1.本发明涉及一种大体积碎纸包包装方法,具体地说,涉及一种大体积块状碎纸包全自动六面裹膜方法。
背景技术:
2.纸作为记载信息的主要介质,其应用较为广泛。由于纸张上记载有一些重要信息,所以,对于涉密单位,废弃的纸张不能随意丢弃,必须进行销毁。为应对大批量的纸张处理,修建有销毁中心,集中处理记载有涉密信息的纸介质。
3.目前,市面上对纸介质的销毁方式主要是以粉碎为主,将纸介质粉碎,然后,将粉碎后的纸碎压缩成块状,最后,将压缩后的碎纸包运送至化浆厂进行化浆处理。
4.通常,压缩后的碎纸包体积较大,长度为750mm-1100mm,宽为550mm-700mm,高为450mm-850mm,重量大约100公斤~400公斤。由于压缩后的碎纸包体积大、重量沉,经常未包裹就直接运输走,在运输的过程中经常出现遗散现象,对保密工作产生极大不利影响。为此,工作人员会对压块后的碎纸包进行套袋处理,但是,由于压缩后的碎纸包体积大、重量沉,无法搬运,套袋效率极低,而且极大地消耗人力物力。
5.目前市面上有热缩自动包装设备,它是将被包装物品放在包装膜中间,通过翻转被包装物,使包装膜包裹住被包装物品,然后,切割包装膜封口,最后,通过热风冷风切换使包装膜热缩收紧贴合在被包装物品表面。这种包装方式适用于体积小、重量轻的物品;对于大体积物品只能实现四面的完全包裹,左右两侧面仍然包裹不住。
6.对于大型、块状物品一般采用四面缠绕包裹方式进行包装,即通过一旋转平台旋转被包装物,然后拉动包装膜对物品进行多层缠绕以达到四面包装的目的。这种包装方式的缺点:只能对大型块状物品的四个面进行包装,剩余的两个面无法包裹,存在一定的局限性。如果用这种方法包裹压缩后的碎纸包仍然存在遗散的现象。
技术实现要素:
7.鉴于上述原因,本发明的主要目的是提供一种大体积块状碎纸包全自动六面裹膜方法。该方法在大体积块状碎纸包行进过程中,完成对其六面全方位自动包裹,包装效率高、省时省力。
8.为实现上述目的,本发明采用以下技术方案:一种大体积碎纸包全自动六面裹膜方法,首先,在大体积块状碎纸包行进方向的入口处,垂直于碎纸包行进方向的上、下方各设置一缠绕有包装膜的送膜机构和可上下移动的热封切机构;在大体积块状碎纸包行进方向入口处和出口处之间,在碎纸包行进方向左、右侧的上、下方各设置一可上下左右移动的热封切机构;在传送机构的左、右两侧各设置一可伸缩的机械手;所述包装膜的宽度要大于等于被包裹碎纸包的宽度和高度之和;
9.然后,在大体积块状碎纸包行进方向的入口处,将缠绕在上送膜机构上的上包装膜端部与缠绕在下送膜机构上的下包装膜端部热封在一起,形成一设置在碎纸包前进方
向,碎纸包前面的垂直包装膜;
10.将大体积块状碎纸包放置在传送机构上,使碎纸包在传送机构的作用下向前行进,在碎纸包行进的过程中,碎纸包撞击其前方设置的所述垂直包装膜,使上、下送膜机构放料,粘合在一起的上、下包装膜共同将行进中的碎纸包的前面、顶面和底面包裹住,待碎纸包全部通过上、下送膜机构后,上热封切机构向下移动切割缠绕在上送膜机构上的上包装膜,同时将上包装膜与缠绕在下送膜机构上的下包装膜热封粘合在一起,下热封切机构将缠绕在下送膜机构上的下包装膜切割脱离下送膜机构,将碎纸包的后面包裹住;
11.在碎纸包向前行进时,设置在传送机构左、右两侧的可伸缩机械手伸出,将上送膜机构卸载的上包装膜两端挑起,待碎纸包后面被包裹后,左右两侧的上、下热封切机构同时动作,将碎纸包左右两侧、上包装膜和下包装膜的两端切割、热封粘合在一起,至此,完成在碎纸包行进过程中对碎纸包六面全方位的自动包裹。
12.所述左右侧可伸缩机械手将切割后的废弃包装膜夹拾移弃。
13.优选地,沿所述大体积碎纸包行进路线架设机架,铺设传输机构;所述传送机构贯穿所述机架的前、后;
14.所述送膜机构包括上送膜机构和下送膜机构;所述热封切机构包括上热封切机构、下热封切机构、左侧上热封切机构、左侧下热封切机构、右侧上热封切机构和右侧下热封切机构;
15.所述上送膜机构和上热封切机构安装在所述机架入口的上方,与大体积碎纸包行进方向垂直;所述上送膜机构固定在所述机架上,其上缠绕有上包装膜;所述上热封切机构悬挂在所述机架上,在气泵的驱动下可上下移动,切割所述上送膜机构上缠绕的上包装膜;
16.所述下送膜机构和下热封切机构位于所述传送机构的下方,安装在所述机架入口的下方,所述下送膜机构固定在所述机架上,其上缠绕有下包装膜;所述下热封切机构悬挂在所述机架上,用于切割所述下送膜机构上缠绕的下包装膜;
17.所述左侧上热封切机构和左侧下热封切机构悬挂在所述机架内的左侧,可上下左右移动;
18.所述右侧上热封切机构和右侧下热封切机构悬挂在所述机架内的右侧,可上下左右移动。
19.优选地,在所述机架的前、后、左、右不同位置处分别设置位置传感器,检测各机构的动作;在所述机架上固定有控制单元;
20.所述各位置传感器的信号输出端通过导线与所述控制单元的信号输入端相连,所述控制单元的控制信号输出端通过导线、继电器分别与所述传送机构、上送膜机构、下送膜机构、上热封切机构、下热封切机构、左侧上热封切机构、左侧下热封切机构、右侧上热封切机构、右侧下热封切机构的控制端相连,控制它们的动作。
21.优选地,缠绕在所述上送膜机构上的上包装膜和缠绕在所述下送膜机构上的下包装膜的宽度要大于等于被包裹物品的宽度与高度之和。
22.优选地,在所述机架内的左侧和右侧各安装有一可伸缩的机械手;所述控制单元的控制信号输出端与所述机械手的控制端相连,控制其动作。
23.优选地,所述控制单元包括plc可编程控制器和触摸屏;所述各位置传感器的信号输出端通过导线与所述plc可编程控制器的信号输入端相连,所述plc可编程控制器的控制
信号输出端通过导线与被控对象的控制端相连,控制它们的动作;
24.所述触摸屏的i/o口通过导线与所述plc可编程控制器的i/o相连,所述plc可编程控制器通过i/o口接收操作者通过所述触摸屏输入的控制指令,同时,通过所述触摸屏显示各种信息。
25.其中,所述上热封切机构、下热封切机构、左侧上热封切机构、左侧下热封切机构、右侧上热封切机构、右侧下热封切机构均为气动驱动方式,通过气管与气泵相连。
26.本发明的优点:1、可实现大体积块状碎纸包的六面、全方位、自动包裹,省时省力,效率高,从根本上解决压缩后碎纸包在运输过程中的散落问题。2、在包裹大体积块状物时,不需要翻转、吊起、搬动被包裹物,在其传输过程中就完成了对其六面的包裹。
附图说明
27.图1是本发明对大体积块状碎纸包进行六面裹膜流程示意图;
28.图2是本发明对大体积块状碎纸包进行六面裹膜流程方框图;
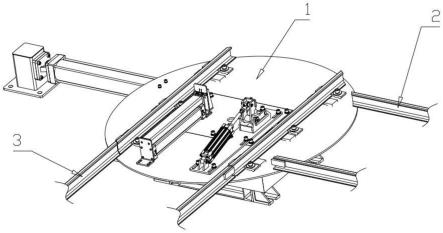
29.图3是本发明实现对大体积块状碎纸包进行六面裹膜的设备立体结构示意图;
30.图4是本发明实现对大体积块状碎纸包进行六面裹膜的设备爆炸图;
31.图5是本发明实现对大体积块状碎纸包进行六面裹膜的设备另一角度立体结构示意图;
32.图6是本发明实现对大体积块状碎纸包进行六面裹膜的设备另一角度立体结构示意图。
具体实施方式
33.下面结合附图和实施例对本发明的结构及特征进行详细说明。需要说明的是,可以对此处公开的实施例做出各种修改,因此,说明书中公开的实施例不应该视为对本发明的限制,而仅是作为实施例的范例,其目的是使本发明的特征显而易见。
34.废弃的纸张被运送至销毁中心后,先经大型碎纸机集中粉碎,粉碎后的纸屑被打包机压缩成块状,再经传送带传送至裹膜机进行六面全方位的包裹。
35.如图1、图2所示,本发明实现对大体积块状碎纸包六面全方位自动裹膜的方法是:
36.首先,在大体积块状碎纸包1行进方向的入口处,垂直于碎纸包1行进方向的上、下方各设置一缠绕有包装膜的送膜机构和可上下移动的热封切机构2和3;在大体积块状碎纸包行进方向的入口处和出口处之间,碎纸包行进方向的左、右侧的上、下方各设置一可上下左右移动的热封切机构4和5;在传送机构的左、右两侧各设置一可伸缩的机械手;所述包装膜的宽度要大于等于被包裹碎纸包的宽度和高度之和;
37.然后,在大体积块状碎纸包行进方向的入口处,将缠绕在上送膜机构上的上包装膜端部与缠绕在下送膜机构上的下包装膜端部热封在一起,形成一设置在碎纸包前进方向、碎纸包前面的垂直包装膜6;
38.将大体积块状碎纸包1放置在传送机构上,使碎纸包在传送机构的作用下向前行进,在碎纸包行进的过程中,碎纸包1撞击其前方垂直设置的包装膜6,使上、下送膜机构放料,粘合在一起的上、下包装膜共同将碎纸包的前面、顶面和底面包裹住,待碎纸包全部通过上、下送膜机构后,上热封切机构2向下移动切割缠绕在上送膜机构上的上包装膜,同时
将上包装膜与缠绕在下送膜机构上的下包装膜热封粘合在一起,同时,下热封切机构3将缠绕在下送膜机构上的下包装膜切割脱离下送膜机构,从而将碎纸包的后面包裹住;
39.在碎纸包向前行进时,设置在传送机构左、右两侧的可伸缩机械手伸出,将上送膜机构卸载的上包装膜两端挑起,待碎纸包后面被包裹后,左右两侧的上、下热封切机构4和5同时动作,将碎纸包左右两侧、上包装膜和下包装膜切割、热封在一起,至此,完成在碎纸包行进过程中对碎纸包六面全方位的自动包裹。
40.本发明无需搬运、翻转大体积块状碎纸包,利用包装薄膜受热粘合的特性,采用三面(后面、左右两侧)热封切包装膜,实现对包装物的六面全方位包裹,包装效率高,省事省力。
41.为实现大体积块状碎纸包六面全方位自动包裹,本发明提供一种实现该功能的设备,如图3-图6所示,它由机架10、传送机构11、上送膜机构12、下送膜机构13、上热封切机构14、下热封切机构15、左侧上热封切机构16、左侧下热封切机构17、右侧上热封切机构18、右侧下热封切机构19、左侧机械手20、右侧机械手21、安装在机架前、后、左、右不同位置处的位置传感器和控制单元22。
42.传送机构11贯穿机架10的前、后,它可以是皮带传送机构,也可以是辊筒传送机构。在本发明较佳实施例中,所述传送机构11由三段构成,前段111和中间段112为皮带传送机构,后段113为辊筒传送机构。前段和中段设计为皮带传送,因为碎纸包还未完全被六面裹膜,纸条或者包装物有泄露可能,影响环境;待碎纸包完全被包裹后,传送机构的后段设计为辊筒传送,原因是单个辊筒使用寿命长,更换也简单。前段和中间段传送机构之间留有足以使下热封切机构15上下移动的空隙。前段传送机构111位于机架前面,其前端对接打包机出口,其后端对接机架10的入口,将打包机输出的块状碎纸包输送至机架内部。
43.上送膜机构12和上热封切机构14安装在机架10入口的上方,上送膜机构12固定在机架10上,其上缠绕有上包装膜;上热封切机构14悬挂在机架10上,在气泵的驱动下可上下移动,切割上送膜机构12上缠绕的上包装膜。下送膜机构13和下热封切机构15位于传送机构11的下方,安装在机架10入口的下方,下送膜机构13固定在机架10上,其上缠绕有下包装膜;下热封切机构15用于切割下送膜机构13上缠绕的下包装膜。在被包裹物品即大体积块状碎纸包被放置在传送机构11前,上送膜机构12放料,上热封切机构14牵引上送膜机构12卸放的上包装膜与下送膜机构13卸放的下包装膜热封粘合在一起,在机架入口处形成一道垂直的包装膜(参见图1中的6)。
44.在机架10的左侧,悬挂有可上下左右移动的左侧上热封切机构16和左侧下热封切机构17,同理,在机架10的右侧,悬挂有可上下左右移动的右侧上热封切机构18和右侧下热封切机构19。左侧上热封切机构16和左侧下热封切机构17用于切割、热封垂落在被包装物左侧的上包装模和下包装膜,并将两者热封粘合在一起;同理,右侧上热封切机构18和右侧下热封切机构19用于切割、热封垂落在被包装物右侧的上包装膜和下包装膜,并将两者热封粘合在一起。
45.薄膜热封切割技术已是一项成熟的技术,热封切机构由封切刀和加热供给系统组成,在物料到位后上封切刀在气缸推动下向下动作,到达底位后上封切刀与下热封切机构上的下硅胶条重合,等待一个封切时间后回撤,完成了上下薄膜的封切粘合。一次动作同时实现薄膜的粘合、切割。封切温度一般在150℃~190℃,封切时间一般为1.0~3.0s。在本发
明较佳实施例中,本发明选购的是青县威达机械制造有限公司生产的送膜机构,精盟机械制造有限公司生产的热封切机构。生产厂家可根据客户需求,生产不同尺寸、规格的送膜机构和热封切机构。
46.为实现被包裹物品的六面全方位包裹,缠绕在上送膜机构12上的上包装膜和缠绕在下送膜机构13上的下包装膜的宽度要大于等于被包裹物品的宽度与高度之和,在上、下包装膜包裹被包裹物品的前面、上面、下面时,上、下包装膜的两端自然垂落在被包裹物品的侧面,为方便左侧上、下热封切机构切割、热封左侧垂落的上、下包装膜,本发明在机架的左侧安装有一可伸缩的左侧机械手20。在被包裹物品在传送机构11上行进时,左侧机械手20将垂落的上包装膜挑起,待左侧上热封切割机构16向下移动,准备切割热封左侧垂落的上包装膜时,左侧机械手20随着左侧上热封切割机构16的下移收缩,以便左侧上热封切割机构16与向上移动的左侧下热封切割机构17汇合切割、热封上下包装膜,使两者粘合在一起,将被包裹物品的左侧面包裹住。同理,本发明在机架10的右侧也安装有一具有同样功能的右侧机械手21。
47.在左侧上热封切割机构16与左侧下热封切割机构17配合将垂落在被包裹物品左侧的上、下包装膜切割、热封,使两者粘合在一起时,左侧机械手20将切割下的剩余的废膜夹住移除,同理,右侧机械手21也将切割下的废膜夹住移除。
48.为感测被包装物在传送机构11上的位置,本发明在机架10的前、后、左、右不同位置处均安装有位置传感器,在机架10的前面侧壁上安装有控制单元22。各位置传感器的信号输出端通过导线与控制单元22的信号输入端相连,控制单元22的控制信号输出端通过导线分别与传送机构11、上送膜机构12、下送膜机构13、上热封切机构14、下热封切机构15、左侧上热封切机构16、左侧下热封切机构17、右侧上热封切机构18、右侧下热封切机构19、左侧机械手20和右侧机械手21的控制端相连,控制它们的动作。
49.在本发明的较佳实施例中,所述控制单元包括plc可编程控制器22和触摸屏23,各位置传感器的信号输出端通过导线与plc可编程控制器的信号输入端相连,plc可编程控制器的控制信号输出端通过导线、继电器与被控对象的控制端相连,控制它们的动作。触摸屏的i/o口通过导线与plc可编程控制器的i/o相连,plc可编程控制器通过i/o口接收操作者通过触摸屏输入的控制指令,同时,通过触摸屏显示各种信息。
50.在本发明较佳实施例中,所述上热封切机构14、左侧上热封切机构16、左侧下热封切机构17、右侧上热封切机构18、右侧下热封切机构19均为气动驱动方式,通过气管与气泵相连。
51.与传统的包裹方法相比,本发明不仅可以真正实现对大体积块状碎纸包的六面、全方位、自动包裹,而且,在包裹过程中,不需要翻转、吊起、搬动被包裹物,在大体积块状碎纸包传送的过程中就完成了对其六面的包裹,省时省力,效率高。
52.本发明公开的裹膜机可与打包机配合使用,裹膜机摆放在打包机尾部,两者之间通过传送带相连,可实现碎纸屑的连续压缩打包、裹膜,生产效率高,有效地防止纸屑的遗撒。
53.最后应说明的是:以上所述的各实施例仅用于说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或全部技术特征进
行等同替换;而这些修改或替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。