1.本实用新型涉及一种旋转刮刀,属于修井工具技术领域。
背景技术:
2.现有技术中的旋转刮削工具的刮刀为一个整体式刮刀结构或者分辨式环形刮刀片,整体式刮刀为整体式结构,由整筒材料加工而成,加工困难,周期长。分辨式环形刮刀片为分辨式结构,也是用整筒材料加工好外圆上的切削螺旋槽后切开分辨成一组,并刻印组代号和件号,这样组装时才能按照组件号正确装配。一个环形面上分布有八片或九片刮刀片,装配时核对组件号耗时耗力,还有其中在加工中或使用中一片刮刀片出现质量问题会影响整个刮刀,导致整个一组刮刀体报废。因此,现有技术仍存在不足,有待改进。
技术实现要素:
3.本实用新型的目的在于,提供一种旋转刮刀,以采用形状尺寸完全相同的刮刀均布在一个圆周上形成统一的整体旋转刮刀,从而提高刀片的互换性和通用性,缩短加工周期,节约加工成本,和克服现有技术的不足。
4.为实现上述目的,本实用新型采用如下技术方案:
5.本实用新型的一种旋转刮刀,包括沿圆周均布的偶数个刮刀围成的圆筒状刮刀组;每个刮刀形状和尺寸均相同;刮刀一端为宽头端,刮刀另一端为窄头端;相邻刮刀的宽头端和窄头端轴向正反交错设置;刮刀上设有螺旋槽;所述螺旋槽为大螺距多线程螺旋槽;螺旋槽设在刮刀顶面的圆弧面上;刮刀底面为平面;所述刮刀的宽头端与窄头端的端头对称设置有锥面。
6.前述旋转刮刀中,所述刮刀的宽头端设有圆弧凸台;圆弧凸台上设有刮刀最大外圆参考面和刮刀报废参考面。
7.前述旋转刮刀中,所述刮刀的截面形状为扇型结构;刮刀底面的平面上设有燕尾槽;燕尾槽底面设有用于安装固定销的固定孔。
8.前述旋转刮刀中,所述燕尾槽形状与刮削器工具本体外圆沿圆周均布有燕尾键对应。
9.由于采用了上述技术方案,本实用新型与现有技术相比,本实用新型解决了刮削工具上的刮刀不通用,不互换,整体加工切成单片刮刀,需要成组配套使用,其中一片出现质量问题,整体报废的问题。本实用新型仅需一种规格的刮刀即可实现整体旋转刮刀的组装。避免了整体式刮刀的材料浪费及加工困难问题。同时也避免了常规单片式组合刮刀,切开后需刻印组代号和件号才可正确装配的问题。提高了加工效率和缩短了加工周期,减低了成本,互换性和通用性强。
附图说明
10.图1是本实用新型的刮刀上螺旋槽设置方法示意图;
11.图2是螺旋线起点位置示意图;
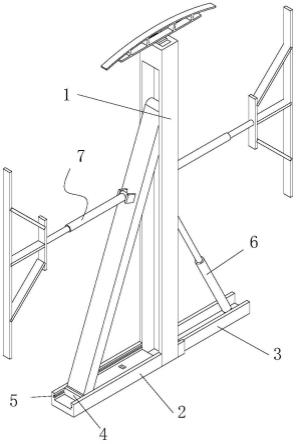
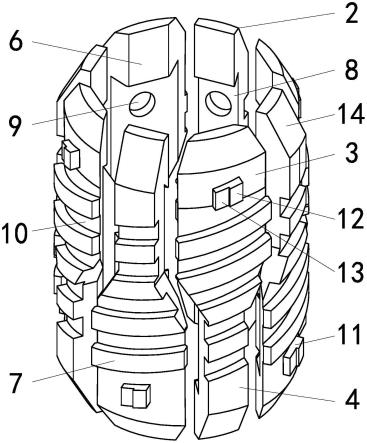
12.图3是本实用新型的结构示意图;
13.图4是本实用新型的刮削器工具本体示意图;
14.图5是本实用新型的刮刀主视图;
15.图6是图5中的b-b剖视图;
16.图7是图5中的a-a剖视图。
17.附图中的标记为:1-刮削器工具本体、2-刮刀、3-宽头端、4
‑ꢀ
窄头端、5-燕尾键、6-平面、7-圆弧面、8-燕尾槽、9-固定孔、10
‑ꢀ
螺旋槽、11-圆弧凸台、12-刮刀最大外圆参考面、13-刮刀报废参考面、14-锥面。
具体实施方式
18.下面结合附图和实施例对本实用新型作进一步的详细说明。
19.本实用新型是根据下述的一种旋转刮刀的组合方法所构成的,如图3所示,该方法是根据将每片刮刀均制成一头宽一头窄且尺寸完全相同的刮刀;当将偶数片刮刀采用正反交错的方式围成圆筒后,使整个圆筒上的螺旋槽形成连续的螺旋线;以解决现有分辨式环形刮刀中由于每片刮刀上的螺旋槽位置不同,不具备互换性的技术问题。
20.为使每片刮刀尺寸完全相同,根据刮刀最高点的旋转弧长c和螺旋槽旋转一周的导程pn,如图1所示,将螺旋槽的螺旋线起点设在平面坐标系原点(0,0),弧长c定在x轴上,导程pn定在y轴上,在平面坐标上找到(c,pn)点,以平面坐标系上的原点(0,0)和 (c,pn)点为对角线作矩形;再根据螺旋线程数n将导程pn垂直分成n等分;然后将矩形上的(0,0)点与(c,pn)点用直线连接起来得线程n=1时螺旋线的展开线x1;根据单个螺旋槽螺距p,再将展开线x1沿y轴平移(n-1)
×
p距离,得n线程螺旋线的展开线x2、
……ꢀ
xn;再根据螺旋槽宽度w将x1、
……
xn偏移复制w得n条螺旋线轮廓线k1、
……
kn;由平面坐标上测出螺旋线的升角β;由平面坐标上的图可见,n个等分中的螺旋线轮廓线k均相同,因此加工出的每片刮刀尺寸完全相同。
21.在加工螺旋槽时,如图2所示,将每个线程螺旋线的起点o设在刮刀窄头端第一个螺旋槽的槽宽中线cz与刮刀宽头的宽边延长线 ky交点处;并根据螺旋线的线程数n和螺距以及螺旋槽最大外径φ进行加工,以确保刮刀上的每条螺旋槽的完整性。
22.如图3所示,在刮刀宽头的最后螺旋槽端外圆正中设置圆弧凸台,并在圆弧凸台上设置刮刀最大外圆参考面和刮刀报废参考面;当刮刀磨损至刮刀报废参考面时,及时更换报废刮刀;圆弧凸台两边的圆弧面作为液体通道面。
23.根据上述组合方法构成的本实用新型的一种旋转刮刀,如图3所示,包括沿圆周均布的偶数个刮刀2围成的圆筒状刮刀组;每个刮刀 2形状和尺寸均相同;刮刀2一端为宽头端3,刮刀2另一端为窄头端4;相邻刮刀2的宽头端3和窄头端4轴向正反交错设置;刮刀2 上设有螺旋槽10;螺旋槽10为大螺距多线程螺旋槽;螺旋槽10设在刮刀顶面的圆弧面7上;刮刀底面为平面6;刮刀2的宽头端3设有圆弧凸台11;圆弧凸台11上设有刮刀最大外圆参考面12和刮刀报废参考面13。刮刀2的截面形状为扇型结构;刮刀底面的平面6 上设有燕尾槽8;燕尾槽8底面设有用于安装固定销的固定孔9。燕尾槽8数量与和形状与刮削器工具本体1外圆沿圆周均布有燕尾键5 对应。
24.具体制作时,刮刀主体结构对称设置便于刮刀正反交错布置时安装方便及保证互换性,刮刀2一端宽另一端窄,窄端与宽端的端头对称设置有锥面14便于引导刮刀进入套管,起导向作用。燕尾槽8和燕尾槽8底面的固定孔9在刮刀主体上轴向对称布置;刮刀2宽端为扇型对称结构,窄端两侧也对称设有倒角,倒角作用是避免刮刀组合安装在刮削器工具本体圆周上时发生干涉;刮刀2外圆上设置有多线程螺旋槽8。刮刀2采用正反交错的方式构成刮刀对,再将多个刮刀对沿圆周均布构成筒状刮刀组,刮刀组经燕尾槽8和固定销连接固定在刮削器工具本体外圆形成完整的环形刮刀体旋转体。刮刀2的宽头端3截面形状采用扇型结构;刮刀底面为平面6,在刮刀的底面设置燕尾槽8;燕尾槽8在刮刀主体上轴向沿中心位置对称布置;刮刀2 通过底面的燕尾槽8与刮削器工具本体1快速连接;刮刀顶面为圆弧面7,在圆弧面7上设置螺旋槽8;以螺旋槽槽口的尖锐棱边作为刮刀的刮削刃。在燕尾槽8的槽底设置用于安装固定销的固定孔9,通过固定孔9中的固定销将刮刀与刮削器工具本体1固定为一体,多片刮刀2圆周布置形成的环形刮刀体才能随同刮削器工具旋转刮削工作。螺旋槽8为多线程螺旋,螺旋槽8长度为一个导程加一个螺距,螺旋槽8起点在窄头端4,螺旋槽起点位于螺旋升角与宽头的侧边延长线处。刮刀总长为螺纹起点距离窄头端面的2倍距离加上多线程螺旋槽一个导程与一个螺距之和。前述的单片刮刀螺旋槽的螺纹起点设置保证了单片刮刀相邻正反交错布置在同一圆柱面上后,多线程螺纹的起点都在同一圆周上的同一起点位置,多线程螺旋槽连续上升。单片刮刀宽头端的宽度以圆周方向布置刮刀数量和多线程螺旋槽棱带最大外径展开周长来确定单刮刀的弧长,再用单片刮刀的弧长对应的弦长即确定了单片刮刀的宽头端宽度;或者用一个圆周角360
°
除以刮刀数量等于单片刮刀对应的圆心角度,以圆心角度和刮刀体外圆外径来确定刮刀宽头端的宽度。
25.以下以四线程螺旋槽为例对本实用新型进行进一步说明:
26.刮刀2的螺旋槽10为四线程螺旋槽,四线程的螺旋槽的螺距 p=31.72,导程l=126.88,螺旋槽10起点在窄头端位于螺旋升角78
°
与宽头的侧边延长线处,距离窄头端面距离l1=50.7。刮刀2总长等于螺纹起点距离窄头端面的两倍距离加上四线程螺旋槽一个导程与一个螺距之和,即l=2l1 l p。通过单片刮刀螺旋槽的螺纹起点设置保证了单片刮刀片相邻正反交错布置在同一圆柱面上后,四线程螺纹的起点都在同一圆周上的同一起点位置,四线程螺旋槽连续上升。单片刮刀宽头端的宽度以圆周方向布置八片刮刀2,四线程螺旋槽棱带最大外径190mm展开周长为190π=596.6mm来确定单片刮刀的弧长 596.6/8=74.61mm,再用单片刮刀对应的弦长74.61mm和外圆190mm 确定了单片刮刀的宽头端3宽度为72.71mm;因此单片刮刀的宽头宽度设置不能大于72.71mm,刮刀片宽头设置为扇型结构才能保证八片刮刀2组合安装在一个圆周上后不会干涉,并形成整个圆。
27.在刮刀2的宽头端3最后螺旋槽10的外圆正中设置圆弧凸台11,并在圆弧凸台11上设置刮刀最大外圆参考面12和刮刀报废参考面 13;当刮刀磨损至刮刀报废参考面13时,及时更换报废刮刀;圆弧凸台11两边的圆弧面作为液体通道面,与螺旋槽10形成完整的液流通道,便于刮削下来的杂物沿着螺旋槽流道向上流向地面。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。