1.本实用新型涉及锂离子电池设备技术领域,具体为一种方型聚合物锂离子电池的卷芯结构。
背景技术:
2.方形锂离子电池是锂离子电池的一个重要分支,不仅广泛应用在通讯电子领域,还逐渐应用于动力和储能领域,对于方形锂离子电池,在入壳前需要将裸电芯先热压整形到工艺要求的范围。热压整形设备主要分为两类:1、热压整形设备主要由上下热压板组成,工作时直接将来料电芯直接放入上下热压板之间,上下热压板对电芯进行压合后分离,取出电芯完成热压;2、热压整形设备主要由动力驱动的上下压板、热压托盘和限位条组成,工作时选择合适的限位条,将需要热压的裸电芯放置在热压托盘上,再将热压托盘放置在上下压板之间,驱动设备,上下压板将托盘中的电芯压紧整形到工艺规定的厚度。上述的热压整形设备都存在缺陷:电芯容易与上下热压板或者热压托盘粘连,不易取出电芯。为了克服电芯与热压后粘连不易取出的问题,有电池生产厂家提出,在托盘的侧边与容纳电芯的腔体处开设小凹槽,如此一来,电芯热压后就很容易取出,但是由于开设有凹槽,凹槽对应的电芯部位悬空,热压后的电芯表面有痕迹,表面不平整,从而影响电芯入壳和电池的性能。
3.对此,授权公告号为cn209515887u的中国实用新型专利公开了一种方形锂离子电池的卷芯结构,该卷芯结构至少有一个外表面设有保护层,所述保护层粘结在卷芯的外表面,所述保护层的四个边缘与卷芯的四个边缘的距离为1~5mm,所述保护层的厚度为0.02~0.06mm,所述保护层为pp、pe、pi材质的胶带或包膜等。
4.该卷芯结构卷芯的表面上设置保护层,避免卷芯和热压设备直接接触,热压后卷芯不会粘连在热压设备上,取出卷芯极为方便,但是其没有改进卷芯本身的卷绕结构,现有的卷芯结构设计,正极耳是设计在卷芯的最外层,进而将卷芯入壳,而在电极充电膨胀后,正极耳位于卷芯外层,容易使得卷芯受到正极耳位置的压迫限制,卷芯容易出现变形,进而造成卷芯本体变形。
5.为此我们提出一种方型聚合物锂离子电池的卷芯结构用于解决上述问题。
技术实现要素:
6.本实用新型的目的在于提供一种方型聚合物锂离子电池的卷芯结构,以解决上述背景技术中提出的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种方型聚合物锂离子电池的卷芯结构,包括卷芯结构及铝壳,所述卷芯结构包括正极卷绕片及负极卷绕片,所述正极卷绕片与负极卷绕片相互饶接,所述正极卷绕片内侧一端顶部固接正极极耳,所述负极卷绕片内侧一端顶部固接负极极耳。
8.优选的,所述正极极耳电连接正极卷绕片,所述负极极耳电连接负极卷绕片,所述正极卷绕片与负极卷绕片之间饶接隔离膜。
9.优选的,所述卷芯结构外侧饶接绝缘膜,所述绝缘膜两端之间接触,所述绝缘膜两端接触处外侧粘接终止胶带。
10.优选的,所述绝缘膜外侧套接铝箔,所述卷芯结构及铝箔套接在铝壳内部。
11.优选的,所述铝壳顶面固接端盖,所述端盖顶面对应正极极耳及负极极耳位置分别固接正极端子及负极端子,所述正极极耳套接在正极端子内,所述负极极耳套接在负极端子内,所述正极极耳电连接正极端子,所述负极极耳电连接负极端子。
12.优选的,所述终止胶带为pet材质,所述绝缘膜为pe材质包膜。
13.与现有技术相比,本实用新型的有益效果是:
14.本实用新型的正极极耳及负极极耳分别处在正极卷绕片及负极卷绕片的内侧部位,卷绕完成后,正极极耳及负极极耳均处在卷芯的中间厚度位置,并且正极极耳及负极极耳分别套接在正极端子及负极端子内,在电池充电极片膨胀后,可以改善因受极耳的压迫受力不均造成的卷芯形变的状况,并且正极端子及负极端子进一步对正极极耳及负极极耳进行固定,进而避免了卷芯整体出现变形的情况。
附图说明
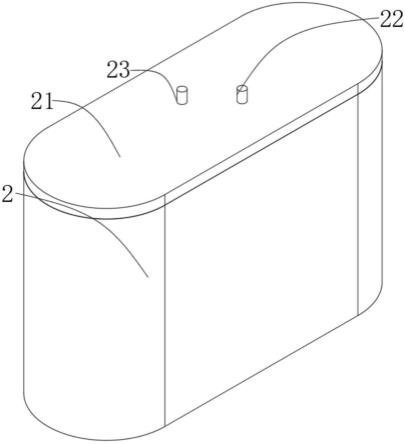
15.图1为本实用新型结构示意图;
16.图2为本实用新型爆炸结构放大结构示意图;
17.图3为本实用新型中卷芯结构处结构放大结构示意图。
18.图中:1、卷芯结构;2、铝壳;3、绝缘膜;11、正极卷绕片;12、负极卷绕片;13、隔离膜;14、正极极耳;15、负极极耳;21、端盖;22、正极端子;23、负极端子;24、铝箔;31、终止胶带。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.实施例1:
21.请参阅图1-3,本实用新型提供一种技术方案:一种方型聚合物锂离子电池的卷芯结构,包括卷芯结构1及铝壳2,卷芯结构1包括正极卷绕片11及负极卷绕片12,正极卷绕片11与负极卷绕片12相互饶接,正极卷绕片11内侧一端顶部固接正极极耳14,负极卷绕片12内侧一端顶部固接负极极耳15,本实用新型的正极极耳14及负极极耳15分别处在正极卷绕片11及负极卷绕片12的内侧部位,卷绕完成后,正极极耳14及负极极耳15均处在卷芯的中间厚度位置,并且正极极耳14及负极极耳15分别套接在正极端子22及负极端子23内,在电池充电极片膨胀后,可以改善因受极耳的压迫受力不均造成的卷芯形变的状况,并且正极端子22及负极端子23进一步对正极极耳14及负极极耳15进行固定,进而避免了卷芯整体出现变形的情况。
22.实施例2:
23.请参阅图2-3,正极极耳14电连接正极卷绕片11,负极极耳15电连接负极卷绕片
12,正极卷绕片11与负极卷绕片12之间饶接隔离膜13。
24.请参阅图2,卷芯结构1外侧饶接绝缘膜3,绝缘膜3两端之间接触,绝缘膜3两端接触处外侧粘接终止胶带31。
25.请参阅图2,绝缘膜3外侧套接铝箔24,卷芯结构1及铝箔24套接在铝壳2内部。
26.请参阅图2,铝壳2顶面固接端盖21,端盖21顶面对应正极极耳14及负极极耳15位置分别固接正极端子22及负极端子23,正极极耳14套接在正极端子22内,负极极耳15套接在负极端子23内,正极极耳14电连接正极端子22,负极极耳15电连接负极端子23。
27.终止胶带31为pet材质,绝缘膜3为pe材质包膜。
28.实施例3:
29.本实用新型的正极极耳14及负极极耳15分别处在正极卷绕片11及负极卷绕片12的内侧部位,卷绕完成后,正极极耳14及负极极耳15均处在卷芯的中间厚度位置,并且正极极耳14及负极极耳15分别套接在正极端子22及负极端子23内,在电池充电极片膨胀后,可以改善因受极耳的压迫受力不均造成的卷芯形变的状况,并且正极端子22及负极端子23进一步对正极极耳14及负极极耳15进行固定,进而避免了卷芯整体出现变形的情况。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
