技术特征:
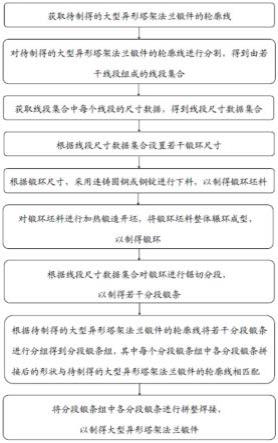
1.一种大型异形塔架法兰锻件制造方法,其特征在于,包括下述步骤:步骤(1)获取待制得的大型异形塔架法兰锻件的轮廓线;步骤(2)对所述待制得的大型异形塔架法兰锻件的轮廓线进行分割,得到由若干线段组成的线段集合;步骤(3)获取所述线段集合中每个线段的尺寸数据,得到线段尺寸数据集合;步骤(4)根据所述线段尺寸数据集合设置若干锻环尺寸;步骤(5)根据所述锻环尺寸,采用连铸圆钢或钢锭进行下料,以制得锻环坯料;步骤(6)对所述锻环坯料进行加热锻造开坯,将所述锻环坯料整体辗环成型,以制得锻环;步骤(7)根据所述线段尺寸数据集合对所述锻环进行锯切分段,以制得若干分段锻条;步骤(8)根据所述待制得的大型异形塔架法兰锻件的轮廓线将所述若干分段锻条进行分组得到分段锻条组,其中,每个分段锻条组中各分段锻条拼接后的形状与所述待制得的大型异形塔架法兰锻件的轮廓线相匹配;步骤(9)将所述分段锻条组中各分段锻条进行拼整焊接,以制得大型异形塔架法兰锻件。2.根据权利要求1所述的大型异形塔架法兰锻件制造方法,其特征在于:步骤(1)中采用机器视觉软件获得所述待制得的大型异形塔架法兰锻件的轮廓线,其中,所述机器视觉软件包括以下至少一项:halcon、opencv、vision pro;和/或步骤(1)中采用profili软件获得所述待制得的大型异形塔架法兰锻件的轮廓线。3.根据权利要求1所述的大型异形塔架法兰锻件制造方法,其特征在于,所述步骤(2)包括下述子步骤:若所述待制得的大型异形塔架法兰锻件的轮廓线为椭圆形,则采用计算机图形处理技术对所述待制得的大型异形塔架法兰锻件的轮廓线进行分割,得到由若干圆弧线段组成的圆弧线段集合,其中,所述计算机图形处理技术至少包括双圆弧拟合程序,所述圆弧线段集合由四段圆弧线段组成,或由八段圆弧线段组成,或由十二段圆弧线段组成。4.根据权利要求1所述的大型异形塔架法兰锻件制造方法,其特征在于,步骤(2)包括下述子步骤:若所述待制得的大型异形塔架法兰锻件的轮廓线为非椭圆形,则采用halcon技术对所述待制得的大型异形塔架法兰锻件的轮廓线进行分割,得到由若干不同类型的线段组成的线段集合,其中,线段的类型至少包括以下一项:圆弧线段、直线段、v型线段。5.根据权利要求4所述的大型异形塔架法兰锻件制造方法,其特征在于:所述圆弧线段的尺寸数据至少包括圆弧线段的数量、圆弧线段的半径、圆弧线段的弧长、圆弧线段的圆心角;和/或所述直线段的尺寸数据至少包括直线段的数量、直线段的长度;和/或所述v型线段的尺寸数据至少包括v型线段的数量、v型线段的长度。6.根据权利要求5所述的大型异形塔架法兰锻件制造方法,其特征在于,所述步骤(4)
包括下述子步骤:根据所述圆弧线段的半径设置锻环尺寸,其中,锻环的半径与圆弧线段的半径相等;根据所述圆弧线段的弧长将多个圆弧线段分配至一个锻环上,其中,多个圆弧线段的弧长之和不大于锻环的周长。7.根据权利要求6所述的大型异形塔架法兰锻件制造方法,其特征在于:计算分配至一个锻环上的多个圆弧线段的弧长之和与锻环周长之间的差值;比较所述差值与所述直线段的长度,若所述差值不小于所述直线段的长度,则该锻环还能够用于加工直线段缎条;和/或比较所述差值与所述v型线段的长度,若所述差值不小于所述v型线段的长度,则该锻环还能够用于加工v型线段缎条。8.根据权利要求1所述的大型异形塔架法兰锻件制造方法,其特征在于,所述步骤(6)包括下述子步骤:将所述锻环坯料装炉加热至1230-1250℃,保持500分钟,出炉;对加热后的所述锻环坯料进行锻造开坯,其中,所述锻造开坯包括以下至少一项工序:滚圆、镦粗、冲孔、扩孔;将锻造开坯后的所述锻环坯料加热至1230-1250℃,保持250-300分钟,出炉进行扩径辗环,以制得锻环毛坯;将所述锻环毛坯进行锻后热处理,其中,所述锻后热处理包括以下至少一项工序:正火处理、回火处理;将所述锻环毛坯进行粗加工,粗加工后的所述锻环毛坯各部位留有5-10mm的加工余量,以制得锻环。9.根据权利要求1所述的大型异形塔架法兰锻件制造方法,其特征在于:所述步骤(7)包括与所述步骤(8)之间,还包括下述步骤:将锯切分段后的所述分段锻条进行铣加工,以在所述分段锻条两侧边开坡口,其中,所述坡口呈v型,角度不超过45
°
;所述步骤(8)之后还包括下述步骤:将所述分段锻条整体进行预热,其中,所述预热的温度为200-400℃。10.根据权利要求1所述的大型异形塔架法兰锻件制造方法,其特征在于,所述步骤(9)包括下述子步骤:将所述分段锻条组中各分段锻条进行拼整焊接,以制得法兰锻件毛坯;对所述法兰锻件毛坯进行焊后热处理,其中,所述焊后热处理包括以下至少一项工序:正火处理、回火处理,其中,所述正火处理的温度为880℃-910℃,所述回火处理的温度为580℃-630℃;对焊后热处理后的所述法兰锻件毛坯进行粗加工,粗加工后所述法兰锻件毛坯的表面粗糙度为ra6.3-12.5,以制得大型异形塔架法兰锻件。
技术总结
本发明公开了一种大型异形塔架法兰锻件制造方法。本发明公开的大型异形塔架法兰锻件制造方法通过对异形塔架法兰的轮廓线进行分割,根据分割后的线段设置不同半径规格的锻环,将设计的锻环整体辗环成型,然后锯切分段得到分段锻条,对分段锻条进行铣加工焊接坡口,再拼整焊接得到法兰锻件毛坯,最后对焊接后的法兰锻件毛坯进行焊后热处理及后续加工工序,实现了大型异形塔架法兰的制造。本发明公开制造方法解决了大型异形塔架法兰难以整体制造成型,分段制造需要制作成型模具,成本高、加工余量大、材料利用率低等问题。采用本发明公开的制造方法不需要制作模具,且能够使大型异形法兰锻件的加工余量降低25%-30%,提高了材料利用率,降低了原材料成本。降低了原材料成本。降低了原材料成本。
技术研发人员:刘兰潇 银伟 曹绪忠 赵兴明 赵丽美 郑永强 赵方娜 曹祥 万传铭 马天坤 王乃栋 曹伟飞 刘丹丹 陈淑亮 张瑞鹏
受保护的技术使用者:伊莱特能源装备股份有限公司
技术研发日:2022.03.28
技术公布日:2022/6/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。