1.本发明涉及石油输送桶生产用设备技术领域,更具体地说,涉及一种用于石油输送桶外壁全方位喷漆装置。
背景技术:
2.石油输送桶指的是盛放石油用的桶,通常为铁皮材质做成圆筒形状。为了延长石油桶的使用寿命,避免石油桶锈蚀影响石油运输,在石油桶生产过程中,经常会用到石油输送桶外壁喷漆装置对石油桶外壁进行喷漆。现有技术公开号为cn113714019a的专利文献提供了一种用于石油输送桶喷漆设备,该装置通过开合机构与推进机构之间的配合,使得防护装置可以实现自动打开和关闭,同时通过旋转机构,使得石油桶在上漆时,可以实现喷洒均匀,无需工作人员手动控制。虽然该装置有益效果较多,但依然存在下列问题:相关工作人员在使用本装置对石油输送桶进行喷漆操作时,需要人工对石油桶进行放置及取下,这种方式不仅会给工作人员带来许多麻烦,而且会降低石油输送桶的喷漆效率。此外该装置通过夹块对石油输送桶进行固定,夹块与石油桶外壁接触处难以接触到油漆,这会造成石油桶外壁喷漆不均,严重影响石油桶质量。鉴于此,我们提出一种用于石油输送桶外壁全方位喷漆装置。
技术实现要素:
3.1.要解决的技术问题
4.本发明的目的在于提供一种用于石油输送桶外壁全方位喷漆装置,以解决上述背景技术中提出的问题。
5.2.技术方案
6.一种用于石油输送桶外壁全方位喷漆装置,包括安装壳体,所述安装壳体形成的半包围腔内部设有第一放置桶,所述第一放置桶内腔设有漆管,所述漆管与贯穿第一放置桶的连接管连通,所述漆管一端排布有多个喷头,所述安装壳体下部两侧均设有传送带,所述安装壳体形成的半包围腔上部设有安置架,所述安置架通过移动组件在安装壳体内部滑动,所述安置架下方设有可上下移动的密封筒,所述密封筒内部设有夹持组件和转动组件,所述密封筒分别借助夹持组件和转动组件完成在石油输送桶内壁的夹持固定和石油输送桶外壁的转动喷漆,所述安装壳体形成的半包围腔内部设有第二放置桶,所述第二放置桶内设有烘干设备,用于将完成喷漆的油桶烘干。
7.优选的,所述安置架一侧固设有定位板,位于所述安置架下方的密封筒在定位板之中滑动,所述定位板上开设有防晃槽,所述密封筒圆周外壁一侧设有防晃块,所述防晃块与防晃槽滑动连接。
8.优选的,所述夹持组件包括上下叠加设置的固定盘和转动盘,所述固定盘和转动盘上分别开设有至少两个限位槽和弧形驱动槽,一组相对应的所述限位槽和弧形驱动槽之中滑动连接有同一个t形活动杆,所述t形活动杆下端延伸弧形驱动槽的底部并固定连接有
用于抵压石油输送桶内壁的承载板,所述固定盘顶面固设有若干个承载柱,所述承载柱上端与转动组件的传动轮连接固定,所述传动轮由第三电动机驱动,使传动轮带动由夹持组件夹持固定的石油输送桶发生转动,所述转动盘由第四电动机驱动,使转动盘与固定盘之间存在相对转动。
9.优选的,所述转动组件包括设于密封筒顶面一侧的第三电动机,所述第三电动机输出端穿过密封筒延伸至其内腔并固定连接有主动齿轮,与主动齿轮相啮合的传动轮设于密封筒内壁顶面中部,所述传动轮顶面受限于密封筒内壁顶面中部并与其转动连接。
10.优选的,所述第四电动机设于固定盘上方,所述第四电动机输出端穿过固定盘并与转动盘固定连接,所述第四电动机固设于传动轮的底部。
11.优选的,所述承载板外端面密布有多个承接柱,所述承接柱圆周外壁外侧滑动连接有滑套,所述滑套外端连接有真空吸盘,所述滑套内壁外端面设有弹簧,所述弹簧内端与承接柱外端面连接固定。
12.优选的,所述密封筒圆周内壁与第一放置桶圆周外壁及第二放置桶圆周外壁滑动配合,所述密封筒上侧开设有布风腔,所述密封筒内壁顶面排布有多个出风孔,所述密封筒设有防溢组件,用于将外部的空气输入布风腔之中形成流速较大的气流从出风孔喷出以吹落密封筒7内漂浮的油漆。
13.优选的,所述防溢组件包括设于密封筒顶面一侧的鼓风机,所述鼓风机输出端连接有通风管,所述通风管下端穿过密封筒顶面并延伸至布风腔内腔。
14.3.有益效果
15.相比于现有技术,本发明的优点在于:
16.1、本发明通过设置第一电动机、吊索、工形绕绳轴、移动组件及传送带,在对油桶外壁进行喷漆期间无需工作人员对油桶进行放置及取下,降低了工作人员劳动强度的同时,提高了喷漆效率,具有较高的实用性。
17.2、本发明通过设置夹持组件,能够在油桶的内壁由内向外的对油桶进行夹持,使油桶外壁有位置都能够顺利地与油漆接触,避免油桶外壁出现喷漆死角,有效提高了油桶的品质。
18.3、本发明通过设置密封筒及防溢组件,在油桶喷漆结束后,吊索带动密封筒向上移动,鼓风机会向下送风,有效防止第一放置桶内漂浮的油漆向外飘散,避免这些漂浮的油漆粘附在未经喷漆的油桶表面,影响油桶表面喷漆的均匀度。
19.4、本发明通过设置用于测量第四电机输出轴转动角度的传感器和用于测量油桶高度的测距传感器,可以自动测量待加工油桶的半径和高度,并根据测量结果分别控制油桶转动的速度和漆管多段区域的启停,使得不同尺寸的油桶均能得到厚度一致的喷漆层,并在喷漆加工小尺寸油桶时减少油漆的浪费。
附图说明
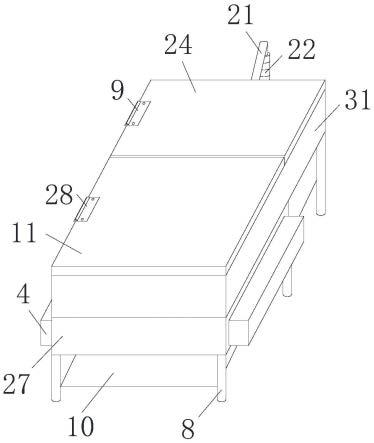
20.图1为本发明的整体结构示意图;
21.图2为本发明中吊索带动密封筒向下移动时的整体结构示意图;
22.图3为本发明中第一放置桶的结构剖视示意图;
23.图4为本发明中移动组件的结构示意图;
24.图5为本发明中密封筒的结构剖视示意图;
25.图6为本发明中转动组件的结构示意图;
26.图7为本发明中夹持组件的结构拆分示意图;
27.图8为本发明中滑套的结构剖视示意图;
28.图9为本发明中划分为多段后的漆管的结构剖视示意图;
29.图中标号说明:1、安装壳体;101、通槽;2、安置架;201、第一通孔;3、移动组件;301、驱动块;302、第二通孔;303、第二电动机;304、承重板;305、丝杆;306、限位杆;4、u形转动架;5、夹持组件;501、固定盘;502、限位槽;503、转动盘;504、承载柱;505、弧形驱动槽;506、t形活动杆;507、承载板;508、第四电动机;509、弹簧;510、滑套;511、承接柱;512、真空吸盘;6、定位板;601、t形防晃槽;7、密封筒;701、布风腔;702、出风孔;8、转动组件;801、第三电动机;802、主动齿轮;803、传动轮;9、防溢组件;901、鼓风机;902、通风管;10、吊索;11、工形轮;12、第一电动机;13、工形绕绳轴;14、连接板;15、t形防晃块;16、第一放置桶;17、连接管;18、漆管;19、喷头;20、传送带;21、第二放置桶;22、烘干设备。
具体实施方式
30.请参阅图1-8,本发明提供一种技术方案:
31.一种用于石油输送桶外壁全方位喷漆装置,包括安装壳体1,如图1所示,安装壳体1形成一个半包围结构,安装壳体1内壁底面中部设有第一放置桶16,如图3所示,第一放置桶16内腔设有漆管18,漆管18前端连接有连接管17,连接管17前端贯穿第一放置桶16并与外部供应油漆设备连接,漆管18一端密布有多个喷头19,参见图1或图2,安装壳体1内壁右侧设有第二放置桶21,第二放置桶21内设有烘干设备22,安装壳体1下部左右两侧均开设有通槽101,通槽101下侧设有传送带20,安装壳体1内壁顶面下侧设有安置架2,安置架2上侧设有移动组件3,如图4所示,安置架2内壁底面开设有第一通孔201,安置架2内壁底面前侧固设有u形转动架4,u形转动架4中部转动连接有工形轮11,安置架2内壁底面左侧设有第一电动机12,第一电动机12输出端端部连接有工形绕绳轴13,工形绕绳轴13圆周外壁卷绕有吊索10,吊索10外壁与工形轮11圆周外壁中部滑动配合,吊索10下端穿过第一通孔201底面延伸至其外侧并连接有密封筒7,密封筒7左侧设有转动组件8,密封筒7内壁底面下侧设有夹持组件5。
32.本实施方式中,通过移动组件3带动安置架2进行横向移动,在横向移动过程中根据工序要求进行启停,通过第一电动机12带动工形绕绳轴13对吊索10进行收放,使得密封筒7进行垂向移动,其中,工形轮11能够对吊索10进行支撑,使得吊索10能够更加顺利地带动密封筒7进行垂向移动,在整个喷漆过程中的动作依次为:带动夹持组件5向下移动夹持石油输送桶,将石油输送桶提起并放入第一放置桶16内进行喷漆,随后再将石油输送桶提起并放入第二放置桶21内进行烘干,再将烘干后的石油输送桶从第二放置桶21中提起并放置在安装壳体1右侧的传送带20上,动作过程可以结合图1和图2。通过移动组件3、第一电动机12及吊索10之间的配合,在油桶进行喷漆的全程都无需工作人员对油桶进行放置及取下,大大降低了工作人员的工作量,有效提升了喷漆效率。
33.需要说明的是,使密封筒7进行垂向移动的驱动方式并不限于本实施例中所采用的吊索,可以采用如竖向安装的导轨、螺纹杆等其他能够实现垂向移动的方式。
34.进一步的,如图1所示,安置架2后侧设有定位板6,位于安置架2下方的密封筒7在定位板6之中滑动,定位板6上侧设有连接板14,连接板14前端与安置架2外壁连接固定,定位板6中部下侧开设有t形防晃槽601,密封筒7圆周外壁后部上侧设有t形防晃块15,t形防晃块15与t形防晃槽601滑动连接。
35.本实施方式中,t形防晃块15在t形防晃槽601内壁进行滑动,在吊索10在吊升及放下密封筒7的过程中,能够防止密封筒7出现晃动的情况,保证喷漆稳定进行。
36.再进一步的,移动组件3可以采用如图4所示的结构,移动组件3包括设于安装壳体1内壁左右两侧的承重板304,左侧的承重板304外端面设有第二电动机303,第二电动机303输出端端部穿过左侧的承重板304内端面延伸至外侧并连接有丝杆305,两个承重板304内端面下侧之间连接有限位杆306,丝杆305圆周外壁螺纹连接有驱动块301,驱动块301下侧开设有第二通孔302,第二通孔302圆周内壁与限位杆306圆周外壁滑动连接,驱动块301下端与安置架2顶面连接。
37.本实施方式中,在第二电动机303驱动下以及限位杆306的限位下,丝杆305转动时,驱动块301能够带动下侧的安置架2、密封筒7及待喷漆的油桶进行移动。
38.如图5和图7所示,夹持组件5包括上下叠加设置的固定盘501和转动盘503,固定盘501和转动盘503上分别呈环形等间距开设有至少两个限位槽502和弧形驱动槽505,如图中开设有4个,4个限位槽502沿径向设置,4个弧形驱动槽505是由其中一个弧形驱动槽505绕转动盘503的圆心转动依次90
°
得到,一组相对应的限位槽502和弧形驱动槽505之中滑动连接有同一个t形活动杆506,t形活动杆506下端延伸弧形驱动槽505的底部并固定连接有用于抵压石油输送桶内壁的承载板507,固定盘501顶面呈环形等间距固设有多个承载柱504,承载柱504上端与转动组件8的传动轮803连接固定,传动轮803由第三电动机801驱动,使传动轮803带动由夹持组件5夹持固定的石油输送桶发生转动,转动盘503由第四电动机508驱动,使转动盘503与固定盘501之间存在相对转动。
39.本实施方式中,由第四电动机508驱动转动盘503转动,由于t形活动杆506圆周外壁下侧与相对应的弧形驱动槽505滑动连接,因此t形活动杆506将在弧形驱动槽505的推动以及限位槽502的限位作用下沿径向运动,其中,t形活动杆506在限位槽502中沿径向向外侧移动,使承载板507对石油输送桶内壁进行夹持固定,使得石油输送桶外壁所有位置都能与油漆接触,并使装置能够适用于不同尺寸的石油输送桶。并由第三电动机801驱动传动轮803转动,传动轮803将会带动待喷漆的石油输送桶进行转动,从而保证石油输送桶外壁能够被均匀地喷涂油漆。
40.进一步的,转动组件8可采用如图6所示的结构,转动组件8包括设于密封筒7顶面一侧的第三电动机801,第三电动机801输出端穿过密封筒7延伸至其内腔并固定连接有主动齿轮802,与主动齿轮802相啮合的传动轮803设于密封筒7内壁顶面中部,传动轮803顶面受限于密封筒7内壁顶面中部并与其转动连接。
41.本实施方式中,在第三电动机801的作用下,主动齿轮802发生转动,由于主动齿轮802与传动轮803啮合连接,传动轮803将会带动待喷漆的油桶进行转动,从而保证油桶外壁能够被均匀地喷涂油漆。
42.需要说明的是,转动组件8并不限于上述结构,上述结构的转动组件8是为了适应由吊索10带动密封筒7进行垂向移动,在采用竖向安装的导轨、螺纹杆等方式时可以采用第
三电动机801直接驱动传动轮803。
43.进一步的,如图7所示,第四电动机508设于固定盘501上方,第四电动机508输出端穿过固定盘501并与转动盘503固定连接,第四电动机508固设于传动轮803的底部。
44.本实施方式中,在承载柱504将固定盘501与传动轮803连接固定的前提下,将第四电动机508设于固定盘501与传动轮803之间并使其与传动轮803连接固定,在第三电动机801驱动传动轮803发生转动时,能够毫无疑义地同时带动固定盘501和转动盘503同步转动,此时,承载板507的位置不会发生变化,因此不会影响承载板507对石油输送桶的夹持固定效果,提高石油输送桶转动喷漆的可靠性,使夹持组件5和转动组件8能够紧密结合形成带动石油输送桶外壁全方位喷漆的整体结构。
45.进一步的,如图8所示,承载板507外端面密布有多个承接柱511,承接柱511圆周外壁外侧滑动连接有滑套510,滑套510外端连接有真空吸盘512,滑套510内壁外端面设有弹簧509,弹簧509内端与承接柱511外端面连接固定。
46.本实施方式中,真空吸盘512能够对石油输送桶进行更加稳固的夹持。利用弹簧509的伸缩性,使得真空吸盘512能够与石油输送桶内壁更加贴合,进一步提升喷漆时石油输送桶的稳定性。
47.在喷漆过程中,不可避免地会有油漆未粘附在石油输送桶的表面而在密封筒7内漂浮,为了避免上述漂浮的油漆污染未被喷漆的油桶,如图5所示,在密封筒7上侧开设有布风腔701,密封筒7内壁顶面外侧密布有多个出风孔702,在密封筒7右侧设有防溢组件9,防溢组件9包括设于密封筒7顶面右侧的鼓风机901,鼓风机901输出端端部连接有通风管902,通风管902下端穿过密封筒7顶面并延伸至布风腔701内腔。
48.本实施方式中,密封筒7圆周内壁与第一放置桶16圆周外壁及第二放置桶21圆周外壁滑动配合,布风腔701及出风孔702使得外部气流能够更加均匀地送向下方,当油桶喷漆完毕后,吊索10会带动密封筒7向上移动,在此期间,鼓风机901向下侧送风,气流进入布风腔701后由出风孔702喷向下方,将密封筒7内漂浮的油漆吹向下侧,避免这些漂浮的油漆污染未被喷漆的油桶。
49.虽然该装置能够适用于多种尺寸的油桶,但实际使用的不同尺寸的油桶一般在半径和高度上均不同,油桶半径不同会使得待喷漆的外壁表面积存在差异,若采用同一转速带动油桶转动则会使得具有不同半径油桶外壁喷漆厚度不同,会使得油桶质量存在半径差异化。为了克服上述技术缺陷,可以依据不同油桶半径设置不同的第三电动机801转速或是设置不同的油漆喷出量。可以通过外部控制器事先设置需要喷漆加工的尺寸及其对应的转速或油漆喷出量模式,在加工不同尺寸油桶时选择不同的模式来实现。但上述方法在加工不同尺寸的油桶时,需要人工测量油桶的半径并选择对应的模式,若人工操作出现失误且未发觉则会造成难以弥补的后果,此外,在加工客户定制的尺寸时,需要再通过操作外部控制器进行添加,操作麻烦,且操作工人往往无法操作。为此,本发明提供了一种进一步的优选实施例:
50.在固定盘501和第四电机508输出轴之间设置用于测量第四电机508输出轴转动角度的传感器,如霍尔传感器,通过外部控制器事先设置标准转动角度模式,外部控制器接收到霍尔传感器检测到的夹持固定当前待加工油桶所需的转动角度信号,根据当前检测到的转动角度与标准转动角度模式之间的关系控制第三电机801的转速。
51.本实施方式中,根据夹持固定当前待加工油桶所需的转动角度与t形活动杆506沿径向移动距离之间的一一对应关系,可以得到当前待加工油桶的半径,并将检测到的信号传送至外部控制器中,由外部控制器计算判断当前信号值与标准转动角度模式之间的关系,如比值、差值等,并有外部控制器控制第三电机801的转速,使得不同尺寸的油桶在喷漆加工过程中均具有不同转动速度,从而使得不同尺寸的油桶在喷漆加工时均能得到厚度相同的喷漆层,并提高装置的自动化程度。
52.进一步的,若采用相同的喷头数量对不同高度的油桶进行加工,则在对小尺寸油桶喷漆时会大大浪费油漆,为此,需要使位于下侧的喷头根据油桶高度启停。本发明提供了一种进一步的优选实施例:
53.如图9所示,在转动盘503的底部设置测距传感器,用于测量油桶的高度,并在漆管18划分为多段区域,各段区域不相通,且各段区域上设置有电控阀,根据测量得到的油桶高度控制对应长度漆管18段的电控阀开启。
54.本实施方式中,可将测距传感器安装在转动盘503底面中部,通过测距传感器在密封筒7下降过程中检测转动盘503与下方的距离,在转动盘503接触到油桶顶部时,测距传感器检测到的距离值最小,此时的距离最小值即为油桶的高度。可将漆管18划分为等长多段区域,也可以依据常用的油桶尺寸将漆管18划分为多段不等长的区域,将各段区域长度记为ln(n=1,2,3
…
),将各段区域长度ln通过外部控制器事先设置,则每打开一个电控阀后对应的喷头19工作的区域长度为各段区域的长度之和,即当打开第n 1个电控阀时,对应的喷头19工作的区域长度为h
(n 1)
=ln l
(n 1)
。测距传感器检测到的油桶高度信号传递至外部控制器,外部控制器判断油桶高度h与喷头19工作的区域长度h
(n)
的关系,当h<h
(n)
时,控制n个电控阀开启,而当h≥h
(n)
时,则控制n 1个电控阀开启,在保证油桶外壁能够实现全方位喷漆的同时减少油漆的浪费。
55.综上,当工作人员需要使用本装置对油桶进行喷漆时,在外部控制机构的作用下,左侧的传送带20将待喷漆的油桶移动至安置架2下侧,在第一电动机12的作用下,工形绕绳轴13转动放出吊索10,密封筒7向下移动,t形防晃块15沿t形防晃槽601内壁向下滑动,直至承载板507进入油桶内腔,在第四电动机508的作用下,转动盘503及弧形驱动槽505转动,由于t形活动杆506圆周外壁下侧与相对应的弧形驱动槽505滑动连接,因此t形活动杆506将在弧形驱动槽505的推动以及限位槽502的限位作用下向外侧移动,真空吸盘512吸附在油桶内壁,对油桶进行固定,随后工形绕绳轴13反向转动,吊索10带动油桶向上移动。
56.同时,在第二电动机303的驱动下,丝杆305转动,驱动块301带动下侧的安置架2、密封筒7及待喷漆的油桶移动至第一放置桶16顶面,吊索10再次带动喷漆的油桶向下移动,进入第一放置桶16内腔,此时,密封筒7罩设在第一放置桶16外壁上侧,喷头19随即对油桶进行喷漆,喷漆过程中,在第三电动机801的作用下,主动齿轮802转动,由于主动齿轮802与传动轮803啮合连接,传动轮803将会带动待喷漆的油桶进行转动,保证油桶外壁能够被均匀地喷涂油漆。
57.喷涂完毕后,吊索10带动密封筒7及油桶向上移动,在此期间,鼓风机901向下侧送风,气流进入布风腔701后由出风孔702喷向下方,将密封筒7内漂浮的油漆吹向下侧,避免这些漂浮的油漆污染未被喷漆的油桶。随后在第二电动机303的驱动下,驱动块301带动下侧的密封筒7及已完成喷漆的油桶移动至第二放置桶21顶面上方,吊索10带动喷涂后的油
桶进入第二放置桶21内部进行烘干,烘干后的油桶在吊索10的带动下再次向上移动,并在驱动块301的带动下移动至右侧的传送带20上侧。吊索10随即缓慢向下移动喷涂后的油桶,此时在第四电动机508的作用下,转动盘503及弧形驱动槽505反向转动,真空吸盘512与油桶内壁脱离,喷涂完毕的油桶掉落至右侧的传送带20顶面进行运输,并进行后续处理。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。