1.本发明涉及一种在纤维成型设施中通过纤维成型过程制造环保可降解纤维材料制成的成型件的方法,其中能够施加额外的功能层或由多层功能层组成的层体系和/或涂装另一层纤维材料到成型件的待涂布表面上。本发明还涉及一种根据该方法制造成型件的纤维成型设施以及利用该纤维成型设施制造的成型件。
背景技术:
2.希望保护民众和环境免遭塑料污染。尤其是包装材料或塑料餐具和炊具等一次性塑料产品会产生大量垃圾。就此而言,对塑料制成的包装材料和容器的替代材料的需求日益增长,这些产品可以由可回收塑料、塑料含量较低的材料或甚至不含塑料的材料制成。
3.至少从90年代初开始就存在挤出过程中使用天然纤维代替典型塑料的概念,例如请见专利文献ep 0 447 792 bl。正如大多数纤维加工过程,这里的原材料基础为浆料。原则上,浆料由水、天然纤维和工业淀粉(马铃薯淀粉)等粘结剂组成并具有糊状稠度。
4.由于消费者对不同尺寸、形状和要求的各种生态产品很感兴趣,但不一定需要非常多件产品,因此希望有一种高效、灵活的环保天然纤维成型件的制造方法和相应的机器能够多变、优质、可复制地制造这类产品(成型件)。然而,天然纤维成型件时常表现出与预期应用不相容的属性,从而天然纤维或成型件需要额外的处理才能用于各自的应用。有鉴于此,希望有一种可制造适用于不同应用的成型件的工艺。
技术实现要素:
5.本发明的目的是提供一种高效、灵活的环保天然纤维成型件的制造方法及相应的机器,借此能够多变、优质、可复制地制造不同的产品(成型件),从而这样制成的成型件可适用于不同的应用。
6.本发明用以达成上述目的的解决方案为一种在纤维成型设施中通过纤维成型过程制造环保可降解纤维材料制成的成型件的方法,包括如下步骤:
[0007]-在至少一个第一浆料储池中提供至少一种第一浆料作为环保可降解纤维材料的液态溶液;
[0008]-通过将抽吸模具至少部分地第一次浸入第一浆料来模制成型件,其中,该抽吸模具作为多用模具包括数个吸头,每个吸头的三维形状的吸头抽吸侧匹配于待模制的成型件的轮廓,并且该抽吸模具通过负压从第一浆料中吸取纤维材料到吸头的相应吸头抽吸侧上;以及
[0009]-输出终成型的成型件;
[0010]
其中,该制造方法额外包括施加功能层或由多层功能层组成的层体系和/或涂装另一层纤维材料到成型件的待涂布表面上。
[0011]
术语“环保可降解纤维材料”是指可在诸如湿度、温度和/或光照等环境影响下分解的纤维材料,其中分解过程在短期内发生,例如在几天、几周或几个月的范围内。为了简
单起见,“环保可降解纤维材料”在下文中有时仅称为“纤维材料”。这里优选地,纤维材料和分解产物都不会对环境造成危害或污染。在本发明范围内代表环保可降解纤维材料的纤维材料例如是来自纸浆、纸张、纸板、木材、草类、植物纤维、甘蔗渣、大麻等或来自它们的组分或部分和/或相应回收材料的天然纤维。然而,环保可降解纤维材料也可以是指与上述纤维材料相对应或具备其属性的人造纤维,例如pla(聚乳酸)等。环保可降解纤维材料优选为可堆肥物。环保可降解纤维材料和由其制成的容器优选地适合引入德国有机垃圾箱的材料循环并且作为沼气厂的资源。根据欧盟标准en 13432,纤维材料和由其制成的容器优选为可生物降解物。
[0012]
术语“浆料”是指含纤维的流体物质,这里是环保可降解纤维材料。术语“液态”在此是指浆料的聚集状态,液态浆料包含呈纤维形式的环境可降解纤维材料(含环境可降解纤维材料的液态溶液)。这里,纤维可以呈现为单根纤维、纤维结构或由多根接续纤维组成的纤维组。纤维代表纤维材料,无论它们在浆料中是作为单根纤维、作为纤维结构还是作为纤维组。这里,纤维溶解在液态溶液中,使得它们以尽量相同的浓度四处浮游在液态溶液中,例如作为液态溶液和纤维材料的混合物或悬浮液。为此,在某些实施方案中,例如可以相应地对浆料进行调温和/或循环。浆料优选地呈低稠度,即纤维材料的比例低于8%。在一实施方案中,在根据本发明的方法中,使用环保可降解纤维材料的比例低于5%、优选地低于2%、特别优选地0.5%至1.0%的浆料。这种低比例的纤维材料尤其能够防止纤维材料在液态溶液中结块,使得纤维材料仍能优质地在抽吸模具上模制成型。抽吸模具可以吸入结块的纤维材料,但可能导致成型件的层厚波动,而在成型件的生产中却应尽可能避免这种情况。就此而言,浆料中纤维材料的比例应足够低才不会发生结块或成链,或仅在可忽略不计的程度上出现。液态溶液可以是适合纤维成型过程的任何溶液。例如,浆料可以是含环保可降解纤维材料的水溶液。水溶液尤其是一种易于处理的溶液。这里,浆料可以不含有机粘结剂,优选地同样不含非有机粘结剂。在不含粘结剂的情况下,由原始环保可降解纤维材料制成的成型件可以特别环保方式降解,因为并未使用到对环境至关重要的粘结剂,优选地毫无粘结剂。通过组合模制步骤、预成型步骤和热压步骤,这些步骤总体上确保了成型件的纤维材料中的单根纤维彼此良好的机械交链,能够省却粘结剂。机械交链的强度足以省去粘结剂也能实现成型件的尺寸稳定性。在一实施方案中,环保可降解纤维材料基本上由纤维长度小于5mm的纤维组成。利用这种长度的纤维,尤其可获得纤维材料在液态溶液中良好均匀的溶液,使得浆料中纤维的结块程度足够低,以实现良好可复制的成型件纤维成型过程。在一实施方案中,在低于或等于80℃、优选地低于或等于50℃、特别优选地室温的温度下提供浆料。这样的低温尤其允许特别是在室温下实现简单的过程控制。在更高的温度下,可以稍微加快热压过程。根据本发明的方法使用至少一个含第一浆料的第一浆料储池。然而,在根据本发明的方法的其他实施方案中,还可以额外使用填装有相应的另外浆料(第二浆料、第三浆料等)的另外浆料储池(第二浆料储池、第三浆料储池等)。这里,浆料可以在其组成或其他属性(例如温度)方面互不相同,或者至少某些浆料可以具有相同的组成和/或相同的其他属性。
[0013]
纤维成型过程是指模制成型件所涉及的工艺步骤,开始于提供浆料,在模制站中由来自浆料的纤维材料模制成型件,直到输出终成型的成型件,包括施加功能层或由多层功能层组成的层体系和/或涂装另一层纤维材料到成型件的待涂布表面上,其中,该施加或
涂装可以在纤维成型过程中布置于适合相应待施加层的任何部位。根据实施方案,可以在单独的工站或公共的工站中进行施加和涂装。在本发明范围内的某些纤维成型过程,在纤维成型过程中仅进行施加、仅进行涂装或进行这两种过程。任选地,根据本发明的纤维成型过程额外包括预成型和/或热压。
[0014]
成型件可以具有任何形状,在此又称为轮廓,前提是该形状(或轮廓)在根据本发明的方法中可制作或者该方法适合制作该形状(或轮廓)。这里,用于纤维成型过程的组件可以匹配于成型件的相应形状(或轮廓)。在不同成型件具有不同形状(或轮廓)的情况下,可以使用不同的相应匹配的组件,例如抽吸模具、吸头、可选地预压单元、热压站等。终成型的成型件可以代表各种用途的各种产品,例如杯子、容器、器皿、盖子、盘子、部分器皿、外壳或外围器皿。
[0015]
在本文中,抽吸模具是指设置有数个吸头用于模制各个成型件的模具,从而随着抽吸模具移动,抽吸模具中的各个吸头也等量地随之移动。向具有多个吸头的抽吸模具供应介质在抽吸模具中以适当方式导引到各个吸头。这种抽吸模具称为多用模具,因为它包括数个吸头。利用该多用模具,可以根据吸头数目从共同的浆料储池同时模制出大量成型件,这会提高纤维成型设施的产量,从而纤维成型设施的生产更具经济效益。
[0016]
将抽吸模具至少部分地浸入浆料中意味着浆料与抽吸模具中的全部吸头相接触,从而由于用抽吸模具施加到浆料上的负压或抽吸压力而抽吸出纤维材料或者吸取浆料与溶解于其中的纤维材料。可以通过抽吸泵运行的泵系统经由合适的连接机构施加负压到抽吸模具或吸头上。为此,吸头可以包括合适的气体管路系统,其将泵提供的负压作为抽吸压力传递到吸头。当抽吸模具部分浸入浆料时,抽吸模具不仅放置到浆料上而且浸入到浆料中。抽吸模具在浆料中的浸入深度取决于各自的应用和各自的纤维成型过程,并且可以根据应用和可能要模制的成型件而有所不同。
[0017]
这里,吸头可以呈阴型。阴型是指吸头抽吸侧(即纤维材料因吸头的吸力作用而沉积进而模制出成型件的一侧)位于吸头内侧上的型式,从而在将吸头放置到浆料上或将吸头浸入浆料中之后,该内侧形成空腔,含纤维材料的浆料被吸入该空腔中(如图6所示)。在阴型的情况下,后续成型件的外侧朝向吸头的内侧。因此,成型件在模制后位于吸头的内侧上。
[0018]
这里,吸头也可以呈阳型。阳型是指吸头抽吸侧(即纤维材料因吸头的吸力作用而沉积进而模制出成型件的一侧)位于吸头外侧上的型式,从而在将吸头放置到浆料上或将吸头浸入浆料中之后,该外侧不形成空腔(如图6所示)。在阳型的情况下,后续成型件的内侧朝向吸头的外侧。因此,成型件在模制后位于吸头的外侧上。
[0019]
成型件的模制表示成型件的首次预成型,其中,成型件由先前随机分布于浆料中的纤维材料形成,这是通过纤维材料在吸头的轮廓上以相应的轮廓积聚而成。模制的成型件仍有较大比例(例如70%-80%)的液态溶液,例如水,因此形状尚不稳定。
[0020]
通过在模制站中进行模制,很容易由含纤维材料的浆料模制出成型件,根据吸头轮廓的设计,能够非常灵活地提供具有各种轮廓的成型件。这里,成型件的宽度或直径与高度的比率并不代表关于相应成型件制造品质的限制或关键参数。
[0021]
将功能层、具有此类层的层体系或另一层纤维材料(下文也称为涂层)施加或涂装到先前模制的纤维材料(待涂布的成型件)上例如用于确保至少部分的屏障作用,避免出自
纤维材料、进入纤维材料或穿透纤维材料的传质或至少降低到可接受的水平。这样可以例如为成型件提供屏障作用,阻止湿气、水、调料、调味剂、气味、脂、油、气体(如o2和n2)、轻酸和所有导致食品易腐烂的物质和/或非食品级物质的渗透。施加或涂装可以利用所有适合纤维材料成型件的技术。
[0022]
通过根据本发明的方法,提供了一种高效、灵活的环保天然纤维成型件的制造方法及相应的机器,借此能够多变、优质、可复制地制造不同的产品(成型件),从而这样制成的成型件可适用于不同的应用,例如具有相应屏障层的食品行业。
[0023]
在另一实施方案中,在模制之后,上述方法还包括如下步骤:在预成型站中通过施加到成型件上的预压压力对模制的成型件进行预成型。借助预成型站,通过预压制以简单的方式由机械上尚不稳定的模制成型件制成对于进一步加工而言足够稳定且液态溶液比例进一步下降的预成型的成型件。预成型允许以极可复制的方式制造和进一步加工成型件,在成型件各个部分的形状和层厚方面具有高精度和高品质。在一种实施方式中,可以在预压单元低于80℃、优选地低于50℃、特别优选地室温的温度下进行预压。通过预压将成型件中的液体含量降低到大约55%-65%,成型件如此得以预固化,使其尺寸稳定度足以用于转移模具。过高的温度将导致过多地降低成型件中的液体含量,这会使材料太硬而无法进行随后任何热压。在另一实施方案中,在0.2n/mm2至0.3n/mm2、优选地0.23n/mm2至0.27n/mm2的预压压力下进行预压。这些适中压力允许成型件温和固化并适度减少液体,这有利于低废品率地进行成型过程。优选地,在预成型期间,将具有数个吸头的抽吸模具和位于其中模制的成型件压到静止的预压站上,该预压站具有数个匹配于抽吸模具的预压下模,或者将预压下模压到静止的抽吸模具上。在预压期间,抽吸模具代表预压单元的预压上模。在一实施方案中,抽吸模具放置于预压下模上并通过单独的压制单元、例如活塞杆压到预压下模上。替代地,抽吸模具也可以紧固到机械臂,该机械臂本身经由抽吸模具对预压下模施加预压压力。保留在抽吸模具中的模制的成型件安置于预压下模处以进行预压,使得成型件布置于预压下模与抽吸模具之间,进而能够用预压压力将抽吸模具压到预压下模上。
[0024]
在另一实施方案中,上述方法还包括如下步骤:在将成型件转移到热压站之后用热压压力对至少模制的成型件进行热压,以完成成型件的终成型。这里,纤维成型过程中的热压在有或无预压的情况下均可进行。如果还进行预压,则在预成型之后进行热压。在进行预压之后,优选地通过抽吸模具将预压优的成型件转移到热压站,为此,将成型件从抽吸模具中取出进行随后的热压。转移的优势即在于,热压在高温下是以明显更高的压力进行。如果成型件留在抽吸模具中而不转移进行热压,则纤维材料可能会卡堵在抽吸模具的筛网中而难以从抽吸模具中移除,可能仅在热压后造成损坏的情况下。此外,筛网可能会遭受高压损伤,从而使抽吸模具无法再正常工作。完成转移的方式可以是使一个或多个成型件从抽吸模具通过脱置而被动地转移到热压站或者通过抽吸模具中对成型件的弹出压力而主动地转移到热压站。通过利用热压压力对预压的成型件进行热压,对成型件进行终成型,成型件中液态溶液的比例进一步降低,例如降低到10%以下,优选地降低到大约7%,然后成型件继而稳定又不会变形。通过热压避免了干燥炉中冗长的干燥程序。热压下模和热压上模优选地由金属制成。热压在高于预压压力的热压压力下进行,例如0.5n/mm2至1.5n/mm2,优选地0.8n/mm2至1.2n/mm2。施加热压压力的加压时间可以少于20秒,优选地多于8秒,特别优选地10秒至14秒,更优选地12秒。热压压力例如通过活塞杆以液压方式施加到热压站,其
中,该活塞杆例如压到热压上模上,该热压上模又压到静止的热压下模上,成型件位于两者之间。这种布置也可以颠倒。通过热压站,可以利用热压轻松地将预成型但仍可略微变化的成型件制成终成型的成型件以便进一步加工,其中液态溶液的比例显著下降。热压站允许以极可复制的方式制造和进一步加工成型件,在成型件各个部分的形状和层厚方面具有高精度和高品质。尤其是预压与热压组合能够特别优质、特别低废品率、特别可复制地制造出成型件。通过这种方式可以由环保可降解纤维材料特别轻松、高效、灵活地制造出优质、复制性良好的最终稳定的成型件。优选地,成型件的目标轮廓以及相应成型的组件设计为使得成型件的各个表面在热压期间与压制方向成至少3度的角度α。例如,垂直于加压方向的表面(最大压力)具有角度α=90度。这会确保热压压力可以施加到成型件的各个表面。在热压期间,不能对平行于压力方向的表面加压。
[0025]
在另一实施方案中,待涂布表面可以是成型件的外表面和/或成型件的内表面。借此,尤其根据应用,可以通过从外部和/或内部施加或涂装涂层来保护成型件或成型件的内容物。
[0026]
在另一实施方案中,该施加包括修整待涂布表面以及随后涂布经修整的待涂布表面。修整使纤维材料在其表面上或甚至在其深度上为随后的涂层做好准备,这便于层的施加,例如改善这些层的粘附性或功能性和/或使这些层在更长的时间段内保持稳定。
[0027]
在另一实施方案中,在修整期间,对待涂布表面涂布、优选地喷涂平滑和/或填充表面的材料,优选为生物相容性材料,以准备涂布步骤。纹理较轻的表面、尤其是平滑的表面可以更易于随后用功能层或这样的层体系来涂布。
[0028]
在另一实施方案中,在修整期间对成型件喷蜡和/或喷漆或涂布ptfe。术语“蜡”是指一种在超过约40℃时熔化然后形成低粘度液体的有机化合物。这样使得蜡易于通过喷涂施加到表面上。蜡的低熔点允许用蜡浸透或浸渍纤维材料。通过高于熔点的高温可以支持蜡渗透到纤维材料中的过程。蜡几乎不溶于水,但可溶于有机非极性介质。蜡的化学成分和来源可能存在很大差异,可以根据德国脂类科学学会的定义为蜡。这里可用的蜡可以是天然蜡,诸如动物蜡(例如羊毛蜡、中国蜡、蜂蜡、牛脂蜡或昆虫蜡)或植物蜡(例如甘蔗蜡、巴西棕榈蜡、小烛树蜡、软木蜡、瓜鲁玛蜡(guaruma wax)、小冠椰子蜡、棕榈蜡、梧牙草蜡、棉蜡、米糠蜡、亚麻蜡、泥炭蜡、玫瑰蜡、茉莉蜡、peethe蜡、桃金娘蜡或蜡质无花果蜡)以及半合成或合成蜡(例如大豆蜡、菜籽蜡、蓖麻蜡)。蜡优选为获准作为食品添加剂的蜡。术语“漆”是指液体或粉末涂料。漆或漆层可以薄涂到物体上,通过化学或物理过程(例如溶剂蒸发)建立连续的固体膜(层)。漆一般由诸如树脂、分散剂或乳剂、填料、颜料、溶剂和添加剂等粘结剂组成。漆优选为获准用于食品的漆。术语“ptfe”是指聚四氟乙烯,它是一种全氟化聚合物。通常施加ptfe涂层,然后进行温度处理。ptfe涂层在许多应用中用作不粘涂层。聚四氟乙烯极具惰性。即使腐蚀性酸也无法腐蚀此类涂层。其原因在于,碳与氟原子之间的键合极强。若干种物质都不能成功破坏键合而与ptfe发生反应。ptfe因其化学惰性而用作涂层,尤其能够保护涂层基材。多样化又相对简单的可能配混可用于各种应用中的特殊混合物。
[0029]
在另一实施方案中,蜡作为层体系中的功能层施加到成型件上。例如,蜡可以用作防水层。
[0030]
在另一实施方案中,通过对成型件的温度处理将蜡引入到纤维材料中。例如,热压
期间的热压温度适用于此。因此,优选地在热压之前施加蜡,以使其在热压期间渗透到纤维材料中。这同样适用于相应合适的漆。
[0031]
在另一实施方案中,对成型件涂布功能层或层体系利用了物理涂布工艺或气相沉积,优选地汽化渗镀、等离子涂布或喷涂进行。此类涂布工艺尤其适用于高效的制造过程。
[0032]
在另一实施方案中,在热压步骤之后进行修整和/或涂布步骤。这尤其有利于那些不适合在热压温度下进行修整的材料。还有利的是,成型件在热压之后终成型,因此与纤维成型过程中的早期生产阶段相比,其形状特别稳定。
[0033]
在另一实施方案中,功能层或层体系中至少一层功能层或另一层纤维材料具有至少部分的屏障作用,阻止出自纤维材料、进入纤维材料或穿透纤维材料的传质。优选地,屏障作用是针对湿气、水、调料、调味剂、气味、脂、油和轻酸和/或非食品级物质的渗透。这样的属性例如至少部分地由0.02mm至0.1mm厚的漆层或蜡层或者0.0005mm至0.02mm厚的陶瓷层(例如sio
x
层)来提供。作为另一层施加到成型件上的纤维材料经受高度研磨并具有0.1mm至0.3mm的厚度,至少部分地具有这样的属性。在另一实施方案中,具有屏障作用的功能层即为蜡层、漆层或陶瓷层,优选为sio
x
层或玻璃陶瓷。
[0034]
在另一实施方案中,功能层或层体系中至少一层功能层设计为使其在成型件的应用条件下将有利于成型件应用的物质释放到成型件的周围环境。有利的物质是指功能性物质或可从成型件中释放的物质,它们在释放后与成型件的周围环境相互作用,从而对成型件的周围环境和/或成型件本身产生有益效果。例如,成型件是连同植物种植在土壤中的栽盆。当纤维材料在土壤中环保地降解时,它会释放出例如先前作为掺杂剂或颗粒含入(掺入)纤维材料中的肥料。这意味着对种植的植物单独施肥变得多余,因为这项功能是由成型件本身承担。在另一实施方案中,有利的物质也可以是释放后允许成型件更快降解的物质。
[0035]
在另一实施方案中,功能层掺杂有活性物质,该活性物质在成型件的应用条件下从功能层中扩散出来。这可以支持各种应用,例如对成型件的内容物进行护理、调味或变味。例如,在注入热的液体之后,这种活性物质会从成型件中扩散出来。在另一实施方案中,活性物质是调料(例如糖、盐或胡椒)、药用活性物质、支持成型件环保降解的物质或成型件的内容物中的添加剂。
[0036]
在一实施方式中,涂装包括如下步骤:
[0037]-将抽吸模具与已由第一浆料模制的成型件至少部分地第二次浸入到含第二浆料的第二储池中;以及
[0038]-在相应的吸头中,通过从含第二浆料的第二浆料储池中吸取纤维材料,将功能层进一步模制到已由第一浆料模制的纤维材料上。
[0039]
这样可以在两个先后的抽吸过程中制造具有双层纤维层的成型件,第一层由来自第一浆料的纤维材料模制,第二层由来自第二浆料的纤维材料模制。这些第一纤维材料和第二纤维材料可以具有不同的效果,作为双层可以提供兼具所需的内部和外部(机械和/或化学)效果的成型件。在此,例如首先模制的成型件的纤维材料可以与用作功能层涂装的第二纤维材料层具有不同的纤维长度、不同的掺杂等。这些步骤优选地在成型件的预成型之前进行。如果纤维成型过程包括预成型,则上述步骤优选地在预成型之前进行。
[0040]
如果纤维成型过程包括预成型,则在另一实施方案中,在成型件的联合过程中,对由来自第一浆料的纤维材料模制、上面模制有由来自第二浆料的纤维材料制成的功能层的
成型件进行预成型。借此,仅需一个预成型过程对由两个纤维层构建的成型件进行预成型。预压模具适配于含纤维材料、上面涂装有另外纤维材料层的成型件的形状。
[0041]
在一实施方式中,涂装包括如下步骤:
[0042]-将在抽吸模具中模制的成型件作为第一成型件从抽吸模具传送输出到暂存位上或暂存位中,优选为预成型站的预压下模;
[0043]-将此时不带成型件的抽吸模具至少部分地第二次浸入到含另外浆料的另外储池中;
[0044]-通过从含另外浆料的另外浆料储池中吸取纤维材料,将第二成型件作为功能层模制到吸头的相应吸头抽吸侧上;
[0045]-将第二成型件作为功能层放置到第一成型件之上或之中。
[0046]
一方面,放置到暂存位上的第一成型件可以针对随后的第二成型件而进行准备、平滑、祛湿、预压。另一方面,在第二次浸入期间,抽吸模具可以在与第一次浸入期间相同的抽吸条件下使用相同的抽吸力,因为抽吸模具在第二次浸入期间不带成型件,因此不必通过已被第一成型件的纤维材料覆盖的抽吸侧吸取第二成型件的第二纤维材料。这样尤能以更明确的方式制造两种纤维材料的双层。优选地,两种纤维材料的层厚允许第一成型件和第二成型件上下叠置。
[0047]
在一实施方式中,涂装包括如下步骤:
[0048]-将在抽吸模具中模制的成型件作为第一成型件从抽吸模具中传送输出到暂存位上或暂存位中,优选为预成型站的预压下模,以进行后续预成型;
[0049]-将另外抽吸模具至少部分地第二次浸入到含另外浆料的另外储池中,其中,另外抽吸模具作为多用模具包括数个吸头,每个吸头的三维形状的吸头抽吸侧均匹配于已传送输出的成型件的轮廓;
[0050]-通过从含另外浆料的另外浆料储池吸取纤维材料,将第二成型件作为功能层模制到另外抽吸模具的吸头的相应吸头抽吸侧上;
[0051]-将第二成型件作为功能层放置到第一成型件之上或之中。
[0052]
这将上述实施方案的优点与第一成型件和第二成型件的层厚方面的灵活性相结合。通过使用另外抽吸模具,这可以匹配于第一成型件的形状,而不受特定层厚范围的限制。这就可以生产特别厚的第一成型件和/或第二成型件,它们仍能上下叠置。
[0053]
在上述方法的另一实施方案中,在预成型站中,通过施加到由第一成型件和第二成型件组成的联合成型件上的预压压力对该联合成型件进行预成型。这样尤其实现了与上述预成型相同的优点。此外,第一成型件和第二成型件因预压压力而彼此机械连接,因为相应纤维材料的纤维彼此互挂。
[0054]
在另一实施方案中,在预成型站中,将第一成型件在传送之后但输出之前单独地在预压下模与抽吸模具之间进行预压。这里施加的压力可以等于预压压力或具有其他值,优选为较小值。通过单独的预压针对第二成型件准备第一成型件。特别地,对于第一成型件和第二成型件使用相同的抽吸模具,可以将第一成型件的外形压合,使得第二成型件紧贴到第一成型件上。
[0055]
在另一实施方案中,第一浆料、第二浆料和另外浆料在其组成、溶剂、纤维材料、浓度和/或比例和/或任何掺杂剂类型方面有所不同。这样,第一成型件和第二成型件可以配
备不同的功能,其中相应的功能可以适配于相应的应用。例如,联合成型件的外侧可以采取可印刷的设计,而联合成型件的内侧可以具有适合成型件的内容物的属性或准备用于涂布更多的功能层。
[0056]
在另一实施方案中,由另外纤维材料制成的功能层的层厚比先前由第一浆料模制的纤维材料的层厚更薄。这意味着这两种纤维材料尤能良好地彼此连接,又能良好地彼此匹配。
[0057]
在另一实施方案中,纤维材料的功能层包含一部分平滑和/或填充纤维材料的材料,优选为生物相容性材料。这意味着联合成型件可用于食品应用,而无需施加另外的涂层。
[0058]
在另一实施方案中,将成型件布置于预压下模与作为预压上模的抽吸模具之间进行预成型。这样,需将已模制但此时形状尚不稳定的成型件从抽吸模具中取出,而这可能导致在预成型前损坏成型件。这里,优选地利用抽吸模具将预压压力施加到成型件上,这尤其在构型方面易于实施。
[0059]
本发明还涉及一种通过纤维成型过程制造环保可降解纤维材料制成的成型件的纤维成型设施,包括:
[0060]-至少一个第一浆料储池,用于提供至少一种第一浆料作为环保可降解纤维材料的液态溶液;
[0061]-附接至移动单元的抽吸模具,其作为多用模具包括数个吸头,每个吸头的三维形状的吸头抽吸侧匹配于待模制的成型件的轮廓,并且该抽吸模具设计为通过将抽吸模具至少部分地第一次浸入第一浆料中并通过负压从第一浆料吸取纤维材料到吸头的相应吸头抽吸侧上而在吸头中模制出成型件;
[0062]-输出单元,用于输出终成型的成型件;
[0063]-控制单元,其配置为在纤维成型设施上执行根据上述权利要求中任一项所述的方法;
[0064]
其中,纤维成型设施额外设计为将功能层或由多层功能层组成的层体系和/或另一层纤维材料施加和/或涂装到成型件的待涂布表面上。
[0065]
移动单元可以包括可在空间中自由移动的机械臂,其上安装有抽吸模具。这样,移动单元可以轻松灵活地使成型件沿着纤维成型过程移动。这样尤其能够根据所需的生产率来加速或修改制造过程。在另一实施方案中,移动单元即设置为将抽吸模具中的成型件传送到预成型站的预压单元和/或热压站。控制单元可以配置为处理器、单独的计算机系统或基于网络,适当地连接到要控制的纤维成型设施的组件,例如经由数据电缆连接或通过wlan、无线电或其他无线传输机构进行无线连接。在此情形下,输出单元输出成型件以便例如借助传送带进一步传送或进一步加工,例如传送到随后的切割站、贴标站、印刷站、堆叠站和/或包装站。
[0066]
利用根据本发明的纤维成型设施,实现了一种高效、灵活的环保天然纤维成型件的制造方法及相应的机器,借此能够多变、优质、可复制地制造不同的产品(成型件),从而这样制成的成型件可适用于不同的应用,例如具有相应屏障层的食品行业。
[0067]
在另一实施方案中,上述纤维成型设施还包括预成型站,用于通过施加到成型件上的预压压力对模制的成型件进行预成型,参见上文关于预成型的阐述。优选地在室温下
进行预成型。
[0068]
在另一实施方案中,上述纤维成型设施还包括热压站,用于在将成型件转移到热压站之后在热压温度下用热压压力对至少模制的成型件进行热压以完成成型件的终成型,参见上文关于热压的阐述。优选地,在预成型之后对预成型的成型件进行热压,特别优选地,热压中的压力和温度高于预成型期间的压力和温度。
[0069]
在另一实施方案中,上述纤维成型设施还包括用于修整待涂布表面的修整站和/或用于涂布待涂布表面、优选地预先经修整站修整的待涂布表面的涂布站。修整站例如是用于使用其他修整方法的喷淋站、喷镀站、涂漆站或涂布站。
[0070]
在另一实施方案中,修整站配置为喷涂站,用于对成型件喷涂平滑和/或填充表面的材料,优选为生物相容性材料,特别优选地喷蜡和/或喷漆。
[0071]
在另一实施方案中,修整站配置为用ptfe涂布成型件。
[0072]
在另一实施方案中,涂布站设计为执行物理成层工艺或气相沉积工艺,优选为汽化渗镀、等离子涂布或喷涂。
[0073]
在另一实施方案中,涂布站在纤维成型过程中按时间顺序布置于热压站之后。这里,纤维成型过程的时间轴从模制到可能的预成型,随后从可能的热压直到输出成型件作为终成型的产品。不作纤维材料而是作为其他层的功能层可能因热压而损害或损伤其功能性。因此,此类涂层优选地通过涂布站仅在成型件最终成型时施加,即仅对终成型的成型件施加。借此,涂布站在纤维成型过程中按时间顺序布置于热压站之后。
[0074]
在另一实施方案中,修整站在纤维成型过程中按时间顺序布置于热压站之前。关于时间轴,请参阅上述段落。这样,为了修整已施加的材料,例如已施加的蜡可以在热压期间的加热状态下良好地渗透到纤维材料中,以使蜡深度浸透纤维材料。这使得用于后续涂布的纤维材料更平滑和/或更均匀。这同样适用于例如相应的漆。ptfe本身耐热,热压期间升高的温度促进了ptfe层的烧结,从而促进ptfe层的属性。
[0075]
在另一实施方案中,上述纤维成型设施包括含第二浆料的第二储池,以供抽吸模具至少部分地第二次浸入,此时抽吸模具能够带有或不带吸头中已由第一浆料模制的成型件。
[0076]
在另一实施方案中,上述纤维成型设施包括至少一个附加的另外抽吸模具,以独立于由第一浆料模制的第一成型件而由另外浆料模制第二成型件,其中,移动单元设计为在预成型站中将第二成型件放置到第一成型件之上或之中。
[0077]
在另一实施方案中,上述纤维成型设施包括另外移动单元,其上紧固有附加的另外抽吸模具。这样在纤维成型过程中实现了更高的灵活性。上文针对其他移动单元描述的内容同样适用于该另外移动单元。在另一实施方案中,一个或多个移动单元均为机械人,其各自的机械臂上布置有一个或多个抽吸模具。
[0078]
本发明还涉及一种利用根据本发明的纤维成型设施通过纤维成型过程制造环保可降解纤维材料制成的成型件,包括施加或涂装到由第一浆料模制的成型件的纤维材料上的功能层或由多层功能层组成的层体系和/或另一层纤维材料。
[0079]
利用根据本发明的成型件,提供了一种优质多变的产品,其适用于不同的应用,例如适用于具有相应屏障层的食品领域。上述成型件还能采用高效、灵活的制造工艺以环保可降解的方式制成。
[0080]
在一实施方案中,功能层或层体系包含屏障层,优选为蜡层、漆层和/或陶瓷层,特别优选为sio
x
层或玻璃陶瓷层。
[0081]
在另一实施方案中,上述成型件包括由来自第一浆料的纤维材料制成的第一成型件以及由来自不同于第一浆料的第二或另外浆料的纤维材料制成的第二成型件作为功能层,其中,第一成型件和第二成型件经由它们各自相对的表面彼此连接,优选地在预成型中基于预压压力而彼此连接。
[0082]
在另一实施方案中,功能层和/或由多层功能层组成的层体系布置于由第一浆料和/或第二或另外浆料制成的成型件的外表面和/或内表面上。
[0083]
在另一实施方案中,上述成型件为食品容器,并且内表面涂布有一层获准作为食品添加剂的蜡、获准用于食品的漆、ptfe或sio
x
层。这里,内表面是面向成型件中存在的食品的表面。
附图说明
[0084]
利用附图及下文说明还对本发明的其他特征、效果和优势予以阐释。各图中,至少功能上基本上相互对应的部件标有相同的附图标记,这些部件不必然在所有附图中皆予引用和阐释。
[0085]
图中:
[0086]
图1示出根据本发明的方法的实施方案的示意图;
[0087]
图2示出根据本发明的方法的另一实施方案的示意图;
[0088]
图3示出根据本发明的纤维成型设施的实施方案;
[0089]
图4示出根据本发明的纤维成型设施的另一实施方案,其中具有多个浆料储池,用于将另一层纤维材料施加到模制的成型件上;
[0090]
图5示出根据本发明的纤维成型设施的又一实施方案,用于利用两个分别用于第一成型件和第二成型件的单独移动单元来模制由第一浆料制成的第一成型件和由第二浆料制成的第二成型件的联合成型件;
[0091]
图6示出例如作为多用模具的抽吸模具的各个具有阴型和阳型的吸头在成型件(a)模制前和(b)模制后的实施方案;
[0092]
图7示出由纤维材料制成的第二成型件布置于由纤维材料制成的第一成型件的内侧上的联合成型件的实施方案;
[0093]
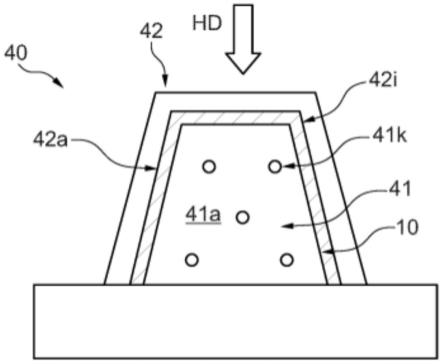
图8示出成型件的不同实施方案,其中(a)在成型件的外表面上,(b)在成型件的内表面上,(c)在成型件的两侧上,施加功能层或多层功能层的层体系;以及
[0094]
图9示出成型件的实施方案,其中(a)在成型件的外表面上施加多层功能层的层体系和另一层纤维材料,(b)施加和涂装有多层的成型件的应用。
具体实施方式
[0095]
图1示出根据本发明在纤维成型设施100中通过纤维成型过程制造环保可降解纤维材料11制成的成型件10的方法200的实施方案的示意图,该方法200包括如下步骤:在至少一个第一浆料储池6a中提供210至少一种第一浆料1a作为环保可降解纤维材料11的液态溶液;通过将抽吸模具2至少部分地第一次浸入第一浆料1a来模制220成型件10,其中,抽吸
2作为功能层15d放置350到第一成型件10-1之上或之中。在本替代方案中,当模制第二成型件10-2时,吸头的抽吸行为不受第一成型件10-1的模制过程影响,因为用于第二成型件10-1的纤维材料11通过吸头中的空置筛网吸入,因此不会通过第一成型件10-1。在另一替代方案中,这里除了同样执行传送输出320的步骤,涂装290还包括如下步骤:这里却将另外抽吸模具2b至少部分地第二次浸入330含另外浆料1b的另外储池6b中,其中该另外抽吸模具2b作为多用模具包括数个吸头21,在本替代方案中,每个吸头21的三维形状的吸头抽吸侧21s均匹配于已传送输出的成型件10的轮廓,以便可以在更广的厚度范围内生产第一成型件和第二成型件;通过从含另外浆料lb的另外浆料储池6b吸取纤维材料11,将第二成型件10-2作为功能层15d模制340到另外抽吸模具2b的吸头21的相应吸头抽吸侧21s上;以及将第二成型件10-2作为功能层15d放置350到第一成型件10-1之上或之中。在这两种替代方案中,在预成型站30中,通过施加到由第一成型件10-1和第二成型件10-2组成的联合成型件10上的预压压力vd对联合成型件10进行预成型230。这里,在预成型站30中可以取决于应用将第一成型件10-1在传送之后但输出320之前单独地在预压下模31与抽吸模具2之间进行预压235。必要时,在某些实施方案中,该预压235也可以代替对联合成型件10的预成型件230而非作为补充。在预成型230期间,成型件10布置于预压下模31与作为预压上模的抽吸模具2之间,优选地,这里用抽吸模具2施加预压压力vd到成型件10上。
[0097]
图3示出根据本发明通过纤维成型过程制造环保可降解纤维材料11制成的成型件10的纤维成型设施100的实施方案,该纤维成型设施100包括:至少一个第一浆料储池6a、6b,用于提供210至少一种第一浆料1a作为环保可降解纤维材料11的液态溶液;模制站20,其抽吸模具2附接至移动单元4,该抽吸模具2作为多用模具包括数个吸头21,每个吸头21的三维形状的吸头抽吸侧21s匹配于待模制的成型件10的轮廓,并且该抽吸模具2设计为通过将抽吸模具2至少部分地第一次浸入第一浆料1a中并通过负压从第一浆料1a吸取纤维材料11到吸头21的相应吸头抽吸侧21s上而在吸头21中模制出成型件10(更多细节请参见图6);预成型站30,用于通过施加到成型件10上的预压压力vd对模制的成型件10进行预成型230,优选地在室温下进行预成型;热压站40,用于在将成型件转移到热压站40之后在热压温度下用热压压力hd对至少模制的成型件进行热压240以完成成型件10的终成型,优选地,在预成型230之后对预成型的成型件10进行热压240,特别优选地,热压240期间的压力和温度高于预成型230期间的压力和温度。输出单元50,用于输出250终成型的成型件10;以及控制单元60,其设计为在纤维成型设施100上执行根据本发明的方法200。根据本发明的纤维成型设施100额外设计为将功能层15或由多层功能层15a、15b、15c组成的层体系16和/或另一层15d纤维材料11施加260和/或涂装290到成型件10的待涂布表面10a、10i上(更多细节请参见图7至图9)。在利用预成型站30进行预成型230之后,本图所示的纤维成型设施100包括两条连续的生产线,每条生产线均具有部件修整站70、涂布站80、热压站40、其他站(例如印刷站或包装站)和输出单元50。在这两条生产线中,可以利用同一个移动单元4提供预成型的成型件10。热压过程240一般要比预成型花费更长的时间,因此移动单元能够为两条生产线提供成型件,而无需损失输出单元50的循环时间。在预成型230期间,成型件10布置于预压下模31与作为预压上模的抽吸模具2之间,优选地,这里用抽吸模具2施加预压压力vd到成型件10上。对于后续过程,将成型件从抽吸模具中排出,并在相应适配的传送机构(例如多模作为传送机构)上经过纤维成型过程。两条生产线在此还具有用于修整270待涂布表面
10a、10i的修整站70以及用于涂布280待涂布表面10a、10i(其预先经修整站70修整)的涂布站80。在本图未示出的实施方案中,如果成型件已经具备适合涂布的表面属性,则也可以省略修整站70,这取决于为此提供的材料和功能层的期望效果。在左侧生产线中,修整站70和涂布站80在纤维成型过程中按时间顺序布置于热压站40之后,这例如有利于热敏材料。相反,在右侧生产线中,修整站70在纤维成型过程中按时间顺序布置于热压站40之前。如果修整站70配置为喷涂站,用于对成型件10喷涂平滑和/或填充表面10a、10i的材料,优选为生物相容性材料,特别优选地喷蜡和/或喷漆,则这种材料可以在热压240期间渗入纤维材料11。修整站70也可以配置为用ptfe涂布成型件10,而不管其在纤维成型过程中的位置如何。涂布站80可以设计为执行物理成层工艺或气相沉积工艺,优选为汽化渗镀、等离子涂布或喷涂。
[0098]
图4示出根据本发明的纤维成型设施100的另一实施方案,其中预成型站20具有多个浆料储池6a、6b,用于将另一层15d纤维材料11施加到模制的成型件10上。这里,第一浆料1a、第二或另外浆料1b在其组成、溶剂、纤维材料、浓度和/或比例和/或任何掺杂剂类型方面有所不同。纤维成型设施100在此包括含第二浆料1b的第二储池6b,以供抽吸模具2部分地第二次浸入300,此时抽吸模具2带有或不带吸头21中已由第一浆料1a模制的成型件10,从而用第二纤维层15d覆盖该成型件10或产生第二成型件10-2,该第二成型件10-2放置到第一成型件10-1上。为了在正进行的生产过程中向两个浆料储池6a、6b(第一浆料储池和第二浆料储池)供应浆料,预成型站20包括浆料预备补喂站35。此外,预压站3作为多用模具在预成型站30处布置有数个预压下模31,从而可以在预成型期间收集压出的溶液或浆料并将其直接送回两个浆料储池6a、6b。抽吸模具2布置于移动单元4的机械臂4a处,因为机械臂4a可以用抽吸模具2可靠地接近两个浆料储池。为此,例如机械臂首先将抽吸模具浸入第一浆料储池6a中,从而由第一浆料模制成型件。此后,抽吸模具2第二次浸入330第二浆料储池6b中,使得来自第二浆料1b的更多纤维材料通过抽吸过程模制到先前模制的成型件10上。
[0099]
图5示出根据本发明的纤维成型设施100的又一实施方案,用于利用两个分别用于第一成型件10-1和第二成型件10-2的单独移动单元4、4b来模制由第一浆料1a制成的第一成型件10-1和由第二浆料1b制成的第二成型件10-2的联合成型件10。这里,第一浆料1a、第二或另外浆料1b也在其组成、溶剂、纤维材料、浓度和/或比例和/或任何掺杂剂类型方面有所不同。纤维成型设施100在此包括单独的第二抽吸模具2b,以独立于由第一浆料1a模制的第一成型件10-2而由另外浆料1b模制第二成型件10-2。另外抽吸模具2b在此紧固于另外移动单元4b上,使得该另外移动单元4b将预成型站30中的第二成型件10-2放置到第一成型件10-1之上或之中。为此,移动单元4例如将第一成型件10-1输出到预压站3,从而可以利用第二移动单元4b和另外抽吸模具2b将第二成型件10-2叠置于其上。这里,移动单元4、4b均为机械人,其各自的机械臂4a上布置有抽吸模具2、2b。
[0100]
图6示出作为多用模具的抽吸模具2中具有阴型和阳型的吸头(这里为了清楚起见仅示出吸头21)在纤维成型设施100的用于模制220环保可降解纤维材料11制成的成型件10的模制站20中(a)模制成型件前和(b)模制成型件后的实施方案。图4中进一步描绘了模制站,而这里只有抽吸模具2用于从含有第一浆料1a、第二或另外浆料1b作为环保可降解纤维材料11的液态溶液的第一浆料储池6a、第二或另外浆料储池6b中吸取用于模制220成型件10的环保可降解纤维材料11,其中,抽吸模具2包括吸头21,吸头21具有三维形状的吸头抽
吸侧21s,吸头抽吸侧21s的形状适应后续成型件10的轮廓,并且在抽吸模具2中通过负压在吸头抽吸侧21s上模制成型件10。吸头21的吸头抽吸侧21s由多孔筛网22形成,在其面向第一浆料1a、第二或另外浆料1b的一侧上,环境可降解纤维11因吸力而附着用于模制220成型件10。为此,抽吸模具2包括数个抽吸通道23,抽吸通道23终止于筛网22下方的抽吸侧表面并如此分布到抽吸侧表面上,使得筛网22与抽吸侧表面之间的全部区域中实现基本上相等的抽吸能力。为此,抽吸通道23可以在抽吸侧表面上具有直径小于4mm的开口。抽吸通道23的横截面可以具有任何合适的形状,例如横截面可以呈圆形或椭圆形。用于模制成型件的吸头可以仅稍许浸入第一浆料1a、第二或另外浆料1b,进而在吸头的内室21i中形成封闭的空腔。在其他实施方案中,吸头21也可以完全浸入第一浆料1a、第二或另外浆料1b。在模制220期间流经筛网22的第一浆料1a、第二或另外浆料1b液态溶液从抽吸模具2排出。为此,吸头21在其面向第一浆料1a、第二或另外浆料1b的端侧21p包括用于接收吸过吸头抽吸侧21s的第一浆料1a、第二或另外浆料1b液态溶液的集流环24,该集流环24对接到液态溶液的排液通道25。吸头21的吸头抽吸侧21s既可配置呈阴型(图1左侧部分)作为吸头内侧21i,也可以配置呈阳型(图1右侧部分)作为吸头外侧21a。在阴型的情况下,将通过抽吸压力sd朝向吸头内侧21i模制的成型件10(吸头21中的灰色内层,图1b左侧)放置到预压下模31上进行预压,其中压制面31a作为预压下模31的外表面。在阳型的情况下,吸头21完全浸入第一浆料1a、第二或另外浆料lb,以吸取含纤维材料11的第一浆料1a、第二或另外浆料1b。此后,将因自外对吸头外侧21a的抽吸压力sd而模制的成型件10(吸头21上的灰色外层,图1b右侧)例如放置到预压下模31中进行预成型230,其形状作为预压下模31的内表面与吸头21的阳型相匹配。吸头21还包括气体管路系统27,其将提供给吸头21的负压作为抽吸压力sd传递。第一浆料1a、第二或另外浆料1b可以在液态溶液(例如水溶液)中包含少于5%、优选地少于2%、特别优选地0.5%至1.0%的环保可降解纤维材料11。有利地,第一浆料1a、第二或另外浆料1b不包含任何有机粘结剂,优选地根本不包含任何粘结剂。环保可降解纤维材料11可以基本上由纤维长度小于5mm的纤维组成。在低于或等于80℃、优选地低于或等于50℃、特别优选地室温的温度下提供第一浆料1a、第二或另外浆料1b。
[0101]
图7示出联合成型件10的实施方案,其中由来自第二或另外浆料1b的纤维材料11制成的第二成型件10-2布置于由来自第一浆料1a的纤维材料11制成的第一成型件10-1的内表面10i上,其中第二或另外浆料1b不同于第一成型件10-1的第一浆料1a,其中第一成型件10-1和第二成型件10-2通过它们各自相对的表面而彼此连接。这种连接例如在预成型230期间通过预成型压力vd来建立。
[0102]
图8示出成型件的不同实施方案,其中(a)在成型件10的外表面10a上,(b)在成型件10的内表面10i上,(c)在成型件10的两侧上,施加功能层15或多层功能层的层体系16。取决于应用,待涂布表面10a、10i可以是成型件10的外表面10a和/或成型件10的内表面10i。功能层15或层体系16可以是或包括屏障层,优选为蜡层、漆层和/或陶瓷层,特别优选为sio
x
层或玻璃陶瓷层。如果成型件10为食品容器,则内表面10i为此涂布有一层获准作为食品添加剂的蜡、获准用于食品的漆、ptfe或sio
x
层。
[0103]
图9示出成型件10的实施方案,其中(a)在成型件10的外表面10a上施加多层功能层15a、15b、15c的层体系16和另一层15d纤维材料11,(b)施加和涂装有多层15、16的成型件10的应用。这里,层体系16中至少一层功能层15b或另一层15d纤维材料11可以具有至少部
分的屏障作用,阻止出自纤维材料11、进入纤维材料11或穿透纤维材料11的传质,优选地,屏障作用是针对湿气、水、调料、调味剂、气味、脂、油和轻酸和/或非食品级物质的渗透。为此,具有屏障作用的功能层15b可以是蜡层、漆层或陶瓷层,优选为sio
x
层或玻璃陶瓷。这里,层体系16中至少一层功能层15c可以设计为使其在成型件10的应用条件下将有利于成型件10应用的物质释放到成型件10的周围环境。功能层15d的层厚可以小于先前由第一浆料1a模制的纤维材料11的层厚。这里,纤维材料11的功能层15d额外包含一部分平滑和/或填充纤维材料11的材料,优选为生物相容性材料。如图9b所示,在成型件10的应用条件下,功能层15c中掺杂或包含的活性物质w可以从该层15c中扩散出来。在此情况下,成型件为花盆或栽盆,它连同植物7埋入土壤8中并一直留在此处直到环保地降解。随着作为花盆或栽盆的成型件10腐烂,来自纤维材料10的肥料例如释放到土壤8中,这样的土壤8支持用成型件种植的植物7的植物生长。在其他应用中,活性物质w可以是调料、药用活性物质、支持成型件10环保降解的物质或成型件10的内容物中的添加剂。另一方面,如果成型件10为食品容器,则内表面10i(本图未示出)可以涂布有一层获准作为食品添加剂的蜡、获准用于食品的漆、ptfe或sio
x
层。
[0104]
就此而言明确指出,视需要,还可组合上述或权利要求和/或附图中解决方案的特征,以便能够累积达成或实现所述特征、效果和优势。
[0105]
可以理解,上述实施例仅为本发明的第一种技术方案,但本发明的技术方案不局限于此实施例。
[0106]
附图标记列表
[0107]
1a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一浆料
[0108]
1b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二浆料,另外浆料
[0109]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
成型件
[0110]
10-1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一成型件
[0111]
10-2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二成型件
[0112]
10i
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
成型件的待涂布表面,内表面
[0113]
10a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
成型件的待涂布表面,外表面
[0114]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纤维材料
[0115]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
抽吸模具
[0116]
2b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
另外抽吸模具
[0117]
21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
吸头
[0118]
21a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
吸头外侧
[0119]
21i
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
吸头内室(内侧)
[0120]
21p
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
吸头面向浆料(第一浆料、第二浆料、另外浆料)的一侧
[0121]
21s
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
吸头抽吸侧
[0122]
22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
多孔筛网
[0123]
23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
抽吸通道
[0124]
25
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
排液通道
[0125]
27
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
气体管路系统
[0126]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
预压站
[0127]
31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
预压下模,暂存位
[0128]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
移动单元
[0129]
4b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
另外移动单元
[0130]
4a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
机械臂
[0131]
6a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一浆料储池
[0132]
6b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二浆料储池,另外浆料储池
[0133]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
植物
[0134]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
土壤
[0135]
15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
功能层
[0136]
15a、15b、15c层体系16中的功能层
[0137]
15d
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
施加的另一层纤维材料
[0138]
16
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
由多层功能层组成的层体系
[0139]
20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
模制站
[0140]
30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
预成型站
[0141]
35
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
浆料预备补喂站
[0142]
40
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热压站
[0143]
50
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输出单元
[0144]
60
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
控制器单元
[0145]
70
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
修整站
[0146]
80
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
涂布站
[0147]
90
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
附加站,例如印刷站或包装站
[0148]
100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纤维成型设施
[0149]
200
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
环保可降解纤维材料制成的成型件的制造方法
[0150]
210
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
提供至少一种第一浆料
[0151]
220
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
模制成型件
[0152]
230
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对模制(或联合)的成型件进行预成型
[0153]
235
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对第一成型件进行单独的预成型
[0154]
240
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对预成型的成型件进行热压
[0155]
250
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输出终成型的成型件
[0156]
260
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
将功能层或由多层功能层组成的层体系施加到成型件的待涂布表面
[0157]
270
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对待涂布表面进行修整
[0158]
280
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对经修整的表面进行涂布
[0159]
290
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
将一层纤维材料涂装到成型件上,包含在施加中
[0160]
300
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
将抽吸模具与已由第一浆料模制的成型件第二次浸入到含第二浆料的第二储池中
[0161]
310
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
从含第二浆料的第二浆料储池将功能层模制到已由第一浆料模制的纤维材料上
[0162]
320
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
将模制的成型件作为第一成型件传送输出到预压下模上
[0163]
330
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
将此时不带成型件的抽吸模具第二次浸入到含另外浆料的另外储池中
[0164]
340
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
通过从另外浆料储池中吸取纤维材料来模制第二成型件作为功能层
[0165]
350
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
将第二成型件作为功能层放置到第一成型件之上或之中
[0166]
hd
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热压压力
[0167]
vd
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
预压压力
[0168]
sd
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
抽吸压力
[0169]wꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
活性物质
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。