转移所述供料料盒;
10.空盒转移机构,设置于所述机台上,所述空盒转移机构用于提供空载的配备料盒并将装配预设数量刀具后的所述配备料盒转移至钻机;
11.配刀转移机构,设置于所述料盒过渡台与所述空盒转移机构之间,所述配刀转移机构用于将所述右料盒过渡位上的刀具从所述供料料盒取出并转移至所述空盒转移机构上的所述配备料盒。
12.作为一种可选的技术方案,所述空盒转移机构包括:
13.空盒缓存库,用于提供所述配备料盒;
14.配刀过渡台,绕竖直轴线转动安装于所述机台上并位于所述料盒过渡台与所述空盒缓存库之间,所述配刀过渡台上设置有左配刀过渡位和右配刀过渡位;
15.出库模组,设置于所述配刀过渡台的下游;
16.第二机械手,位于所述配刀过渡台与所述空盒缓存库之间,所述第二机械手能够将所述空盒缓存库上的所述配备料盒转移至所述右配刀过渡位上。
17.作为一种可选的技术方案,所述配刀转移机构包括:
18.中转过渡台,绕竖直轴线转动安装于所述机台上并位于所述料盒过渡台与所述配刀过渡台之间,所述中转过渡台上设置有左中转过渡位和右中转过渡位;
19.第三机械手,位于所述料盒过渡台与所述中转过渡台之间,所述第三机械手用于将所述右料盒过渡位上的刀具转移至所述左中转过渡位;
20.第四机械手,位于所述中转过渡台与所述配刀过渡台之间,所述第四机械手用于将所述右中转过渡位上的刀具转移至所述左配刀过渡位上的所述配备料盒。
21.作为一种可选的技术方案,所述料盒缓存库的上游还设置有入库模组,所述入库模组用于缓存上一工位提供的所述供料料盒,所述第一机械手能够将所述入库模组上的所述供料料盒转移至所述料盒缓存库内。
22.第二方面,提供一种配刀方法,所述配刀方法采用如上所述的自动化配刀设备实施,所述配刀方法包括以下步骤:
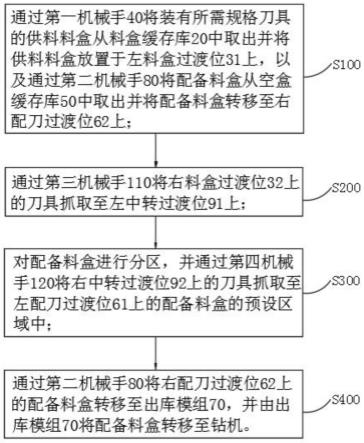
23.s100、通过所述第一机械手将装有所需规格刀具的所述供料料盒从所述料盒缓存库中取出并将所述供料料盒放置于所述左料盒过渡位上,以及通过第二机械手将所述配备料盒从空盒缓存库中取出并将所述配备料盒转移至右配刀过渡位上;
24.s200、通过第三机械手将所述右料盒过渡位上的刀具抓取至左中转过渡位上;
25.s300、对所述配备料盒进行分区,并通过第四机械手将右中转过渡位上的刀具抓取至左配刀过渡位上的所述配备料盒的预设区域中;
26.s400、通过所述第二机械手将所述右配刀过渡位上的所述配备料盒转移至出库模组,并由所述出库模组将所述配备料盒转移至钻机。
27.作为一种可选的技术方案,在所述步骤s100之前,还包括步骤:s001、控制系统发出补充刀具信号,外界根据补充刀具信号提供所需规格和所需数量,所需规格和所需数量的刀具放在所述供料料盒上运输至入库模组上,所述入库模组上的标签识别装置识别所述供料料盒,确认无误后通过所述第一机械手将所述供料料盒转移至所述料盒缓存库上的入库位置。
28.作为一种可选的技术方案,在所述步骤s001之后还包括步骤:s002、所述控制系统获取钻机发出的订单信息,并将所述订单信息与位于所述料盒缓存库内的刀具进行比对,若所需规格的刀具满足数量要求,则进行所述步骤s100,若所需规格的刀具不能够满足数量要求,则返回步骤s001。
29.作为一种可选的技术方案,在所述步骤s200之前,还包括步骤:s003、通过所述料盒过渡台上的标签识别装置识别所述供料料盒上的标签信息,判断所述供料料盒上的刀具是否为所需规格,若所述供料料盒上的刀具为所需规格,则进行步骤s200,若所述供料料盒上的刀具不是所需规格,则由所述第一机械手将所述供料料盒抓取并放回至所述料盒缓存库的原位置。
30.作为一种可选的技术方案,所述左中转过渡位设置为两个,所述步骤s200具体为:获取所述第三机械手的最大抓取量c、所述配备料盒的数量a以及每个所述配备料盒容纳刀具的数量b,若a
×
b≤c,则进行步骤s201,若c≤a
×
b≤2
×
c,则进行步骤s202,若2
×
c≤a
×
b,则进行步骤s203;
31.所述步骤s201为:所述第三机械手从所述右料盒过渡位上抓取n支刀具并将n支刀具平分放置于两个所述左中转过渡位上,其中n=a
×
b;
32.所述步骤s202为:所述第三机械手先从所述料盒过渡位上抓取m支刀具放置于其中一个所述左中转过渡位上,并返回所述料盒过渡位再次抓取m支刀具放置于另一个所述左中转过渡位上,其中m=a
×b÷
2;
33.所述步骤s203为:所述第三机械手先从所述料盒过渡位上抓取c支刀具放置于其中一个所述左中转过渡位上,再返回所述料盒过渡位第二次抓取c支刀具放置于另一个所述左中转过渡位上,剩余数量l,其中l=a
×
b-2
×
c,若l≤c,则返回所述步骤s201,若c≤l≤2
×
c,则返回所述步骤s202,若2
×
c≤l,则重复所述步骤s203。
34.作为一种可选的技术方案,所述第四机械手上设置有用于吸附刀具的吸附孔,所述吸附孔设置有a行且每行有b个,所述配备料盒上设置有用于容纳刀具的容纳孔,所述容纳孔设置有m行且每行有n个,其中m>a,n>b,每个所述配备料盒需要装配k支刀具,k≤m
×
n若m=a
×
z,且z为正整数,则进行步骤s301,若m=z
×
a p,z和p均为正整数,则进行步骤s302;
35.所述步骤s301为:将所述配备料盒分为z个区域,每个区域上的容纳孔为a行,每行n个,所述第四机械手带动刀具移动至对应区域的正上方,所述第四机械手上的吸附孔与对应区域上的容纳孔一一对齐,若k=h1
×
a,h1为正整数,则对应区域中的每行放置h1个刀具,若k=h1
×
a t1,h1和t1均为正整数,则对应区域中的前t1行放置h1 1个刀具,后a-t1行放置h1个刀具;
36.所述步骤s302为:将所述配备料盒分为z 1个区域,每个前z个区域上的容纳孔为a行,每行n个,最后一个区域上的容纳孔为p行,每行n个,所述第四机械手带动刀具移动至对应区域的正上方,所述第四机械手上的吸附孔与对应区域上的容纳孔一一对齐,对于前z个区域,若k=h2
×
a,h2为正整数,则对应区域中的每行放置h2个刀具,若k=h2
×
a t2,h2和t2均为正整数,则对应区域中的前t2行放置h2 1个刀具,后a-t2行放置h2个刀具,对于最后一个区域,该区域上设置的容纳孔为p行,每行n个,所述第四机械手带动刀具移动至对应区域的正上方,所述第四机械手上的吸附孔与对应区域上的容纳孔一一对齐,先将所需数量的刀具放置于第一行,当第一行的容纳孔放满刀具后再将所需数量的刀具放置于后一行,直至放满k支刀具。
37.本发明的有益效果在于:
38.本发明提供的自动化配刀设备包括机台、料盒缓存库、料盒过渡台、第一机械手、空盒转移机构以及配刀转移机构,当需要进行配刀时,空盒转移机构提供空载的配备料盒,同时第一机械手从料盒缓存库中取出装有所需规格刀具的供料料盒并将其放置于左料盒过渡位上,料盒过渡台转动180度,左料盒过渡位和右料盒过渡位的位置互换,所需规格刀具和供料料盒跟随转动180度,配刀转移机构再从供料料盒中取出所需数量的刀具至空盒转移机构的配备料盒上,若已满足配刀需求,则空盒转移机构将该配备料盒转移至钻机,若还需要配备另一规格刀具,则第一机械手再次从料盒缓存库中取出装有所需规格刀具,直到满足配刀需求。本发明采用自动化配刀设备进行配刀,能够提高配刀的准确度和配刀效率,降低配刀错误概率。
39.本发明还提供配刀方法,该配刀方法采用如上的自动化配刀设备实施,对刀具的配备步骤进行设定,能够提高配刀准确度和配刀效率,降低配刀错误概率。
附图说明
40.下面根据附图和实施例对本发明作进一步详细说明;
41.图1为实施例所述的自动化配刀设备的俯视图;
42.图2为图1中a位置的局部放大图;
43.图3为图1中b位置的局部放大图;
44.图4为实施例所述的配刀方法的流程图。
45.图中:
46.10、机台;20、料盒缓存库;30、料盒过渡台;31、左料盒过渡位;32、右料盒过渡位;40、第一机械手;50、空盒缓存库;60、配刀过渡台;61、左配刀过渡位;62、右配刀过渡位;70、出库模组;80、第二机械手;90、中转过渡台;91、左中转过渡位;92、右中转过渡位;110、第三机械手;120、第四机械手;130、入库模组。
具体实施方式
47.为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本发明实施例的技术方案作进一步的详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.在本说明书的描述中,参考术语“一实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
49.在本说明书的描述中,各种形式的流程,重新排序、增加或删除步骤。例如本发明中记载的各步骤可以并行地执行,也可以顺序地执行,也可以不同的次序执行,只要能够实现本发明的技术方案所期望的结果,本文在此不进行限制。
50.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
51.如图1至图3所示,本实施例提供一种自动化配刀设备,该自动化配刀设备包括机台10、料盒缓存库20、料盒过渡台30、第一机械手40、空盒转移机构以及配刀转移机构,料盒缓存库20,安装于机台10上,料盒缓存库20用于缓存装有刀具的供料料盒;料盒过渡台30绕竖直轴线转动安装于机台10上并位于料盒缓存库20的下游,料盒过渡台30上设置有左料盒过渡位31和右料盒过渡位32;第一机械手40设置于机台10上,第一机械手40用于在料盒缓存库20与左料盒过渡位31之间转移供料料盒;空盒转移机构设置于机台10上,空盒转移机构用于提供空载的配备料盒并将装配预设数量刀具后的配备料盒转移至钻机;配刀转移机构设置于料盒过渡台30与空盒转移机构之间,配刀转移机构用于将右料盒过渡位32上的刀具从供料料盒取出并转移至空盒转移机构上的配备料盒。
52.供料料盒存放若干个规格相同的刀具,不同的供料料盒可装上不同规格的刀具,pcb板通过钻机进行钻孔,由于pcb板在钻孔过程中需要钻机使用不同规格型号的刀具,因此钻机需要配备不同规格的刀具,每种规格的刀具的所需数量需要根据实际需求进行配备,因此从不同的供料料盒中取出一定数量的刀具放置于配备料盒上,以方便钻机取用。
53.具体的,若只需要配备一种规格的刀具时,空盒转移机构提供空载的配备料盒,同时第一机械手40从料盒缓存库20中取出装有所需规格刀具的供料料盒并将其放置于左料
盒过渡位31上,料盒过渡台30转动180度,左料盒过渡位31和右料盒过渡位32的位置互换,所需规格刀具和供料料盒跟随转动180度,配刀转移机构从供料料盒中取出所需数量的刀具至空盒转移机构的配备料盒上,空盒转移机构将装有所需数量刀具的配备料盒转移至钻机;若需要配备两种以上规格的刀具时,例如两种规格的刀具,当配备完其中一种规格的刀具时,第一机械手40可将前一个供料料盒从左料盒过渡位31上取走并放回料盒缓存库20的原位置,且第一机械手40再次从料盒缓存库20中取出装有另一规格的刀具的供料料盒,并将该供料料盒放置于左料盒过渡位31上,料盒过渡台30转动180度,左料盒过渡位31和右料盒过渡位32的位置互换,所需规格刀具和供料料盒跟随转动180度,配刀转移机构再从供料料盒中取出所需数量的刀具至空盒转移机构的装有前一种规格刀具的配备料盒中,即此时配备料盒中装有两种规格的刀具,空盒转移机构再将配备料盒转移至钻机。
54.本实施例的料盒缓存库20可缓存多个供料料盒,例如十个装有第一种规格刀具的供料料盒,八个装有第二种规格刀具的供料料盒,料盒缓存库20缓存刀具的规格和数量可根据实际需要进行设置。
55.可选的,配刀转移机构上设置有视觉识别装置,视觉识别装置能够识别供料料盒装载的刀具规格。
56.可选的,第一机械手40为四轴机械手。
57.可选的,空盒转移机构包括空盒缓存库50、配刀过渡台60、出库模组70以及第二机械手80,空盒缓存库50用于提供配备料盒;配刀过渡台60绕竖直轴线转动安装于机台10上并位于料盒过渡台30与空盒缓存库50之间,配刀过渡台60上设置有左配刀过渡位61和右配刀过渡位62;出库模组70设置于配刀过渡台60的下游;第二机械手80位于配刀过渡台60与空盒缓存库50之间,第二机械手80能够将空盒缓存库50上的配备料盒转移至右配刀过渡位62上,第二机械手80还能够将右配刀过渡位62上的配备料盒转移至出库模组70上。
58.供料料盒与配备料盒属于同一类料盒,在本实施例中,供料料盒与配备料盒的区别仅在于在自动化配刀设备上的使用位置不同,具体的,当需要提供配备料盒时,第二机械手80从空盒缓存库50取出空载的配备料盒并将该配备料盒放置于右配刀过渡位62上,配刀过渡台60转动180度,左配刀过渡位61和右配刀过渡位62的位置互换,空载的配备料盒跟随转动180度,当配刀转移机构将所需规格和所需数量的刀具装入配备料盒之后,第二机械手80将该配备料盒转移至出库模组70上。
59.可选的,第二机械手80为四轴机械手。
60.可选的,配刀转移机构包括中转过渡台90、第三机械手110以及第四机械手120,中转过渡台90绕竖直轴线转动安装于机台10上并位于料盒过渡台30与配刀过渡台60之间,中转过渡台90上设置有左中转过渡位91和右中转过渡位92;第三机械手110位于料盒过渡台30与中转过渡台90之间,第三机械手110用于将右料盒过渡位32上的刀具转移至左中转过渡位91;第四机械手120位于中转过渡台90与配刀过渡台60之间,第四机械手120用于将右中转过渡位92上的刀具转移至左配刀过渡位61上的配备料盒。
61.可选的,第四机械手120设置为两个。
62.可选的,第三机械手110和第四机械手120均为四轴机械手。
63.具体的,当需要转移刀具时,第三机械手110抓取右料盒过渡位32上的刀具并转移至左中转过渡位91,中转过渡台90转动180度,左中转过渡位91和右中转过渡位92的位置互
换,刀具跟随转动180度,第四机械手120抓取右中转过渡位92上的刀具并转移至左配刀过渡位61上的配备料盒。
64.可选的,料盒缓存库20的上游还设置有入库模组130,入库模组130用于缓存上一工位提供的供料料盒,第一机械手40能够将入库模组130上的供料料盒转移至料盒缓存库20内。
65.如图4所示,本实施例还提供一种配刀方法,配刀方法采用如上的自动化配刀设备实施,配刀方法包括以下步骤:
66.s100、通过第一机械手40将装有所需规格刀具的供料料盒从料盒缓存库20中取出并将供料料盒放置于左料盒过渡位31上,以及通过第二机械手80将配备料盒从空盒缓存库50中取出并将配备料盒转移至右配刀过渡位62上。
67.s200、通过第三机械手110将右料盒过渡位32上的刀具抓取至左中转过渡位91上。
68.s300、对配备料盒进行分区,并通过第四机械手120将右中转过渡位92上的刀具抓取至左配刀过渡位61上的配备料盒的预设区域中。
69.s400、通过第二机械手80将右配刀过渡位62上的配备料盒转移至出库模组70,并由出库模组70将配备料盒转移至钻机。
70.本实施例的自动化配刀设备采用上述的配刀方法运行,能够避免人工配刀操作带来的配刀错误,且配刀效率高,能够追溯刀具信息来源,适合于自动化管理。
71.可选的,在步骤s100之前,还包括步骤:s001、控制系统发出补充刀具信号,外界根据补充刀具信号提供所需规格和所需数量,所需规格和所需数量的刀具放在供料料盒上运输至入库模组130上,入库模组130上的标签识别装置识别供料料盒,确认无误后通过第一机械手40将供料料盒转移至料盒缓存库20上的入库位置。
72.可选的,在步骤s001之后还包括步骤:s002、控制系统获取钻机发出的订单信息,并将订单信息与位于料盒缓存库20内的刀具进行比对,若所需规格的刀具满足数量要求,则进行步骤s100,若所需规格的刀具不能够满足数量要求,则返回步骤s001。通过步骤s001和步骤002能够提前做好刀具的入库,保证料盒缓存库20存储有足够数量的所需规格的刀具。
73.可选的,在步骤s200之前,还包括步骤:s003、通过料盒过渡台30上的标签识别装置识别供料料盒上的标签信息,判断供料料盒上的刀具是否为所需规格,若供料料盒上的刀具为所需规格,则进行步骤s200,若供料料盒上的刀具不是所需规格,则由第一机械手40将供料料盒抓取并放回至料盒缓存库20的原位置。通过步骤s003能够避免混料,提高刀具配备的准确性。
74.可选的,左中转过渡位91设置为两个,步骤s200具体为:获取第三机械手110的最大抓取量c、配备料盒的数量a以及每个配备料盒容纳刀具的数量b,若a
×
b≤c,则进行步骤s201,若c≤a
×
b≤2
×
c,则进行步骤s202,若2
×
c≤a
×
b,则进行步骤s203。
75.步骤s201为:第三机械手110从右料盒过渡位32上抓取n支刀具并将n支刀具平分放置于两个左中转过渡位91上,其中n=a
×
b。
76.步骤s202为:第三机械手110先从料盒过渡位上抓取m支刀具放置于其中一个左中转过渡位91上,并返回料盒过渡位再次抓取m支刀具放置于另一个左中转过渡位91上,其中m=a
×b÷
2。
77.步骤s203为:第三机械手110先从料盒过渡位上抓取c支刀具放置于其中一个左中转过渡位91上,再返回料盒过渡位第二次抓取c支刀具放置于另一个左中转过渡位91上,剩余数量l,其中l=a
×
b-2
×
c,若l≤c,则返回步骤s201,若c≤l≤2
×
c,则返回步骤s202,若2
×
c≤l,则重复步骤s203。
78.作为一种实施例,第三机械手110的最大抓取量为12支,左配刀过渡位61和右配刀过渡位62均可分别放置6个配备料盒,当b=1时,即每个配备料盒需要装入1个刀具时,进行步骤s201,当b=2时,即每个配备料盒需要装入2个刀具,进行步骤s202;当b=3时,即每个配备料盒需要装入3个刀具,进行步骤s203,在步骤s203中,第三机械手110先从料盒过渡位上抓取12支刀具放置于其中一个左中转过渡位91上,再返回料盒过渡位第二次抓取12支刀具放置于另一个左中转过渡位91上,剩余数量12,符合步骤s201的情况,即返回进行步骤s201。
79.可选的,第四机械手120上设置有用于吸附刀具的吸附孔,吸附孔设置有a行且每行有b个,配备料盒上设置有用于容纳刀具的容纳孔,容纳孔设置有m行且每行有n个,其中m>a,n>b,每个配备料盒需要装配k支刀具,k≤m
×
n若m=a
×
z,且z为正整数,则进行步骤s301,若m=z
×
a p,z和p均为正整数,则进行步骤s302。
80.步骤s301为:将配备料盒分为z个区域,每个区域上的容纳孔为a行,每行n个,第四机械手120带动刀具移动至对应区域的正上方,第四机械手120上的吸附孔与对应区域上的容纳孔一一对齐,若k=h1
×
a,h1为正整数,则对应区域中的每行放置h1个刀具,若k=h1
×
a t1,h1和t1均为正整数,则对应区域中的前t1行放置h1 1个刀具,后a-t1行放置h1个刀具。
81.作为一种实施例,第四机械手120上的吸附孔设置有2行且每行有6个,配备料盒上容纳孔设置有4行且每行有10个,4=2
×
2,即进行步骤s301,在步骤s301中,将配备料盒分为2个区域,若每个配备料盒需要装配6支刀具时,第四机械手120上第一行的3个刀具放入对应区域的第一行的3个容纳孔中,第四机械手120上第二行的3个刀具放入对应区域的第二行的3个容纳孔中,若每个配备料盒需要装配6支刀具时,第四机械手120上第一行的3个刀具放入对应区域的第一行的3个容纳孔中,第四机械手120上第二行的3个刀具放入对应区域的第二行的3个容纳孔中。
82.步骤s302为:将配备料盒分为z 1个区域,每个前z个区域上的容纳孔为a行,每行n个,最后一个区域上的容纳孔为p行,每行n个,第四机械手120带动刀具移动至对应区域的正上方,第四机械手120上的吸附孔与对应区域上的容纳孔一一对齐,对于前z个区域,若k=h2
×
a,h2为正整数,则对应区域中的每行放置h2个刀具,若k=h2
×
a t2,h2和t2均为正整数,则对应区域中的前t2行放置h2 1个刀具,后a-t2行放置h2个刀具,对于最后一个区域,该区域上设置的容纳孔为p行,每行n个,第四机械手120带动刀具移动至对应区域的正上方,第四机械手120上的吸附孔与对应区域上的容纳孔一一对齐,先将所需数量的刀具放置于第一行,当第一行的容纳孔放满刀具后再将所需数量的刀具放置于后一行,直至放满k支刀具。
83.作为一种实施例,第四机械手120上的吸附孔设置有2行且每行有6个,配备料盒上容纳孔设置有5行且每行有10个,5=2
×
2 1,即进行步骤s302,在步骤s302中,将配备料盒分为3个区域,在前两个区域中,每个区域均的容纳孔为2行且每行10个,最后一个区域的容
纳孔为1行且该行有10个容纳孔,若每个配备料盒需要装配6支刀具时,第四机械手120上第一行的3个刀具放入对应区域的第一行的3个容纳孔中,第四机械手120上第二行的3个刀具放入对应区域的第二行的3个容纳孔中,当前面两个区域的容纳孔均装满刀具后,第四机械手120上第一行的6个刀具放入最后一行的6个容纳孔中,再把第四机械手120上第二行的4个刀具放入最后一行的4个容纳孔中;若每个配备料盒需要装配7支刀具时,第四机械手120上第一行的4个刀具放入对应区域的第一行的4个容纳孔中,第四机械手120上第二行的3个刀具放入对应区域的第二行的3个容纳孔中。
84.此外,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。