一种提高z字型叠片电池能量密度的极组热压成型装置
技术领域
1.本实用新型属于锂离子制造技术领域,具体地说是一种提高z字型叠片电池能量密度的极组热压成型装置。
背景技术:
2.目前,应用最广泛的锂离子电池叠片机为“z”字型电池叠片机,这种叠片设备通过隔膜放卷及一系列极片定位、取片、叠片动作将正极极片、负极极片叠在一起构成极组。这种叠片设备极组叠完后通过贴胶带的方式对松散的极组进行固定,由于胶带存在一定的厚度,而且需要贴上下两层胶带,该胶带会占用电池的厚度空间,造成容量损失,尤其是这种设备制作手机、平板电脑等较小尺寸数码类电池会造成容量损失更为明显,而且由于胶带的存在,制作成成品电池后,外观上会有明显的胶带印痕,呈现出廉价感。
技术实现要素:
3.为解决传统极组热压过程中会造成容量损失严重以及影响美观的问题,本实用新型提供一种提高z字型叠片电池能量密度的极组热压成型装置。
4.本实用新型是通过下述技术方案来实现的:
5.一种提高z字型叠片电池能量密度的极组热压成型装置,包括机架和设置于该机架上的第一热压组、第二热压组、夹持装置及转运装置;
6.所述夹持装置和转运装置在所述第一热压组的一侧设置,并朝所述第二热压组的方向依次排列;
7.所述第一热压组上开设有容纳所述夹持装置的凹槽;
8.所述夹持装置将被第一热压组预压的极组放置在所述转运装置上;
9.所述转运装置将极组转移至所述第二热压组内压制成型。
10.首先通过夹持装置将叠合的极组放在第一热压组内进行预压合后,再交由转运装置移动至第二热压组内进行全面压合;由于凹槽对夹持装置形成容纳,以减少对极组固定时对胶带的依赖,进而提升电池容量空间及外部美观度。
11.本实用新型的进一步改进还有,上述第一热压组包括上下相对设置的第一压板与第一托板,所述第一压板通过第一压紧装置与机架连接,所述第一托板设置于机架上;所述第二热压组设置于第一热压组一侧,第二热压组包括上下相对设置的第二压板与第二托板,所述第二压板通过第二压紧装置与机架连接,所述第二托板设置于机架上。热压组均包括压板和托板,以便于在对极组压合的操作过程中提供高效便利的操作。
12.本实用新型的进一步改进还有,上述凹槽包括在第一压板和第一托板上分别相对设置的第一夹槽和第二夹槽。通过第一夹槽和第二夹槽对将极组放置在第一热压组内的夹持装置进行容纳,以实现夹持装置以外的极组能够被第一热压组进行预先压合,以保持极组的部分压合固定。
13.本实用新型的进一步改进还有,上述第一压板、第一托板、第二压板及第二托板的
压合面上均设有铁氟龙胶带。在极组受热的同时进行保护,并保持优异的的导热性能。
14.本实用新型的进一步改进还有,上述转运装置包括转运托板和转运吸盘,所述转运托板的底部滑动设置于所述机架上,所述转运吸盘的上部通过伸缩装置设置于所述机架上。通过分别在机架下部和上部滑动的转运托板及转运吸盘配合将预压合后的极组配合转移到第二热压组内进行最红的全部的热压合。
15.本实用新型的进一步改进还有,上述转运托板上开设有与夹持装置相配合的第三夹槽。通过可以对夹持装置容纳的第三夹槽将极组平稳放置在转运托板上。
16.本实用新型的进一步改进还有,上述转运吸盘上设有向外延伸以将极组送至第二热压组内的补偿部。通过补偿部对极组吸附并可以轻松放置进第二热压组内。
17.本实用新型的进一步改进还有,上述第二热压组、夹持装置及转运装置均设有两套,并在第一热压组两侧呈相互对称设置。通过第一热压组交替对极组进行预先压合,以提高产品的加工效率。
18.从以上技术方案可以看出,本实用新型的有益效果是:首先通过夹持装置将叠合的极组放在第一热压组内进行预压合后,再交由转运装置移动至第二热压组内进行全面压合;由于凹槽对夹持装置形成容纳,以减少对极组固定时对胶带的依赖,进而提升电池容量空间及外部美观度。
附图说明
19.为了更清楚地说明本实用新型的技术方案,下面将对描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
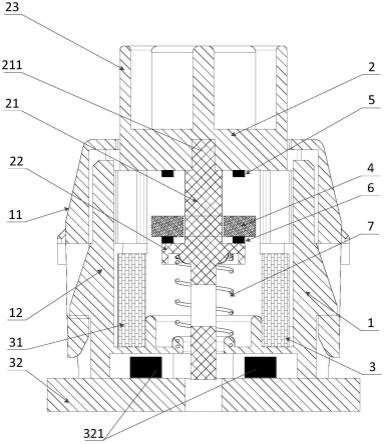
20.图1为本实用新型具体实施方式的结构示意图。
21.图2为本实用新型具体实施方式的第一压板和第一托板的组合示意图。
22.图3为本实用新型具体实施方式的第二压板和第二托板的组合示意图。
23.附图中:1、机架,11、副架,12、加强筋,2、第一热压组,21、第一压板,211、第一夹槽,22、第一托板,221、第二夹槽,23、第一压紧装置,3、第二热压组,31、第二压板,32、第二托板,33、第二压紧装置,4、夹持装置,41、旋转基座,42、屈伸臂,43、夹紧件,5、转运装置,51、转运吸盘,511、补偿部,52、转运托板,521、第三夹槽,53、伸缩装置,6、加热点。
具体实施方式
24.为使得本实用新型的目的、特征、优点能够更加的明显和易懂,下面将结合本具体实施例中的附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅是本实用新型一部分实施例,而非全部的实施例。基于本专利中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本专利保护的范围。
25.如附图所示,一种提高z字型叠片电池能量密度的极组热压成型装置,包括机架1和设置于该机架1上的第一热压组2、第二热压组3、夹持装置4及转运装置5。
26.所述机架1整体呈t型结构,所述第二热压组3、夹持装置4及转运装置5均设有两套,并在第一热压组2两侧呈相互对称设置。所述第一热压组2设置于t型机构的机架1腹部,
两所述第二热压组3在t型机构的机架1翼部对称分布,两夹持装置4和两转运装置5在第一热压组2的两侧对称分布。通过第一热压组2交替对极组进行预先压合,以提高产品的加工效率。
27.所述夹持装置4和转运装置5在所述第一热压组2的一侧设置,并朝所述第二热压组3的方向依次排列。以便于对极组进行依次有序的压合操作。所述夹持装置4及转运装置5设置于与机架1连接的副架11上,所述副架11与机架1之间拦截有加强筋12。
28.所述第一热压组2包括上下相对设置的第一压板21与第一托板22,所述第一压板21通过第一压紧装置23与机架1连接,所述第一托板22设置于机架1上;所述第二热压组3设置于第一热压组2一侧,第二热压组3包括上下相对设置的第二压板31与第二托板32,所述第二压板31通过第二压紧装置33与机架1连接,所述第二托板32设置于机架1上。热压组均包括压板和托板,以便于在对极组压合的操作过程中提供高效便利的操作。
29.所述第一压板21、第一托板22、第二压板31及第二托板32的压合面上均分布有对极组进行加热的加热点6。以实现对极组的受压面上形成加热。
30.所述第一压板21、第一托板22、第二压板31及第二托板32的压合面上均设有铁氟龙胶带。在极组受热的同时进行保护,并保持优异的的导热性能。
31.所述第一热压组2上开设有容纳所述夹持装置4的凹槽。通过凹槽实现对夹持装置4与极组接触面积意外的部分进行预先压合操作。
32.所述凹槽包括在第一压板21和第一托板22上分别相对设置的第一夹槽211和第二夹槽221。通过第一夹槽211和第二夹槽221对将极组放置在第一热压组2内的夹持装置4进行容纳,以实现夹持装置4以外的极组能够被第一热压组2进行预先压合,以保持极组的部分压合固定。
33.所述第一夹槽211和第二夹槽221分别贯穿所述第一压板21和第二托板32,以便于对第一热压组2两侧的夹持装置4相配合。
34.所述夹持装置4将被第一热压组2预压的极组放置在所述转运装置5上。
35.所述夹持装置4包括设置于所述机架1上的旋转基座41和设置于所述旋转基座41上的夹持件,所述夹持件与旋转基座41通过屈伸臂42连接。通过旋转机座的工作对夹持件的夹持朝向进行调整,当夹持件对叠合后的极组夹持后驱动屈伸臂42将极组送至第一压板21与第一托板22之间,进行预先压合,第一夹槽211和第二夹槽221相互对夹持件进行容纳。
36.所述转运装置5将极组转移至所述第二热压组3内压制成型。
37.所述转运装置5往复滑动设置于夹持装置4与第二热压组3之间。初始状态时,转运装置5设置于夹持装置4与第二热压组3的中部。
38.所述转运装置5包括转运托板52和转运吸盘51,所述转运托板52的底部通过第一滑动机构往复移动于初始状态的位置与夹持装置4之间;所述第一滑动机构设置于所述机架1上。所述转运托板52上开设有与夹持件相配合的第三夹槽521。通过可以对夹持件进行容纳的第三夹槽521将极组平稳放置在转运托板52上。所述转运吸盘51顶部通过伸缩装置53沿第二滑动机构往复移动于初始状态的位置与第二热压组3之间;所述第二滑动机构设置于所述机架1上。通过分别在机架1下部和上部滑动的转运托板52及转运吸盘51配合将预压合后的极组配合转移到第二热压组3内进行最红的全部的热压合。所述转运吸盘51上设有向伸缩装置53外侧水平延伸的补偿部511;初始状态下所述补偿部511与转运托板52上下
相对应。通过补偿部511对极组吸附并将极组放置在第二托板32上,以便于极组在第二热压组3内进行完全的热压合操作。
39.所述第一压紧装置23、第二压紧装置33及伸缩装置53的具体结构均为液压缸结构。
40.所述第一压板21、第一托板22、第二压板31及第二托板32均为铝合金材质,具有强度高、不易变形和导热快的特点。
41.综上所述本装置在使用时,首先通过旋转基座41旋转,是夹持件的朝向背离第一热压组2一侧,通过调整屈伸臂42使夹持件对叠合后的极组进行夹持;屈伸臂42收回后,旋转基座41回旋180
°
,此时夹持件的朝向与第一热压组2相对,伸出屈伸臂42使夹持件进入到第一托板22上的第二夹槽221内;第一压紧装置23动作,带动第一压板21对极组进行预先压合操作,第一压板21上的第一夹槽211对夹持件形成避让。预先压合后的极组在夹持件的带动下,向转运装置5一侧旋转90
°
形成相对。转运托板52向夹持装置4移动,同时屈伸臂42伸出,夹持件进入转运托板52上的第三夹槽521内并对极组松开,极组由转运托板52承托向初始位置复位,转运吸盘51在伸缩装置53的伸展作用下将极组吸附,具体的说是补偿部511将极组吸附,让后伸缩装置53沿第二滑动机构向第二热压组3移动,极组移动至第二托板32上方时,且在伸缩装置53的状态调整下,极组的底面与第二托板32的压合面形成平稳接触;转运吸盘51解除对极组的吸附,并回到初始位置。第二压板31在第二压紧装置33的作用下向第二托板32移动,进而完成对极组的压合。由于第二压板31及第二托板32的压合面为矩形的平整面,保证极组最后的热压合形成完全的受压。
42.本实用新型所述的一种提高z字型叠片电池能量密度的极组热压成型装置,首先通过夹持装置将叠合的极组放在第一热压组内进行预压合后,再交由转运装置移动至第二热压组内进行全面压合;由于凹槽对夹持装置形成容纳,以减少对极组固定时对胶带的依赖,进而提升电池容量空间及外部美观度。
43.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同、相似部分互相参见即可。
44.本实用新型的说明书和权利要求书及上述附图中的术语“上”、“下”、“外侧”“内侧”等如果存在是用于区别位置上的相对关系,而不必给予定性。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本实用新型的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含。
45.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。