1.本发明涉及用于以填充产品来填充容器的方法和设备、优选地在饮料灌装设备中以填充产品来填充容器的方法和设备。
背景技术:
2.在用于以填充产品来填充容器的不同的方法和设备中,经常应用基于圆形转子结构方式的技术。在此,多个填充机构通常安装在转台上,所述转台经由输入星形件接收容器,所述容器随后在连续回转期间经由填充机构来填充。填充机构通常从共同的产品罐或环形管路、必要时转台的共转式组成部分供给填充产品。在填充后,经由输出星形件运走容器。
3.经由填充机构的填充遵循特定程序流程,所述特定程序流程可以根据填充产品和其他过程参数而不同。因此,程序流程例如可以包括以下步骤中的一个或多个步骤:将容器压力密封地压靠填充机构;尤其在氧气敏感的填充产品的情况下进行气体交换;容器中的压力增加和/或压力降低;引入填充产品;卸载容器。填充产品在设备处的灌装通常以圆形转子结构方式设计,使得程序流程始终在转台的同一角度位置处开始。
4.如果灌装没有直至特定点脱气的填充产品、例如渗入额外氧气的填充产品,则所述气体的一部分可能随着时间由于填充机构中的偏转、变细、扩宽等解除。由此产生的气泡可能严重损害流量计的精度,尤其在电感式结构类型的情况下严重损害流量计的精度,使得实际灌装的填充产品的量与所测量的量不一致。在许多圆形转子填充机中,时间恰好不足以使气体完全升高。这表示对于填充产品的最大气体含量、例如氧气含量的技术限制。
5.问题要么可以通过使设备停止,借此使气泡可以在旋转的部分处升高到产品罐中的方式来减少,要么可以通过充分强烈降低生产速度,使得存在足够的时间以用于使气泡升高到产品罐中的方式来减少。然而,所提及的解决方案具有如下缺点:所述解决方案对填充机功率产生负担。
技术实现要素:
6.本发明的目的在于,提供用于以填充产品来填充容器的改进的方法和改进的设备,优选地在饮料灌装设备中以填充产品来填充容器的改进的方法和改进的设备,尤其在保持填充机功率的情况下改进填充过程的质量和/或可靠性。
7.所述目的通过具有本发明的特征的方法和具有本发明的特征的设备来实现。有利的改进方案从本发明的以下说明和优选的实施例的描述中得出。
8.所述设备和方法用于以填充产品来填充容器、通常多个容器。如果以单数形式使用术语如“容器”、“填充机构”、“填充阀”、“产品管路”等,则这通常为了语言简单起见。除非明确或技术上排除,否则包括复数。
9.所述设备和方法优选地在饮料灌装设备中用于灌装液体食品,例如水(无气泡或碳酸的)、软饮料、啤酒、葡萄酒、果汁或混合饮料。本发明的技术效果特别明显地在灌装掺
入气体的填充产品中应用,在运输填充产品期间,所述填充产品的气体成分可以通过流动效应、例如通过填充机构中的偏转、变细、扩宽等引起的流动效应解除或免除。
10.所提出的方法包括如下步骤:沿着圆形轨道运输待填充的第一容器;在运输第一容器期间执行第一填充过程,在所述第一填充过程中将填充产品导入到第一容器中,其中第一填充过程在第一容器在圆形轨道上的初始的起始角度处开始;求取第一填充过程的终止角度第一容器在圆形轨道上的第一填充过程在所述终止角度处结束;然后沿着圆形轨道运输待填充的第二容器;以及在运输第二容器期间执行第二填充过程,在所述第二填充过程中将填充产品导入到第二容器中。
11.容器沿着圆形轨道的运输可以借助于呈圆形转子结构方式的设备实现,如所述设备在下文中更精确地描述。
12.根据本发明的方法的特征在于,可变的起始角度根据第一填充过程的终止角度即作为所述第一填充过程的终止角度的函数来求取,并且第二填充过程在容器在圆形轨道上的可变的起始角度处开始。初始的起始角度和可变的起始角度通常彼此不同。
13.术语“第一”和“第二”在本文中用于在语言上区分对应命名的填充过程、容器等。借此不暗含着顺序、次序或优先化。因此,在常规灌装运行的上述定义中,将两个填充过程——第一填充过程和随后的第二填充过程——彼此比较,以便根据上一填充过程的填充过程结束在语言上精确地描述填充过程的填充过程开始的偏移。
14.在此,填充过程不一定仅包括将填充产品导入到对应的容器中,而是填充过程还可以包括与实际填充相关的其他经过,例如以下步骤中的一个或多个步骤:将容器压力密封地压靠在对应的填充阀上;在容器中进行气体交换;容器中的压力增加和/或压力降低;卸载容器;稳固容器。因此,用于容器的填充过程遵循特定程序流程,所述特定程序流程通过填充产品和其他过程参数限定并且通常在用于灌装多个容器的常规生产期间基本上保持。
15.通过在常规运行期间根据上一填充过程的终止角度改变填充过程在其处开始的填充角度的方式,不仅可以改进填充过程的质量和可靠性(例如其方式为,使可能的气泡获得足够的时间,以便从对应的填充机构升高),而且此外还可以在填充机功率与期望的质量之间找到最佳的折衷。换言之,如果填充过程的终止角度处于最大过程角度之前,则存在用于改变一个或多个后续填充过程的过程开始的自由度,必须最晚直至所述最大过程角度结束所述圆形转子中的填充过程。所述自由度可以用于优化生产。
16.可变的起始角度优选地在容器的运输方向上处于初始的起始角度之后,即改变的填充过程优选地相对于先前的或常规填充过程沿着圆形转子的圆形轨道移动从而在时间上向后推迟。以所述方式,在所考虑的两个填充过程之间有更多的时间可用,其中可能的气泡可以升高,而不必降低填充机功率。
17.圆形轨道通常具有最大过程角度填充过程必须最晚在所述最大过程角度处结束,其中可变的起始角度优选地根据最大过程角度与第一填充过程的终止角度之间的差、即作为所述最大过程角度与所述第一填充过程的终止角度之间的差
的函数来求取。最大过程角度理论上可以与容器在其处从圆形转子导出的角度一致,然而所述最大过程角度通常稍微提前,以便不损害将容器导出到随后的站处。
18.可变的起始角度与初始的起始角度之间的差优选地等于最大过程角度与第一填充过程的终止角度之间的差减去安全余量ψ
sich
。以所述方式,可以使两个填充过程之间的填充开始的偏移最大化,而不危害填充过程的可靠性。
19.第一填充过程和第二填充过程优选地以周期性顺序执行,以便可再现地执行生产优化。
20.因此,可以基于初始的起始角度对于填充转台的每第二轮进行填充过程开始的偏移。然而,可以概括所述原理,其方式为,对于每第x轮进行填充过程开始的偏移。换言之,第一填充过程优选地相继地执行n次,其中n是自然数。随后,第二填充过程优选地执行恰好一次。特别优选地适用:n=1或n=2。由n个第一填充过程、其后的例如一个第二填充过程构成的所述流程现在可以周期性地重复。
21.然而,这种周期性的运行流程不是强制性必要的,因为可变的起始角度的量和/或应用可以进一步概括。因此,既不需要所有x轮定期应用可变的起始角度可变的起始角度也不必须相应于与之间的差或所述差的函数。更确切地说,可变的起始角度可以根据上一填充过程的终止角度改变,使得总过程被优化。过程参数的改变可以借助于合适的算法、例如自学习算法来执行。
22.优选地,第一填充过程和第二填充过程包括相同的步骤。换言之,相同的填充产品优选地以相同的方式和方法灌装,并且仅改变填充过程的起始角度。在此,填充过程例如可以分别包括以下步骤中的一个或多个步骤:对容器进行定位;将容器压力密封地压靠在对应的填充阀的口部部段上;将气体导入到容器中;从容器中抽出气体;在容器中产生过压;在容器内产生负压;将填充产品导入到容器中;卸载容器;从填充阀移除容器。
23.上述目的还由一种用于以填充产品来填充容器的设备、优选地在饮料灌装设备中以填充产品来填充容器的设备实现。
24.所述设备包括可旋转的填充转台,所述可旋转的填充转台具有设置在填充转台的外环周处的多个填充机构以及与填充机构对应地相关联的容器保持件,所述多个填充机构设立用于将填充产品导入到容器中,其中填充转台设立用于沿着圆形轨道运输填充机构和对应相关联的容器保持件。容器保持件设立用于保持各一个容器,使得容器在设备的常规运行中由于填充转台的旋转而沿着所提及的圆形轨道运动。
25.设备还具有控制装置,所述控制装置设立用于操控填充转台,使得待填充的第一容器沿着圆形轨道运输;在运输第一容器期间执行第一填充过程,在所述第一填充中将填充产品(经由填充机构)导入到第一容器中,其中第一填充过程在第一容器在圆形轨道上的初始的起始角度处开始;求取第一填充过程的终止角度第一容器在圆形轨道上的第一填充过程在所述终止角度处结束;沿着圆形轨道运输待填充的第二容器;以及在运输第二容器期间执行第二填充过程,在所述第二填充过程中将填充产品导入到第二容器中。
26.根据本发明,控制装置还设立用于操控填充转台,使得根据第一填充过程的终止
角度来求取可变的起始角度并且第二填充过程在容器在圆形轨道上的可变的起始角度处开始。
27.参照方法描述的特征、技术效果、优点和实施例类似地适用于设备。
28.因此,出于上述原因,控制装置优选地设立用于操控填充转台,使得可变的起始角度在容器的运输方向上处于初始的起始角度之后。
29.出于上述原因,控制装置优选地设立用于操控填充转台,使得可变的起始角度根据最大过程角度与第一填充过程的终止角度之间的差来求取。
30.出于上述原因,控制装置优选地设立用于操控填充转台,使得可变的起始角度与初始的起始角度之间的差等于最大过程角度与第一填充过程的终止角度之间的差减去安全余量ψ
sich
。
31.出于上述原因,控制装置优选地设立用于操控填充转台,使得第一填充过程和第二填充过程以周期性顺序来执行。
32.出于上述原因,控制装置优选地设立用于操控填充转台,使得第一填充过程相继地执行n次,其中n是自然数,并且随后执行一次第二填充过程,其中优选地适用n=1或n=2。
33.控制装置可以中央地或分散地、软件支持地、基于互联网和/或基于云的应用的组成部分地或以其他方式实现,以及必要时可以访问数据库。控制装置与设备的对应的部件(执行器、传感器等)的通信可以数字地或模拟地、无线地或有线地实现。
34.优选地,填充机构分别包括填充阀,所述填充阀设立用于以可改变的流动速度将填充产品导入到对应的容器中。填充阀例如是比例阀。此外,填充机构优选地分别具有流量计,所述流量计设立用于探测导入到对应的容器中的填充产品的体积流。流量计的测量原理优选地基于感应。填充过程的可变的开始对于这种结构类型的填充机构特别有用,以便优化由填充阀导入并且由流量计探测的体积流的精度。
35.本发明的其他优点和特征从优选的实施例的以下描述中可见。只要在本文中描述的特征不矛盾,则所述特征可以单独实现,或可以结合在上文中描述的特征中的一个或多个特征实现。在此,优选的实施例的以下描述参照附图实现。
附图说明
36.通过下文中的附图的描述来详细阐述本发明的优选的其他实施方式。在此示出:
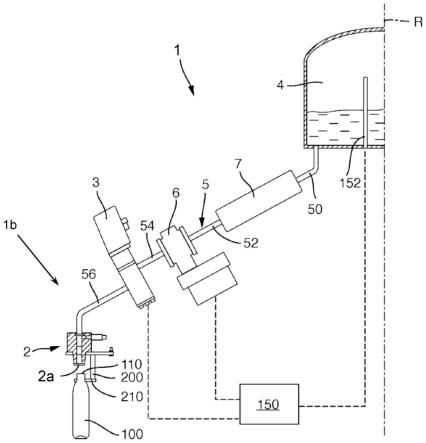
37.图1示出用于以填充产品来填充容器的设备的示意图;
38.图2a示出基于圆形轨道上的初始的起始角度的填充过程的示意图;
39.图2b示出基于圆形轨道上的可变的起始角度的填充过程的示意图。
具体实施方式
40.在下文中,根据附图描述优选的实施例。在此,不同附图中的相同的、相似的或相同作用的元件设有相同的附图标记,并且部分舍弃所述元件的重复描述,以便避免冗余。
41.图1示意性地示出用于以填充产品来填充容器100的设备1。
42.在图1中示出的实施例中,设备1包括填充阀2,所述填充阀经由阀口部2a将填充产
品导入到容器100中。在填充过程期间,容器100的口部110优选地与填充阀2压力密封地接触,由此,填充过程可以执行为反压法或负压法。然而,填充阀2也可以构成为自由喷射阀,使得在桥接自由喷射区域之后将填充产品填入到容器100的口部110中。
43.待填充的容器100在填充期间经由容器保持件200保持在填充阀2处或填充阀下,例如,所述容器保持件具有用于将待填充的容器100保持在颈部区域、例如在容器100的在此未示出的颈部环下方的颈部区域中的保持夹210。在此,也谈及待填充的容器100的所谓“颈部处理”。“颈部处理”尤其在填充呈pet瓶形式的塑料容器的情况下应用。
44.在图中未示出的一个替选方案中,待填充的容器100也可以在其底部区域中被保持或支撑,例如通过待填充的容器100立于其上的引导板保持或支撑。在此也谈及待填充的容器100的“底部处理”。“底部处理”尤其在填充玻璃瓶的情况下应用。
45.在图中同样未示出的一个替选方案中,也可以在容器腹部或瓶腹部的区域中或以另外合适的方式保持和/或支撑和运输待填充的容器100。
46.填充阀2特别优选地构成为比例阀3或包括所述比例阀,所述比例阀处于阀口部2a的上游,即设置在阀口部2a的上游。可选地,可以在阀口部2a的区域中设有关闭阀,所述关闭阀根据需求打开/关闭阀口部2a。在图1的实施例中,比例阀3示例性地安装在填充产品管路5中,然而,所述比例阀也可以在阀口部2a的区域中通过在图中未示出的具有执行器和阀座的对应成形的阀锥来实现。
47.比例阀3设立用于可以连续或逐渐改变填充产品的体积流,因此调节每单位时间导入到容器100中的填充产品量。目的是确保高效、精确和保护产品的填充。
48.比例阀3例如可以构造成,使得由填充产品穿流的环形间隙的尺寸可改变。比例阀3的切换位置、即例如环形间隙的当前切换的大小/尺寸是已知的,并且例如可以通过使用用于驱动比例阀3的步进马达可再现地设定。
49.借助于比例阀3,可以确定填充曲线的一个或多个特性,即每单位时间的体积流、填充曲线的整体和/或在达到期望的填充水平时的填充结束。
50.在实际灌装到待填充的容器100中之前,将填充产品暂存在填充产品储备器4中,其中填充产品储备器4在此以圆形转子填充机的中央罐的形式示出。在一个替选的实施方式中,填充产品储备器4例如也可以以环形罐、环形管路或分配器输送装置的形式构成。
51.在填充产品储备器4中填入填充产品直至特定填充高度,并且可以从那里经由填充产品管路5流至填充阀2并且从那里引入到待填充的容器100中,所述填充产品管路在此示例性地具有第一管路部段50、第二管路部段52、第三管路部段54和第四管路部段56。
52.除了用于控制或调节填充产品流的比例阀3之外,还设有流量计6,所述流量计设立用于探测穿流填充产品管路5的填充产品的流体量或体积流。借助于流量计6,必要时也可以求取引入到容器100中的填充产品量,例如通过对所求取的体积流进行积分或累加来求取引入到所述容器中的填充产品量。以所述方式,当在待填充的容器100中达到期望的填充产品水平之后,填充经过可以通过关闭比例阀3和/或通过关闭在此未示出的关闭阀来结束。替选于流量计6,也可以应用另外的传感器、例如称重单元和短路探针。替选地,如果使用时间填充过程,则可以舍弃传感器,所述时间填充过程例如基于计算模型以用于求取体积流。
53.包括比例阀3的填充阀2、流量计6和填充产品管路5的部段例如管路部段52、54和
56可以形成假想的和/或结构的单元或部件,其在本文中称为“填充机构”1b。
54.图1仅示出一个填充机构1b,所述填充机构与填充产品储备器4流体连接。然而,设备1优选地具有多个填充机构1b,所述填充机构设置在填充转台1a(参见图2a和2b)的外环周处,所述填充转台包括共同的填充产品储备器4,由此,填充机以圆形转子构造方式构成。在此,圆形转子填充机围绕示意性示出的旋转轴线r旋转,以便在旋转期间填充待填充的容器100,并且同时沿着圆形路径1b(参见图2a和2b)输送所述待填充的容器。例如,在圆形转子填充机的环周处可以设置有多于20或50个填充机构1b,使得可以执行将输送给圆形转子填充机的流有效地填充给待填充的容器100。
55.设备1可以——作为填充机构1b的组成部分或在所述填充机构外——具有一个或多个过滤器7,所述一个或多个过滤器对应地设置在填充产品管路5的第一部段50与填充产品管路5的第二部段52之间。过滤器7分别设立用于,在灌装之前对填充产品进行清洁,例如从填充产品中过滤出颗粒、病毒、细菌、病菌、真菌等。
56.填充产品储备器4中的填充产品的当前填充高度例如可以借助于填充高度探针152来测量。
57.设备1还具有控制装置150,所述控制装置设立用于与填充机构1b进行通信。尤其地,控制装置150与比例阀3和流量计6进行通信,以便利用由流量计6求取的体积流值来确定比例阀3的当前切换位置。此外,可以借助于控制装置150来评估填充产品储备器4中的填充高度。
58.控制装置150可以中央地或分散地、软件支持地、基于互联网和/或基于云的应用的组成部分地实现或以其他方式实现,以及必要时可以访问数据库。控制装置150与对应的部件的通信可以数字地或模拟地、无线地或有线地实现。
59.图2a和图2b示意性地示出设备1的填充过程。设备1包括上述填充转台1a,在所述填充转台的外环周上安装有在图2a和图2b中未示出的多个填充机构1b。填充转台1a可以围绕旋转轴线r旋转,由此,在图2a和图2b中未示出的填充机构1b和待运输的容器100沿着圆形轨道1c运输。
60.待填充的容器100在限定的传送点处传送给填充转台1a,例如经由未示出的输入星形件传送给所述填充转台。填充转台1a的在其处导入空的容器100并且将其传送给设备1的角度称为在其处例如通过将所填充的容器100传送给未示出的输出星形件的方式将所述已填充的容器从设备1导出的角度称为
61.理论上,除了也称为“填充机死角”的小的角度段ψ
tot
外,填充过程基本上可以利用圆形转子的整个环周。填充机死角ψ
tot
是结构引起的,例如通过对于输入星形件和输出星形件所需的安装空间引起。
62.经由填充机构1b填充容器100遵循特定程序流程,所述特定程序流程可以根据填充机构1b的结构类型、填充产品和其他过程参数不同。因此,程序流程例如可以包括以下步骤中的一个或多个步骤:将容器100压力密封地压靠对应的填充阀2的阀口部2a;在容器100中进行气体交换;容器100中的压力增加和/或压力降低;导入填充产品;卸载容器100;稳固容器100。
63.为了概念上清楚,本文中在涉及将填充产品导入到容器100中的“填充经过”与“填充过程”之间区分开,所述填充过程除了将填充产品导入到容器100中之外还可以包括与填
充相关的其他经过,如其在上文中示例性地提及的。
64.填充产品在圆形转子结构方式的设备1处的灌装通常设计成,使得程序流程始终在填充转台1a的同一角度位置处开始。因此,控制装置150包含限定填充过程的初始的起始角度的过程参数。所述初始的起始角度称为
65.包括将填充产品导入到对应的容器100中的填充过程现在从初始的起始角度开始沿着过程段进行,直至在经过处理时间之后在终止角度处完成填充过程。
66.最晚必须在其处完成填充过程的填充角度称为最大过程角度最晚必须在其处完成填充过程的填充角度称为最大过程角度理论上可以与重合,然而通常稍微提前,以便不损害将容器100导出到随后的站处。
67.如果终止角度处于最大过程角度之前,则存在用于改变填充过程开始的自由度。换言之,控制装置150包含限定填充过程的可变的起始角度的另一过程参数
68.以所述方式,填充过程可以改变成,使得从填充阀2到填充产品储备器4中的可能的气泡的运走被优化。根据一个优选的实施例,填充过程开始的推迟如下执行:
69.如果控制装置150在常规填充运行期间确定填充过程在最大过程角度之前完成,即在完全可供使用的填充角度之前完成,则控制装置150促使后续填充过程、即下一轮的填充过程以对应的角度——必要时减去安全余量ψ
sich
——更晚地开始。
70.在初始的起始角度处开始的常规填充过程在本文中也称为“第一填充过程”。相对于第一填充过程推迟的、在可变的起始角度处开始的填充过程称为“第二填充过程”。
71.如果运输和填充过程周期地执行,则填充过程在下一轮中以附加可供使用的周期的数量——必要时减去所提及的安全余量ψ
sich
——更晚地开始。
72.以所述方式生成附加的时间,在所述时间中,可能的气泡可以升高到填充产品储备器4中。
73.对于随后的轮,控制装置150促使填充过程再次在初始的起始角度处开始、即在最初确定的点处开始。
74.因此,对于填充转台1a的每第二轮,上述运行流程进行了填充过程开始的偏移。然而,可以概括原理,其方式为,对于每第x轮,进行填充过程开始的偏移。
75.此外,可变的起始角度的量和应用可以进一步概括。因此,既不需要所有x轮定期应用可变的起始角度可变的起始角度也不必对应于与之间的差或所述差的函数。更确切地说,可变的起始角度可以由控制装置根据终止角度改变,使得填充过程、尤其罐装的质量被优化。过程参数可以借助于合适的算法、例如自学习算法来改变。
76.通过在常规运行期间改变填充过程在其处开始的填充角度的方式,不仅可以通过使可能的气泡获得足够的时间以便升高到填充产品储备器4中的方式来改进填充过程的质量和可靠性,而且此外还可以在填充机功率与期望的质量之间找到最佳的折衷。
77.只要可应用,在各个实施例中示出的所有单个特征可以彼此组合和/或替换,而不脱离本发明的范围。
78.附图标记列表
79.1 用于以填充产品来填充容器的设备
80.1a 填充转台
81.1b 填充机构
82.1c 圆形轨道
83.2 填充阀
84.2a 阀口部
85.3 比例阀
86.4 填充产品储备器
87.5 填充产品管路
88.50 填充产品管路的第一部段
89.52 填充产品管路的第二部段
90.54 填充产品管路的第三部段
91.56 填充产品管路的第四部段
92.6 流量计
93.7 过滤器
94.100 容器
95.110 口部
96.150 控制装置
97.152 填充高度探头
98.200 容器保持件
99.210 保持夹
100.r 旋转轴线
[0101] 导入角度
[0102] 导出角度
[0103] 填充过程的初始的起始角度
[0104] 填充过程的可变的起始角度
[0105] 填充过程的终止角度
[0106] 最大过程角度
[0107]
ψ
tot 填充机死角
[0108]
ψ
sich
安全余量
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。