1.本发明涉及机械加工焊接领域,具体涉及一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法。
背景技术:
2.钛合金板材具有较低的弹性模量、较高的比强度、良好的耐腐蚀和耐热性能,目前已经广泛应用于各行各业,尤其在航空航天以及航海领域,如飞机机身蒙皮、潜水艇零件。但是钛合金板材在高温条件下容易发生恶化反应,随着温度升高,吸氢、吸氧能力逐渐上升,形成较脆的钛化物,其抗高温氧化性能较差,故在高温作业环境中零件的使用寿命受到影响。为了避免钛合金板材的高温氧化缺陷,需对钛合金板材表面进行涂层制备,在钛合金板材表面喷涂金属铝的过程中,钛合金板材表面形成一层致密的氧化铝涂层,对钛合金板材起到很好的保护作用,阻止钛合金板材内部组织在高温下发生化学反应,延长零件的使用寿命。在高温作业环境下,钛合金板材表面喷涂铝金属成为必然趋势。
技术实现要素:
3.本发明的目的在于提供一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法。
4.为实现上述目的,本发明提供如下技术方案:
5.一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法,该方法包括以下步骤:
6.步骤s1,对需喷涂处进行画线框定,确认喷涂位置及喷涂顺序;
7.步骤s2,通过机械清理和化学清理对钛合金板材进行前置处理,前置处理后,进行钛合金板材表面粗糙度判定,ra<0.5mm则进行下一步骤,ra≥0.5mm则重新进行前置处理直至满足粗糙度要求;
8.步骤s3,选择合适尺寸的铝焊钉;
9.步骤s4,依据铝焊钉尺寸选择合适的焊枪,将铝焊钉安装在焊枪枪口处,铝金属凸台放置在焊枪外部;
10.步骤s5,保持电源控制器处于关闭状态,将电源控制器正极位置与焊枪连接,电源控制器负极位置与垫板金属连接;
11.步骤s6,开启电源控制器,将钛合金板材放置在垫板金属上,调节电压;
12.步骤s7,手持焊枪使焊枪外部铝金属凸台下压至钛合金板材表面位置,焊枪发出启动提示后启动焊枪;
13.步骤s8,完成单次喷涂,移走焊枪,观察涂层是否覆盖框定位置,如未覆盖,重复步骤s3-s6,直至涂层覆盖框定位置即可完成喷涂作业。
14.进一步的,在所述步骤s2中,机械清理使用不锈钢刷将钛合金板材表面氧化膜去掉,用乙醇将油污及有机物质擦拭干净;化学清理使用酸洗液浸泡1min后水洗吹干。
15.进一步的,在所述步骤s2中,酸洗液中硝酸溶液含量为15g/l,氢氟酸溶液含量为340g/l。
16.进一步的,在所述步骤s3中,铝焊钉直径为3mm,铝金属凸台高度为0.5mm。
17.进一步的,在所述步骤s6中,电压调节为40v。
18.与现有技术相比,本发明的有益效果如下:
19.本发明所提供的一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法,以螺柱焊的方法对钛合金板材表面喷涂铝金属层,通过调节焊接电压,使铝焊钉端部的铝金属凸台熔化并喷涂在钛合金板材表面,形成一层致密的涂层,以增强钛合金板材抗高温氧化性,延长零件使用寿命,螺柱焊喷涂方法设备简单易于操作,铝金属层与钛合金板材表面结合力强,能有效防止内部钛合金板材发生氧化反应。
附图说明
20.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的具体实施方式一起用于解释本发明,并不构成对本发明的限制。
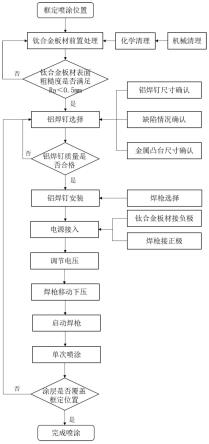
21.图1为钛合金板材喷涂的工艺流程图;
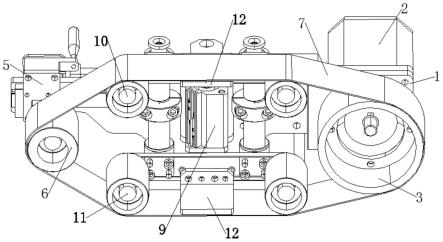
22.图2为螺柱喷涂装置示意图;
具体实施方式
23.以下结合附图对本发明的优选实施例进行详细说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
24.如图1-图2所示,本发明提供一种技术方案:一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法,该喷涂方法包括以下步骤:
25.步骤s1,对需喷涂处进行画线框定,确认喷涂位置及喷涂顺序;
26.步骤s2,对钛合金板材进行包括机械清理和化学清理的前置处理,前置处理完成后,对钛合金板材表面粗糙度进行判断,ra<0.5mm即可进行下一步骤,否则重复执行本步骤;
27.步骤s3,选择合适尺寸的铝焊钉;
28.步骤s4,依据铝焊钉尺寸选择合适的焊枪,将铝焊钉安装在焊枪枪口处,铝金属凸台放置在在焊枪外部;
29.步骤s5,电源控制器的正极位置通过连接线与焊枪连接,电源控制器的负极位置通过连接线与垫板金属连接;
30.步骤s6,将钛合金板材放置在垫板金属上,电压调节为40v;
31.步骤s7,手持焊枪使焊枪外部铝金属凸台下压至钛合金板材表面位置,焊枪发出启动提示后启动焊枪;
32.步骤s8,完成单次喷涂,移走焊枪,观察涂层是否覆盖框定位置,如未覆盖,重复步骤s3-s6,直至涂层覆盖框定位置即可完成喷涂作业。
33.本实施例中,在所述步骤s2中,机械清理使用不锈钢刷将钛合金板材表面氧化膜去掉,用乙醇将油污及有机物质擦拭干净;化学清理使用酸洗液浸泡1min后水洗吹干。
34.本实施例中,在所述步骤s2中,酸洗液中硝酸溶液含量为15g/l,氢氟酸溶液含量为340g/l。
35.本实施例中,在所述步骤s3中,铝焊钉直径为3mm,铝金属凸台高度为0.5mm。
36.本实施例中,在所述步骤s4中,焊枪型号为jw-star lzhq-02。
37.本发明改进于:该发明的一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法,为增强铝金属层与钛合金板材之间的结合力,对钛合金板材进行清理,去除表面氧化膜及杂质,固定垫板金属和焊枪,放置钛合金板材于垫板金属上,移动焊枪到喷涂位置,通过连接电源控制器对电压进行调节,安装在焊枪上的铝焊钉的端部铝金属凸台下压至钛合金板材表面位置,焊枪发出启动提示后开启焊枪,完成单次喷涂,重复上述步骤至铝金属层覆盖需喷涂处。利用螺柱焊在钛合金板材上喷涂铝金属层,可增强其高温抗氧化性能,延长钛合金板材的使用寿命,这种喷涂方法装置简单,操作便捷,形成的铝金属层厚度适中,能较好的保护内部钛合金不被氧化。这种使用螺柱焊在钛合金板材表面喷涂铝金属层的方法,具有较好的应用前景。
38.以上所述仅为本发明的优选实例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法,其特征在于,该方法包括以下步骤:步骤s1,对需喷涂处进行画线框定,确认喷涂位置及喷涂顺序;步骤s2,钛合金板材进行前置处理,前置处理包括机械清理和化学清理,前置处理后,如钛合金板材表面粗糙度ra<0.5mm则进行下一步骤,如钛合金板材表面粗糙度ra≥0.5mm则重新进行前置处理直至满足粗糙度要求;步骤s3,选择合适尺寸的铝焊钉;步骤s4,依据铝焊钉尺寸选择合适的焊枪,将铝焊钉安装在焊枪枪口处,铝金属凸台放置在焊枪外部;步骤s5,使用连接线将电源控制器正极位置与焊枪连接,电源控制器负极位置与垫板金属连接;步骤s6,将钛合金板材放置在垫板金属上,调节电压;步骤s7,手持焊枪使焊枪外部铝金属凸台下压至钛合金板材表面位置,焊枪发出启动提示后启动焊枪;步骤s8,完成单次喷涂,移走焊枪,观察涂层是否覆盖框定位置,如未覆盖,重复步骤s3-s6,直至涂层覆盖框定位置即可完成喷涂作业。2.根据权利要求1所述的一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法,其特征在于,在所述步骤s2中,机械清理使用不锈钢刷将钛合金板材表面氧化膜去掉,用乙醇将油污及有机物质擦拭干净;化学清理使用酸洗液浸泡1min后水洗吹干。3.根据权利要求2所述的一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法,其特征在于,在所述步骤s2中,酸洗液中硝酸溶液含量为15g/l,氢氟酸溶液含量为340g/l。4.根据权利要求1所述的一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法,其特征在于,在所述步骤s3中,铝焊钉直径为3mm,铝金属凸台高度为0.5mm。5.根据权利要求1所述的一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法,其特征在于,在所述步骤s6中,电压调节为40v。
技术总结
本发明公开了一种基于螺柱焊的钛合金板材表面喷涂铝金属层的方法,包括对需喷涂处进行框定,确认喷涂顺序,完成喷涂预规划;钛合金板材前置处理,前置处理包括机械清理和化学清理;铝焊钉选择,根据框定位置的大小选择合适尺寸的铝焊钉;焊枪接入电源控制器正极位置,使用连接线将电源控制器负极位置与垫板金属连接;接通电源,控制螺柱焊枪下移,焊枪外部的铝金属凸台刚好接触到钛合金板材表面,启动焊枪,完成单次喷涂,重复以上步骤,直至涂层覆盖框定位置。该种喷涂方法过程简单,操作简单,成本低廉,具有较好的应用前景。具有较好的应用前景。具有较好的应用前景。
技术研发人员:赵锡龙 陆欣红 王堃 何峰 任康明 周伟 李渊博 史伟 李岗
受保护的技术使用者:兰州交通大学
技术研发日:2022.03.13
技术公布日:2022/6/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。