1.本公开涉及部件保持单元和保持构件。更详细来说,本公开涉及使多个部件保持于保持构件的部件保持单元和所述保持构件。
背景技术:
2.作为现有例,例示文献1(日本特许公开公报2006-114097号)记载的片型磁性介质(部件)。
3.文献1记载的现有例(以下简称为现有例。)具有由聚对苯二甲酸乙二醇酯(pet)制的膜构成的基材、形成于基材的表面的磁性层以及形成于基材的背面的粘合层。现有例利用粘合层粘贴而保持于剥离片(保持构件)的表面。磁性层利用磁性记录装置来写入具有规则性的位置检测用信号(磁信号)。
4.现有例应用于从剥离片剥离而组装入激光打印机、数码相机等中的旋转编码器和组装入测量器等中的线性编码器等。
5.另外,现有例的部件(片型磁性介质)粘贴于形成为与部件相同程度的大小的保持构件(剥离片)。因此,在制造使用了现有例的产品(旋转编码器和线性编码器等)时,需要从现有例的部件一个个地剥离保持构件的工序。而且,如果部件较小,则保持构件也较小,从部件剥离保持构件的作业变得难以进行。
技术实现要素:
6.实用新型要解决的问题
7.本公开的目的在于提供一种能够实现制造工序的削减的部件保持单元和保持构件。
8.用于解决问题的方案
9.本公开的一个方案的部件保持单元具备:多个部件;以及保持构件,其保持所述多个部件。所述保持构件具有:基材,其具有平坦的保持面;以及多个粘合部,其分别介于所述基材的所述保持面与所述多个部件的被保持面之间。所述多个粘合部分别具有:膜状的主体;第1粘合层,其设于所述主体的第1表面;以及第2粘合层,其设于所述主体的第2表面。所述第1粘合层与所述部件的所述被保持面之间的粘合力比所述第2粘合层与所述基材的所述保持面之间的粘合力大。所述多个粘合部的所述第1粘合层分别与所述多个部件中的一对一地对应的一个部件的所述被保持面粘合。所述多个粘合部的所述第2粘合层分别与所述基材的所述保持面粘合。
10.在本公开的一个方案的部件保持单元中,所述第1粘合层和所述第2粘合层由相同的材料形成,在所述第2粘合层与所述基材的所述保持面之间设有剥离剂的层。
11.在本公开的一个方案的部件保持单元中,所述第1粘合层和所述第2粘合层由不同种类的材料形成,形成所述第1粘合层的所述材料的粘合力比形成所述第2粘合层的所述材料的粘合力大。
12.在本公开的一个方案的部件保持单元中,所述多个粘合部分别形成为不比所述部件大的尺寸。
13.在本公开的一个方案的部件保持单元中,在所述多个粘合部隔开间隔地排列为一列以上的状态下,所述第2粘合层与所述基材的所述保持面粘合。
14.在本公开的一个方案的部件保持单元中,所述保持构件具有用于相对于所述基材对所述多个部件各自的位置进行定位的一个以上的定位部。
15.在本公开的一个方案的部件保持单元中,所述定位部是在所述基材的厚度方向上贯通所述基材的孔。
16.在本公开的一个方案的部件保持单元中,所述主体着色为与所述基材不同的颜色。
17.在本公开的一个方案的部件保持单元中,所述多个部件各自的与所述第1粘合层粘合的所述被保持面是平坦面。
18.本公开的一个方案的保持构件具有:基材,其具有平坦的保持面;以及多个粘合部,其分别介于所述基材的所述保持面与多个部件的被保持面之间。所述多个粘合部具有:膜状的主体;第1粘合层,其设于所述主体的第1表面;以及第2粘合层,其设于所述主体的第2表面。所述第1粘合层与所述部件的所述被保持面之间的粘合力比所述第2粘合层与所述基材的所述保持面之间的粘合力大。所述多个粘合部的所述第1粘合层分别与所述多个部件中的一对一地对应的一个部件的所述被保持面粘合。所述多个粘合部的所述第2粘合层分别与所述基材的所述保持面粘合。
19.实用新型的效果
20.本公开的部件保持单元和保持构件具有能够实现制造工序的削减的效果。
附图说明
21.图1是本公开的实施方式的部件保持单元的制造中途的立体图。
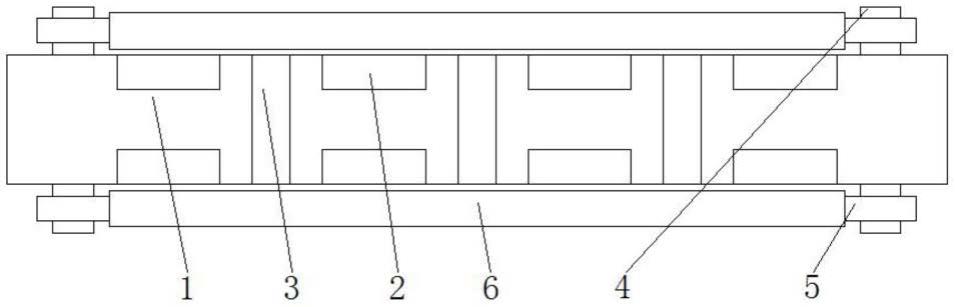
22.图2是该部件保持单元的省略了局部的侧视图。
23.图3是该部件保持单元的立体图。
24.图4是使用该部件保持单元来制造器具的制造方法的说明图。
25.图5是使用该部件保持单元来制造器具的制造方法的说明图。
26.图6是使用该部件保持单元来制造器具的制造方法的说明图。
27.附图标记说明
28.1、部件保持单元;2、保持构件;3、部件;20、基材;21、粘合部;22、主体;23、第1粘合层;24、第2粘合层;25、定位部;30、被保持面;41、透镜支架(器具);200、保持面;221、第1表面;222、第2表面。
具体实施方式
29.参照附图对本公开的实施方式的部件保持单元和保持构件详细地进行说明。不过,在下述的实施方式中说明的各图是示意性的图,各结构要素的大小和厚度的各自的比例未必反映实际的尺寸比。此外,在以下的实施方式中说明的结构不过是本公开的一例。本公开不限定于以下的实施方式,只要能够起到本公开的效果,则能够根据设计等进行各种
变更。
30.(1)本公开的部件保持单元和保持构件的概要
31.如图1所示,本公开的实施方式的部件保持单元1(以下简称为部件保持单元1。)具备多个部件3和本公开的实施方式的保持构件2(以下简称为保持构件2。)。保持构件2构成为保持多个部件3。
32.多个部件3全部是相同种类的部件。本实施方式的部件3是用于后述的器具4(线性编码器)的所谓的磁尺。不过,部件3不限定于磁尺,例如也可以是配置于电子部件与散热板之间的散热片(石墨片)等。
33.保持构件2具有:基材20,其具有平坦的保持面200;以及多个粘合部21,其分别介于基材20的保持面200与多个部件3的被保持面30之间(参照图1和图2)。
34.多个粘合部21具有:膜状的主体22;第1粘合层23,其设于主体22的第1表面221;第2粘合层24,其设于主体22的第2表面222(参照图2)。第1粘合层23与部件3的被保持面30之间的粘合力比第2粘合层24与基材20的保持面200之间的粘合力大。多个粘合部21的第1粘合层23分别与多个部件3中的一对一地对应的一个部件3的被保持面30粘合。多个粘合部21的第2粘合层24分别与基材20的保持面200粘合。
35.于是,如果对保持于保持构件2的部件3施加拉力,则由于第2粘合层24与基材20的保持面200之间的粘合力相对较小,因此第2粘合层24从基材20的保持面200剥离。也就是说,部件保持单元1能够在使多个部件3保持于保持构件2的状态下移动(能够输送),同时能够容易地将部件3与粘合部21一起从基材20剥离。因此,部件保持单元1和保持构件2与需要从各个部件将剥离片一片片地剥离的现有例相比,能够实现制造器具4时的制造工序的削减。
36.(2)部件保持单元的详情
37.接下来对部件保持单元1的详细结构进行说明。
38.(2-1)部件的详情
39.部件3是用于线性编码器的磁尺。部件3形成为与纵向横向的长度相比厚度足够小的长方形形状(参照图1)。磁尺具有合成树脂制的基部和形成于基部的表面的磁性层。磁性层以n极与s极交替地排列的方式被磁化(参照图4)。此外,与基部的形成有磁性层的表面相反的基部的背面成为部件3的被保持面30(参照图2和图4)。
40.(2-2)保持构件的详情
41.保持构件2具有基材20和多个粘合部21(参照图1)。
42.基材20例如由聚对苯二甲酸乙二醇酯等合成树脂材料形成为四边形的平板状(参照图1和图2)。另外,在基材20的保持面200设有剥离剂(也称为脱模剂。)的层(未图示)。作为涂敷于保持面200的剥离剂,例如优选具有长链烷基的聚合物、含有氟原子的化合物、聚合物或硅类聚合物等。
43.在基材20的四角各设有一个定位部25。在本实施方式中,这四个定位部25是在基材20的厚度方向上贯通基材20的圆形的孔。不过,定位部25不限定于孔,例如也可以是在基材20的厚度方向上突出的突起或设于基材20的端部的缺口等。
44.多个粘合部21分别具有主体22、第1粘合层23以及第2粘合层24(参照图2)。粘合部21的厚度优选为0.01mm~0.1mm(优选为0.01mm~0.03mm左右)。另外,粘合部21的大小(纵
向横向尺寸)优选为部件3的大小(纵向横向尺寸)以下。
45.主体22例如由聚酯等合成树脂材料形成为四边形的膜状。另外,主体22优选着色为与基材20不同的颜色。例如,在基材20是透明或白色的情况下,主体22优选着色为灰色或黑色。不过,只要主体22是与基材20不同的颜色,也可以着色为灰色和黑色以外的颜色(红色、蓝色等)。
46.第1粘合层23和第2粘合层24分别由相同的材料(丙烯酸类的粘合剂)形成。不过,由于在基材20的保持面200设有剥离剂的层,因此第1粘合层23的粘合力(相对于部件3的被保持面30的剥离粘合力。以下相同。)比第2粘合层24的粘合力(相对于基材20的保持面200的剥离粘合力。以下相同。)大。此外,剥离粘合力的单位是牛顿每10毫米(n/10mm)(参照jis z0237“粘合带、粘合片试验方法”)。
47.例如,第1粘合层23的粘合力优选为第2粘合层24的粘合力的20倍~30倍左右。具体来说第1粘合层23的粘合力是7.8~11.4左右,第2粘合层24的粘合力是0.36左右。此外,第1粘合层23和第2粘合层24也可以不是由相同的材料(粘合剂)形成的。例如也可以是,第1粘合层23由丙烯酸类的粘合剂形成,第2粘合层24由与丙烯酸类的粘合剂相比粘合力较小的粘合剂例如聚氨酯类的粘合剂形成。此外,在第2粘合层由粘合力比第1粘合层的粘合剂的粘合力小的粘合剂形成的情况下,也可以不在基材20的保持面200设置剥离剂的层。
48.在此,多个粘合部21也可以由市售的双面粘接带形成。例如,也可以将双面粘接带切割为适当的大小来形成粘合部21。
49.(2-3)部件保持单元的组装
50.接下来对部件保持单元1的组装步骤进行说明。不过,以下说明的组装步骤是一例,也可以调换一部分步骤的顺序。此外,以下说明的组装作业是利用组装用的设备(组装装置)而自动化的,但也可以是组装作业的一部分由人工进行。
51.首先在作业台配置基材20。此时,基材20由四个定位部25定位于作业台。例如,通过将设于作业台的四个突起插入到定位部25中,来将基材20定位于作业台。
52.然后,在基材20的表面(保持面200)沿纵向横向等间隔地排列配置多个粘合部21(参照图1)。在图示例中,20片粘合部21分别在纵向上排列5列且在横向上排列4列地配置。此时,各粘合部21以使第2粘合层24与基材20的保持面200接触的朝向置于基材20的保持面200上。
53.接着,在各粘合部21的第1粘合层23之上各载置一个部件3(参照图1和图3)。然后,利用辊对载置于多个粘合部21之上的各部件3施加一定的压力。此外,由辊施加的压力例如优选为10n/cm2~50n/cm2(0.1mpa~0.5mpa)左右。通过利用辊施加上述压力,将部件3牢固地粘贴于第1粘合层23,并且将第2粘合层24牢固地粘贴于基材20的保持面200。
54.部件保持单元1的组装如上所述地完成。
55.(3)使用部件保持单元的制造方法的详情
56.接下来,参照图4、图5以及图6对使用本公开的实施方式的部件保持单元的制造方法(以下简称为制造方法。)进行说明。
57.本实施方式的制造方法是图5所示的制造器具4的制造方法。器具4例如是搭载于数码相机等的线性编码器。线性编码器具有磁尺(部件3)和磁性检测部42,用于检测透镜40的光轴方向的位置或移动距离等用途。
58.透镜40保持于透镜支架41。透镜支架41构成为利用马达(未图示)在透镜40的光轴方向(图5中的箭头方向)上直线移动。
59.部件3(磁尺)安装于透镜支架41,与透镜支架41一起直线移动。其中,部件3以使磁性层的n极和s极与透镜支架41的移动方向平行的方式安装于透镜支架41(参照图5)。
60.磁性检测部42构成为利用磁阻效应来检测部件3的相对位置。磁性检测部42具有:磁性检测元件,其检测部件3的磁性;放大器,其将磁性检测元件的输出信号放大;以及处理电路,其对由放大器放大的输出信号进行信号处理。此外,磁性检测元件优选为mr(magnetoresistance effect)元件、gmr(巨磁阻效应:giant magnetoresistance effect)元件、tmr(隧道磁阻效应:tunnel magneto resistance effect)元件等。
61.接下来对本实施方式的制造方法进行说明。不过,以下说明的制造方法是一例,也可以调换一部分工序的顺序。此外,以下说明的制造方法是利用制造装置而自动化的,但也可以是多个工序中的一部分工序由人工进行。
62.首先将部件保持单元1载置于未图示的底座之上。此时,保持构件2由四个定位部25定位在底座上。例如,通过设于底座的四个突起插入到定位部25,将保持构件2定位于底座。
63.接着,使保持于保持构件2的多个部件3中的一个部件3吸附于机械臂(未图示)的顶端部。然后,利用机械臂将部件3从基材20的保持面200剥离(参照图6)。此时,由于第1粘合层23的粘合力比第2粘合层24的粘合力大,因此粘贴于部件3的被保持面30的粘合部21与部件3一起从基材20的保持面200剥离。
64.接着,利用机械臂将部件3和粘合部21输送至透镜支架41的位置。进而,通过机械臂将粘合部21的第2粘合层24压靠于透镜支架41的部件3的安装位置,将部件3粘贴于透镜支架41。
65.然后,当将一个部件3安装于透镜支架41的作业结束时,接着利用机械臂将部件保持单元1的另一部件3从基材20剥离并安装于透镜支架41。
66.像以上那样,使用了部件保持单元1的器具4的制造完成。
67.于是,本实施方式的制造方法具有如上所述使用定位部25对部件保持单元1进行定位的工序和将多个部件3分别与多个粘合部21一起从部件保持单元1的基材20剥离的工序。本实施方式的制造方法还具有将从基材20剥离的多个部件3分别粘贴于透镜支架41的工序。
68.根据本实施方式的制造方法,能够将粘贴有粘合部21的状态的部件3从部件保持单元1取下,因此不需要像现有例那样从各个部件将剥离片一片片地取下的工夫。其结果为,本实施方式的制造方法与现有例相比,能够实现制造器具4时的制造工序的削减。
69.(4)实施方式的部件保持单元的其他优点
70.在上述的部件保持单元1中,多个粘合部21分别形成为不比部件3大的尺寸。因此,在部件保持单元1中,各粘合部21不易凸出到部件3的外部,能够抑制尘埃等异物附着于粘合部21。
71.另外,在部件保持单元1中,在多个粘合部21隔开间隔地排列为一列以上的状态下,第2粘合层24与基材20的保持面200粘合。部件保持单元1通过使多个粘合部21在基材20的保持面200上排列,能够容易地实现在基材20的保持面200上粘贴多个粘合部21的作业的
自动化。
72.进而,在部件保持单元1中,保持构件2具有用于相对于基材20对多个部件3各自的位置进行定位的一个以上的定位部25。因此,部件保持单元1能够实现将多个粘合部21排列地粘贴在基材20的保持面200上时的作业性的提高。
73.另外,在部件保持单元1中,定位部25是在基材20的厚度方向上贯通基材20的孔,因此能够容易地将定位部25设于基材20。
74.进而,在部件保持单元1中,由于主体22着色为与基材20不同的颜色,因此能够实现基材20和主体22的识别性的提高。其结果为,部件保持单元1能够实现在基材20上粘贴粘合部21的作业和在粘合部21上粘贴部件3的作业各自的作业性的提高。
75.另外,在部件保持单元1中,多个部件3各自的与第1粘合层23粘合的被保持面30是平坦面。在部件保持单元1中,由于部件3的被保持面30是平坦面,因此能够实现部件3与第1粘合层23的粘合强度的提高。
76.(5)总结
77.本公开的第1方案的部件保持单元1具备多个部件3和保持多个部件3的保持构件2。保持构件2具有:基材20,其具有平坦的保持面200;以及多个粘合部21,其分别介于基材20的保持面200与多个部件3的被保持面30之间。多个粘合部21具有:膜状的主体22;第1粘合层23,其设于主体22的第1表面221;以及第2粘合层24,其设于主体22的第2表面222。第1粘合层23与部件3的被保持面30之间的粘合力比第2粘合层24与基材20的保持面200之间的粘合力大。多个粘合部21的第1粘合层23分别与多个部件3中的一对一地对应的一个部件3的被保持面30粘合。多个粘合部21的第2粘合层24分别与基材20的保持面200粘合。
78.在第1方案的部件保持单元1中,能够使保持构件2在保持着多个部件3的状态下移动(能够运送),同时能够容易地将部件3与粘合部21一起从基材20剥离。因此,第1方案的部件保持单元1与现有例相比,能够实现制造工序的削减。
79.本公开的第2方案的部件保持单元1能够通过与第1方案的组合来实现。在第2方案的部件保持单元1中优选的是,第1粘合层23和第2粘合层24由相同的材料形成。优选的是,在第2粘合层24与基材20的保持面200之间设有剥离剂的层。
80.第2方案的部件保持单元1通过第1粘合层23和第2粘合层24由相同的材料形成,能够容易地制造粘合部21。
81.本公开的第3方案的部件保持单元1能够通过与第1方案的组合来实现。在第3方案的部件保持单元1中优选的是,第1粘合层23和第2粘合层24由不同种类的材料形成。优选的是,形成第1粘合层23的材料的粘合力比形成第2粘合层24的材料的粘合力大。
82.在第3方案的部件保持单元1中,由于第1粘合层23和第2粘合层24由不同种类的材料形成,因此能够扩大第1粘合层23的粘合力与第2粘合层24的粘合力之差的调节范围。
83.本公开的第4方案的部件保持单元1能够通过与第1方案~第3方案中的任一方案的组合来实现。在第4方案的部件保持单元1中优选的是,多个粘合部21分别形成为不比部件3大的尺寸。
84.在第4方案的部件保持单元1中,各粘合部21不易凸出到部件3的外部,因此能够抑制尘埃等异物附着于粘合部21。
85.本公开的第5方案的部件保持单元1能够通过与第1方案~第4方案中的任一方案
的组合来实现。在第5方案的部件保持单元1中优选的是,在多个粘合部21隔开间隔地排列为一列以上的状态下,第2粘合层24与基材20的保持面200粘合。
86.第5方案的部件保持单元1能够容易地实现在基材20的保持面200上粘贴多个粘合部21的作业的自动化。
87.本公开的第6方案的部件保持单元1能够通过与第1方案~第5方案中的任一方案的组合来实现。在第6方案的部件保持单元1中优选的是,保持构件2具有用于相对于基材20对多个部件3各自的位置进行定位的一个以上的定位部25。
88.第6方案的部件保持单元1能够实现将多个部件3保持于基材20时的作业性的提高。
89.本公开的第7方案的部件保持单元1能够通过与第6方案的组合来实现。在第7方案的部件保持单元1中优选的是,定位部25是在基材20的厚度方向上贯通基材20的孔。
90.第7方案的部件保持单元1能够容易地将定位部25设置于基材20。
91.本公开的第8方案的部件保持单元1能够通过与第1方案~第7方案中的任一方案的组合来实现。在第8方案的部件保持单元1中优选的是,主体22着色为与基材20不同的颜色。
92.第8方案的部件保持单元1能够实现基材20和主体22的识別性的提高,能够实现在基材20上粘贴粘合部21的作业和在粘合部21上粘贴部件3的作业各自的作业性的提高。
93.本公开的第9方案的部件保持单元1能够通过与第1方案~第8方案中的任一方案的组合来实现。在第9方案的部件保持单元1中优选的是,多个部件3各自的与第1粘合层23粘合的被保持面30是平坦面。
94.在第9方案的部件保持单元1中,由于部件3的被保持面30是平坦面,因此能够实现部件3与第1粘合层23的粘合强度的提高。
95.本公开的第10方案的保持构件2具有:基材20,其具有平坦的保持面200;以及多个粘合部21,其分别介于基材20的保持面200与多个部件3的被保持面30之间。多个粘合部21具有:膜状的主体22;第1粘合层23,其设于主体22的第1表面221;第2粘合层24,其设于主体22的第2表面222。第1粘合层23与部件3的被保持面30之间的粘合力比第2粘合层24与基材20的保持面200之间的粘合力大。多个粘合部21的第1粘合层23分别与多个部件3中的一对一地对应的一个部件3的被保持面30粘合。多个粘合部21的第2粘合层24分别与基材20的保持面200粘合。
96.第10方案的保持构件2能够在保持着多个部件3的状态下移动(能够运送),同时能够容易地将部件3与粘合部21一起从基材20剥离。因此,第10方案的保持构件2与现有例相比,能够实现制造工序的削减。
97.本公开的第11方案的使用部件保持单元的制造方法是使用第6或第7方案的部件保持单元1的制造方法。第11方案的使用部件保持单元的制造方法具有使用定位部25来对部件保持单元1进行定位的工序和将多个部件3分别与多个粘合部21一起从部件保持单元1的基材20剥离的工序。第11方案的使用部件保持单元的制造方法具有将从基材20剥离的多个部件3分别粘贴于对象物(透镜支架41)的工序。
98.在第11方案的使用部件保持单元的制造方法中,能够将粘贴有粘合部21的状态的部件3从部件保持单元1取下,因此与现有例相比,能够实现制造器具4时的制造工序的削减。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。