1.本发明涉及一种用热收缩纱线制成的针织制品。
背景技术:
2.人们在追求舒适性的同时,也希望产品轻便,成本低且易于组装,这促使了椅子、扶手椅和沙发厂家对针织品行业产生了兴趣。
3.现在普遍使用针织面料来制作座椅和靠背,即,通过纱线交织来制作座椅和靠背,其中纱线交织的方式有助于赋予给定的技术特征。
4.本技术人是意大利专利申请no.102019000011508的持有人,该申请描述了一种模块化椅子织物,其包括与至少一根主纱线周期性交织,其中次纱线沿预定轨迹设置在纬线上。
5.主织物可包括缓冲元件,该缓冲元件夹在两层针织织物之间,两层即前层和后层。
6.次纱线可织入针织织物中或简单地插入所述针织织物层之间。
7.主纱线连结可限定多个管状部分,一根或多根次纱线插入所述多个管状部分中。
8.次纱线定义了相对于主纱线不同的性能,例如,热性能,即次纱线会经受伸长或收缩,其中伸长或收缩与用热或热量的减少成比例,即,次纱线可以是热收缩型的。
9.主纱线和次纱线在织物的两个周边区域互相结合。所述结合通过插入所述管状周边区域中的滑块来进行。次纱线通过管状区域中的“英式”钩子与滑块结合,这通常出现在纱线和织针之间。
[0010]“英式”钩子也称为英式针织或右手针织或甩线,这是西方针织的一种已知风格,其中编织到织物中的纱线由右手拿着。这种风格在整个说英语的国家中很流行,但是依然未普遍使用。其它西式针织风格包括大陆针织(也称为“左手针织”)和组合针织。
[0011]
与英国的针织技术有关,假设针上已经有针迹,其在之前已经铸好,将纱线缠绕在右手上以拉紧(一种方法是将纱线的尾部缠绕在右手的小指上,将纱线拉紧,同时放在食指上方,进行控制)。右手拿着最近编织的针迹的针。如果在一行的开头,右手将拿着空针。左手拿着另一根针。
[0012]
已知的针织机能够应用英国针织技术。
[0013]
在申请人先前的专利申请中,如果次纱线具有热性能,即它是热收缩纱线,则织物会因加热而收缩。即使在前层和后层之间不存在填充物的情况下,所述收缩也会使织物升高,从而产生填充物效果。在存在填充物的情况下,所述收缩导致与热收缩型纱线交替加工的填料部分升高。
[0014]
不利的是,使用者会感觉到热收缩纱线,这种热收缩纱线本身会比使用者直接靠在前层针织织物的纱线硬得多。
[0015]
热缩纱线在织物上产生的起毛效果放大了支撑物的不适感,尤其是当它是座椅时,这种不适感会愈加明显。
[0016]
此外,随着它的使用,热收缩纱线处肉眼可见条痕,这会改变织物的原始外观。
[0017]
wo-2018/134743描述了一种多层针织制品,包括热收缩纱线,其插入并通过缝合连接到针织织物层或由传统织物或皮革制成。所述制品适用于包、沙发、夹克和鞋子等配饰。
[0018]
不利的是,产生了非常坚硬的人工制品,这是wo-2018/134743的目标。
[0019]
de-102014003099、jp-2015221112和us-2015/173514公开了包含热收缩材料的用于椅子的针织织物。
技术实现要素:
[0020]
本发明的目的是制造一种组件,该组件包括具有热收缩纱线的针织制品,这让正在休息的使用者感到舒适。
[0021]
本发明的另一个目的是,所述制品易于与椅子、沙发、扶手椅等的支撑结构相关联。
[0022]
本发明的另一个目的是,在短时间内就可制作处所述制品,且这种制品不易受到时间流逝的影响,即,保持其中集成有这种制品的产品的舒适感。
[0023]
根据本发明,所述目的和其它目的通过如权利要求1中公开的用于椅子、扶手椅、沙发等的组件实现。
[0024]
有利地,所述制品仅在下方收缩,即仅针织织物后层收缩。
[0025]
结果,实现了针织物前层远离针织物后层的距离运动,即实现考虑到针织物前层与端部的滑块结合的三维效果。
[0026]
热收缩纱线与针织织物前层互不关联性,使得后者保持柔韧和可变形。
[0027]
有利地,针织织物前层出现与针织织物后层完全不同的技术效果。
[0028]
根据本发明的制品以简单、自动化和具有成本效益的技术手段满足用户的舒适需求。
附图说明
[0029]
本发明的这些和其他特征将通过以下在附图中通过非限制性示例的方式示出的实际实施例的详细描述而变得更加明显,其中:
[0030]
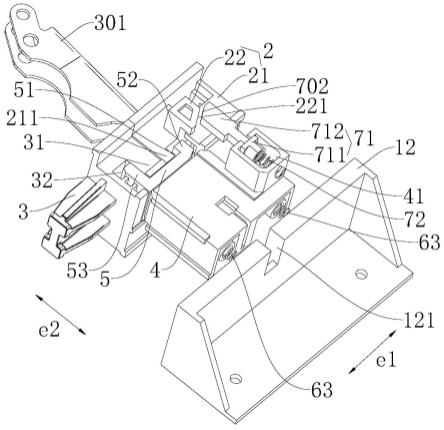
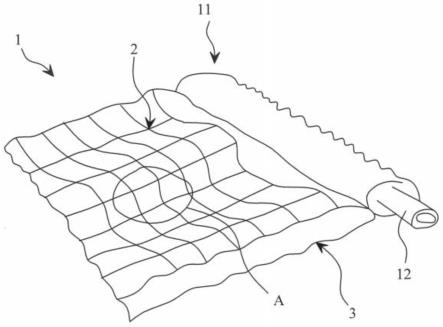
图1示出了根据本发明的制品的局部前透视图;
[0031]
图2示出了制品局部后透视图;
[0032]
图3示出了制品端部的透视底视图;
[0033]
图4为图1中b圈的放大内容;
[0034]
图5示出了制品的局部侧视图。
具体实施方式
[0035]
用于椅子、扶手椅、沙发等的针织制品1包括针织织物前层2、针织织物后层3以及在适当情况下所述层2、3之间的衬垫。针织织物前层2是指用于接触到的那一层。椅子和扶手椅通常被理解为供用户就座的产品,例如汽车座椅、飞机座椅、轮椅等。
[0036]
衬垫由细丝织物组成,细丝织物可以通过机器连接到层2、3或插入层2、 3之间的间隙中,无需任何特定的粘合。
[0037]
制品1还包括多根热收缩纱线5。
[0038]
层2、3形成管状针织多层。
[0039]
制品1包括两个管状端部11。
[0040]
热收缩纱线5在插入到所述端部11中的滑块12处连接到制品1的端部11,所述端部11在相对于热收缩纱线5的正交方向上展开。
[0041]
如图3所示,层2、3在这些端部11处连接。
[0042]
热收缩纱线5在它们缠绕的两端11之间的纬线中展开以牢固地结合。
[0043]
制品1的所述端部11允许附接到椅子、沙发或扶手椅的刚性支撑结构上,从而形成座椅组件,座椅组件因此包括支撑结构和支撑针织织物,其中支撑针织织物包含所述制品1。
[0044]
层2、3形成可封闭衬垫的管状结构,而热缩纱线5位于针织织物后层3 (图2和3)的外侧,这里的针织织物后层3是指座椅中不可见的那一层或不与用户接触的那一层,例如椅子靠背的后部。
[0045]
一组离散的适当间隔开的连接点7用一种称为“英式”的钩子将针织织物后层3外侧的热收缩纱线5结合在一起。
[0046]
热收缩纱线5在针织织物后层3上,在除了所述连接点7之外的两端11之间是自由的。
[0047]
优选地,针织物后层3的至少每五次打纬设置连接点7,其中打纬是指针织织物后层3的相邻经纱行的方向。至少每五次打纬是指它可以是每五次或更多次的打纬。
[0048]
优选地,热收缩纱线5的数量小于制品1的总纱线的20%,甚至更优选地在3%和8%之间。有利地,通过提高最终产品的成本效益来优化下面描述的技术效果。
[0049]
即使在端部11处,热收缩纱线5也用“英式”钩住连接点7。热收缩纱线 5缠绕到滑块12上,从而形成牢固的连接。
[0050]
如图2和图3所示,一旦用在端部11之间配置成直线的热收缩纱线5制成制品1,就将热量施加到针织织物后层3,例如,蒸汽,并且所述热收缩纱线5 由于其固有特性而永久且不可逆地收缩。
[0051]
有利地,制品1仅在下方收缩,即仅针织织物后层3收缩。
[0052]
针织织物前层2不收缩,因为热收缩纱线5不与针织织物前层2结合。
[0053]
因此,实现了针织织物前层2远离针织织物后层3的距离运动,即实现了考虑到针织织物前层2与端部11处的滑块12的结合的三维效果。在座椅的情况下,所述运动包括针织织物前层2的升高,即实现填充效果。在两层之间没有衬垫的情况下,创建了一个真正的口袋。
[0054]
如果在层2、3之间平行加工垫料,热收缩纱线5的永久收缩防止同时加工的垫料在两层2、3之间的间隙中伸展和变平。在将衬垫伸长以及保持升高的时候,衬垫趋于变平。因此,一旦制品1在椅子组件中被拉紧,衬垫保持悬挂在针织织物后层3上,热收缩纱线5在拉紧状态下“英式”钩在针织织物后层3 上。
[0055]
所述技术效果还根据热收缩纱线5的条数而变化。
[0056]
衬垫的存在也会改变所述技术效果;如果衬垫与2、3层同时处理,则机器程序可以定义具有可变密度和高度的衬垫。
[0057]
热收缩纱线5与针织织物前层2互不关联,使得后者保持柔韧且可变形。
[0058]
端部11处的滑块12的功能非常重要,因为滑块12定义了层2、3和热收缩纱线5的稳定结合,其中热收缩纱线6的收缩效果不会应用到针织织物前层2 上。
[0059]
有利地,针织织物前层2出现与针织织物后层3完全不同的技术效果。
[0060]
根据本发明的制品1以简单且具有成本效益的技术手段满足用户的舒适需求。
[0061]
当针织织物前层2为“折纸”型,即具有固有的三维变形能力时,所述技术效果更加显著。值得注意的是,在图1、4和5中,针织面料前层2为“折纸”型,但即使针织面料前层2是标准类型,即不是这种“折纸”型,也存在技术疏远效果。
[0062]
更详细地,在制品1中,“折纸”型的针织织物前层2包括多个间隔开的塑料元件21以产生“折纸”效果,即三维变形能力,特别是在与织物表面正交的方向上的三维变形能力。
[0063]“折纸”型的针织织物前层2使用3d打印工艺(3d打印机),或者优选地塑料注射成型工艺制成。
[0064]
它通常是一种塑料成型工艺,这种工艺从已经包括在端部11处固定到滑块 12的所述针织织物层2、3的制品1开始,以及热收缩纱线5“英式”钩在针织织物后层3下方和端部11处开始。
[0065]
更详细地,针织织物前层2放置在支撑件上,优选金属的,例如铝,以在添加塑料材料的过程中隔离针织织物后层3。基本上,支撑件介于层2、3之间。
[0066]
印刷在针织织物前层2顶部的塑料材料产生多个塑料元件21,这些塑料元件与针织织物前层2结合在一起,赋予针织织物前层2局部刚性。图5示出了塑料元件21如何穿透针织织物前层2。
[0067]
有利地,针织织物后层3不受添加塑料材料的过程的影响。
[0068]
所述塑料元件21根据印刷控制或模具的形状具有可变的设计并且间隔开,以在针织织物前层2中留下没有塑料元件21的区域。
[0069]
有利地,所述织物的自由区域是可变形的,因此允许“折纸”型的针织织物前层2的三维变形能力。
[0070]
在印刷过程结束时,“折纸”型的针织织物前层2很容易与支撑件分离,因为织物的所述自由区域在塑料元件21形成之后产生接触不连续性。
[0071]
一旦制成塑料元件21,就对包含热收缩纱线5的针织织物后层3加热:有利地,针织织物后层3收缩。
[0072]
由于两层2、3在端部11处结合,这种收缩导致两个滑块之间的距离缩短,从而升高/激活折纸型塑料元件21。
[0073]
如果针织织物前层2是“折纸型”,则在层2、3之间不需要衬垫,因为三维效果是由折纸给出的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。