1.本发明涉及一种注射器,其配置用于布置在衬底处理设备的反应室内,以将气体注入反应室中。注射器可以沿着第一轴线大致伸长,并且配置有沿着第一轴线延伸的内部气体传导通道,并且设置有至少一个气体入口和至少一个气体出口。注射器可以具有沿着垂直于第一轴线的第二轴线延伸的宽度,该宽度基本大于注射器沿着垂直于第一和第二轴线的第三轴线延伸的深度。
背景技术:
2.一种用于处理衬底例如半导体晶片的衬底处理设备(比如立式炉)可以包括放置在钟罩形处理管周围的加热元件。处理管的上端可以是封闭的,例如通过圆顶形结构,而处理管的下端表面可以是开放的。
3.下端可以由凸缘部分地封闭。由管和凸缘界定的内部形成反应室,待处置的晶片可以在其中被处理。凸缘可以设置有入口开口,用于将承载晶片的晶片舟皿插入反应室。晶片舟皿可被放置在门上,该门被竖直可移动地布置并且配置成封闭凸缘中的入口开口。
4.凸缘可以支撑一个或多个注射器,以向反应室提供气体。为此目的,注射器可以配置有内部气体传导通道。此外,排气管可以设置在凸缘中。该排气装置可以连接到真空泵,用于从反应室中抽出气体。由反应室中的注射器提供的气体可以是用于晶片上沉积反应的反应(处理)气体。该反应气体也可以沉积在晶片以外的其他表面上,例如它可以沉积在内部气体传导通道中。这些沉积物形成的层可能会导致注射器堵塞和/或破裂。
技术实现要素:
5.因此,可能需要一种改进的注射器。
6.在一实施例中,可以提供一种注射器,其配置用于布置在衬底处理设备的反应室内,以将气体注入反应室中,该注射器沿着第一轴线大致伸长,并且配置有沿着第一轴线延伸的内部气体传导通道,并且设置有至少一个气体入口和至少一个气体出口,并且注射器具有沿着垂直于第一轴线的第二轴线延伸的宽度,该宽度基本大于注射器沿着垂直于第一和第二轴线的第三轴线延伸的深度,其中注射器的壁具有变化的厚度。
7.本发明的各种实施例可以彼此分开应用或者可以组合应用。本发明的实施例将参考附图中所示的一些示例在详细描述中进一步阐明。
附图说明
8.应当理解,附图中的元件是为了简单和清楚而示出的,并不一定按比例绘制。例如,图中一些元件的尺寸可能相对于其他元件被放大,以帮助提高对本公开的所示实施例的理解。
9.图1示出了包括注射器的立式炉的管的剖视图;
10.图2示出了图1的管的示意性俯视图;
11.图3示出了根据用于图1和2的立式炉中的实施例的注射器的横截面;
12.图4a至4e示意性地示出了根据用于图1的立式炉中的另一实施例的注射器;以及
13.图5描绘了布置在管中的图4a至4e的注射器。
具体实施方式
14.在本技术中,相似或相应的特征由相似或相应的附图标记表示。各种实施例的描述不限于图中所示的示例,并且在详细描述和权利要求中使用的附图标记不旨在将所描述的内容限制于图中所示的示例。
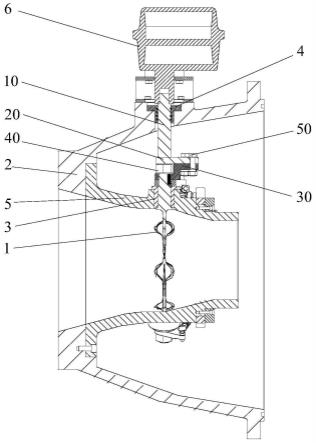
15.图1示出了立式炉的剖视图。立式炉可以包括形成反应室的处理管12和配置成加热反应室的加热器h。衬套2可以沿着处理管12设置,衬套2可以包括由位于较低端的衬套开口和位于较高端的圆顶形顶部密封件2d限定的大致圆柱形壁。
16.可以提供凸缘3来至少部分地封闭处理管12的开口。竖直可移动地布置的门14可以配置为封闭凸缘3中的中心入口开口o,并且可以配置为支撑配置为保持衬底w的晶片舟皿b。门14可以设置有基座r。基座r可被旋转成使反应室中的晶片舟皿b旋转。
17.在图1所示的示例中,衬套2可以包括大致圆柱形衬套壁,其具有外大致圆柱形表面2a和内大致圆柱形表面2b。凸缘3可以配置成至少部分地封闭由衬套2的下端表面2c更精确地限定的管开口和衬套开口。凸缘3包括:
18.入口开口o,其配置为插入和移除舟皿b,舟皿b配置为在衬套2的反应室i中承载衬底w;
19.气体入口16,用于向反应室i提供气体f,例如处理气体;以及
20.排气管7,用于从反应室i中移除气体。
21.衬底处理设备可以具有用于容纳硅前体的容器,并且可以经由气体入口16可操作地连接到细长注射器17。注射器17可以构造和布置成沿着衬套2的大致圆柱形壁朝向较高第二端竖直延伸到反应室i中。注射器可以在注射器的较低第一端由凸缘3支撑,并且可以包括注射器开口以将气体注入反应室中。一个或多个注射器17可用于向反应室i提供处理气体。图2中示出了一个注射器17。
22.用于从反应室i中移除气体的排气管7可以构造和布置在注射器开口18的下方。这样,可以在衬套2的反应室中产生向下流动f。该向下流动f可以将反应副产物和颗粒的污染物从衬底w、舟皿b、衬套2和/或支撑凸缘3向下传送到排气管7,远离处理过的衬底w。
23.用于从反应室i移除气体的排气管7可以设置在衬套2的衬套开口下方。这可能是有益的,因为反应室的污染源可能由衬套2和凸缘3之间的接触形成。同样,向下流动f可以将颗粒从衬套-凸缘界面向下输送到排气装置,远离处理过的衬底。
24.排气口8可以构造和布置在衬套2和凸缘3之间,用于从衬套2和管12之间的圆周空间移除气体。这样,可以使圆周空间和内部空间i中的压力相等,并且可以使低压立式炉中的压力低于围绕管12的周围大气压力。立式炉可以设置有压力控制系统,以从反应室中移除气体。
25.以这种方式,衬套2可以由相当薄且相对较弱的材料制成,因为它不必补偿大气压力。这在选择衬套2的材料方面产生了更大的自由度。衬套2的材料的热膨胀可被选择成使得它可以与反应室中沉积在衬底上的材料相当。后者的优点是衬套的膨胀和也沉积在衬套
上的材料可以是相同的。后者最小化了由于衬套2的温度变化导致沉积材料掉落的风险。
26.管12可以制造得相当厚并且由相对强的抗压强度材料制成,因为相对于管内部的低压,它可能必须补偿大气压力。例如,低压处理管12可以由5至8优选约6mm厚的石英制成。石英的热膨胀系数(cte)非常低,为0.59
×
10-6k-1(见表1),这使得它更容易应对设备中的热波动。尽管沉积材料的cte可能更高(例如,si3n4的cte=3
×
10-6k-1,si的cte=2.3
×
10-6k-1),但差异可能相对较小。当膜沉积到由石英制成的管上时,即使管经历许多大的热循环,它们也可能粘附,然而污染的风险可能会增加。
27.衬套2可以避开管2内部的任何沉积,因此可以减轻管12上的沉积脱落的风险。因此,管可以由石英制成。
28.碳化硅衬套2(sic的cte=4
×
10-6k-1)可以在沉积膜和衬套之间提供甚至更好的cte匹配,导致在可能需要从衬套移除沉积膜之前更大的累积厚度。cte失配导致沉积膜破裂和剥落,以及相应的高颗粒数,这是不希望的并且可以通过使用sic衬套2来减轻。同样的机制可以适用于注射器17,然而对于注射器17,如果沉积了太多具有不同热膨胀的材料,注射器可能会破裂。因此,由碳化硅或硅制造注射器17可能是有利的。
29.表1半导体加工中材料的热膨胀系数(cte)
30.材料热膨胀(ppm/k)石英0.59氮化硅3硅2.3碳化硅4.0钨4.5
31.材料是否适合于衬套2和/或注射器17可能取决于沉积的材料。因此,有利的是能够使用与衬套2和/或注射器17具有基本相同热膨胀的材料用于沉积材料。因此,有利的是,能够将热膨胀相对高于石英的材料用于衬套2和/或注射器17。例如,可以使用碳化硅sic。碳化硅衬套可以在4到6优选5mm厚,因为它不必补偿大气压力。可以用管进行压力补偿。
32.对于沉积cte在约4
×
10-6k-1和6
×
10-6k-1之间的金属和金属化合物材料的系统,例如tan、hfo2和tao5,衬套和注射器材料优选可以具有在约4
×
10-6k-1和9
×
10-6k-1之间的cte,包括例如碳化硅。
33.为了沉积具有甚至更高cte的材料,可以选择衬套和/或注射器材料,例如如表2所示。
34.表2陶瓷构建材料的热膨胀系数(cte)
35.材料热膨胀(ppm/k)马科尔12.6氮化硼11.9普通玻璃9莫来石5.4
36.在管12内,可以设置吹扫气体入口19,用于向衬套2b的外表面和处理管12之间的圆周空间s提供吹扫气体p。吹扫气体入口包括吹扫气体注射器20,其沿着衬套2的圆柱形壁的外表面从凸缘3朝向衬套的顶端竖直延伸。流向圆周空间s的吹扫气体p可以在排气口8中
产生流动,并抵消处理气体从排气管7向圆周空间s的扩散,如箭头所示。
37.凸缘3可以具有上表面。衬套2可以由支撑构件4支撑,支撑构件4可以连接到衬套壁2a的外圆柱形表面并且每个都具有向下的支撑表面。衬套也可以用其下表面2c直接支撑在凸缘3的上表面上,同时允许排气口8在上表面和衬套2之间。
38.支撑构件4的支撑表面可以从衬套2的内圆柱形表面2b径向向外定位。在该示例中,支撑构件4的支撑表面也可以从它们所附接的衬套2的外圆柱形表面2a径向向外定位。支撑构件4的向下的支撑表面可以与凸缘3的上表面接触并且支撑衬套2,同时允许排气口8在上表面和衬套2之间。
39.封闭件的支撑凸缘3可以包括排气口8,以从衬套2的反应室以及衬套2和低压管12之间的圆形空间中移除气体。至少一些排气口8可以设置在凸缘3的上表面和衬套2之间。至少一些排气口可以设置在衬套开口附近。排气口8可以通过排气管7与泵流体连接,用于从反应室和处理管12与衬套2之间的圆周空间中抽出气体。
40.图2是图1的管的示意性俯视图。该图示出了具有圆柱形壁的衬套2,该圆柱形壁限定被基本圆柱形表面2b和外基本圆柱形表面2a,它们形成开口13,用于插入配置成承载衬底的舟皿。
41.支撑构件4也是可见的。在该示例中,衬套2具有三个支撑构件4,其沿着衬套2的外圆柱形表面2a的圆周等距间隔开。凸缘可以设置有从凸缘的上表面3a向上延伸的定位突起5。定位突起5可以在其切向端面上接合支撑构件4。结果,定位突起5具有用于衬套2相对于支撑凸缘3的定心功能。
42.衬套2和形成支撑构件4的凹口可以由石英、硅或碳化硅制成。限定反应室的衬套2可以具有径向向外延伸的凸起2e,以容纳反应室中的注射器17或温度测量系统。
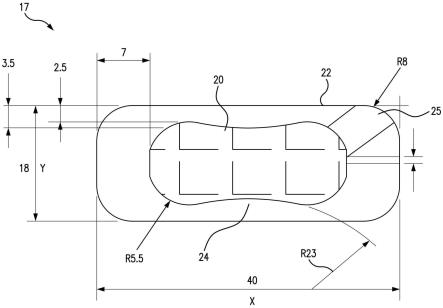
43.图3示意性地示出了根据用于图1和2的立式炉中的实施例的注射器17的横截面。注射器17可以配置为布置在立式炉的反应器内,以将气体注入反应室i中。注射器17可以配置有内部气体传导通道20来传输气体。注射器17可以沿着第一轴线大致伸长,并且内部气体传导通道20可以沿着第一轴线延伸。
44.注射器17可以具有沿着垂直于第一轴线的第二轴线延伸的宽度,该宽度基本大于注射器沿着垂直于第一和第二轴线的第三轴线延伸的深度。注射器17的壁22可以具有变化的厚度。注射器17的壁22可以沿着第二轴线x具有变化的厚度。壁22的变化厚度可以在10%到60%之间变化。例如具有40%,如图所示为从2.5mm到3.5mm。
45.注射器17的内部气体传导通道20可以具有基本椭圆形的横截面。内部气体传导通道20可以沿着其在第二轴线x上的宽度延伸基本大于其沿着其在第三轴线y上的深度。基本椭圆形的横截面可以由具有固定半径的多个圆构成,以适应钻孔和铣削。圆角还避免在圆角处应力和污染的累积。圆的半径可以是1至10mm,例如半径为5mm的圆。注射器17内的内部气体传导通道20的水平内横截面积可以在100和1500mm2之间,优选在200至500mm2之间,最优选在250和350mm2之间。
46.基本椭圆形的气体传导通道20可以在中间被部分地夹缩。由此夹缩意味着内部气体传导通道20在第三方向上具有较小的深度。中间是指相对于注射器17在第二方向x上的宽度的中间。夹缩可以通过具有变化厚度的壁22来实现。例如,通过使壁22在其夹缩气体传导通道20的宽度中间具有增加的厚度。
47.基本椭圆形的气体传导通道20可以在第二方向的中部被球头24部分地夹缩,球头24使壁22更厚并延伸到气体传导通道20中并夹缩气体传导通道20。球头24的表面可以部分地遵循球头圆。球头圆可以相对于平行于第一轴线的轴线具有恒定的半径。半径可以在10到50mm之间,优选地在15到30mm之间,并且如图所示其可以是23mm。
48.注射器17的壁22可以沿着第三轴线y具有变化的厚度。沿着第三轴线y的变化厚度可以是约7mm的相对小的变化。
49.注射器17的壁22可以沿着第二和第三轴线x、y在其圆周上具有变化的厚度。壁22的变化厚度可以在4%到60%之间变化。
50.注射器17的壁22可以沿着第一轴线的大部分具有变化的厚度。这样,可以在必要的地方增加强度。
51.注射器17可以具有气体出口开口25。气体出口开口25可以具有3至15mm的半径,优选在4至10mm之间,最优选在5至9mm之间,例如8mm。
52.图4a至4e示意性地示出了根据另一实施例的用于图1和5的立式炉中的注射器17a、b、c。图4a至4e的注射器17a、b、c每个都可以特别配置成在反应室i中的特定高度提供处理气体。因此,图4a至4e的注射器17a、b、c可被优化成如图5所示一起协作。可替代地,每个注射器17可以如图2所示单独使用。注射器17a、b、c可以沿着第一轴线z大致伸长。
53.注射器17a、b、c可以配置有内部气体传导通道20,以传输处理气体。内部气体传导通道20可以沿着第一轴线z延伸。注射器17a、b、c的内部气体传导通道20可以具有基本椭圆形的横截面。
54.内部气体传导通道20可以沿着第二轴线x延伸10至50mm,优选地在20至30mm之间,例如约25mm。内部气体传导通道20可以沿着第二轴线x延伸基本大于通道沿着第三轴线y延伸。内部气体传导通道20可以沿着第三轴线y延伸8至30mm,优选地在10至20mm之间,例如约12mm。
55.基本椭圆形的横截面可以由半径为1至10mm的圆构成,例如半径为5mm的圆。这避免气体传导通道20中的直拐角,因为直拐角将具有1至10mm例如5mm的最小圆度。
56.注射器17内的内部气体传导通道20的水平内横截面积可以在100和1500mm2之间,优选在200和500mm2之间,最优选在250和350mm2之间。
57.基本椭圆形的气体传导通道20可以在中间部分地被夹缩。由此夹缩意味着内部气体传导通道20在第三方向y上较小。中间指的是相对于注射器17a、b、c在第二方向x上的宽度的中间。夹缩可以通过使壁22在中间具有增加的厚度来实现。
58.基本椭圆形的气体传导通道20可以在第二方向的中间被设置在壁22上并延伸到气体传导通道20中的球头24部分地夹缩。球头24的表面可以部分地遵循圆。该圆可以相对于平行于第一轴线的轴线具有恒定的半径。半径可以在10到50mm之间,优选地在15到30mm之间,并且如图所示可以是23mm。
59.如图4c所示,注射器17a、b、c可以具有沿着垂直于第一轴线的第二轴线延伸的宽度,该宽度基本大于注射器沿着垂直于第一和第二轴线的第三轴线延伸的深度。注射器17a、b、c的壁22可以具有变化的厚度。
60.注射器17a、b、c的壁22可以沿着第三轴线y具有变化的厚度。注射器17a、b、c的壁22可以沿着第二和第三轴线x、y在其圆周上具有变化的厚度。注射器17a、b、c的壁22可以沿
着第一轴线x的大部分具有变化的厚度。
61.注射器17a、b可以是所谓的多孔注射器,并且在与第一端21相对的第二端23的方向上沿其长度具有多个气体出口孔25,如图4a和b所示。气体出口开口25可以具有3至15mm的半径,优选在4至10mm之间,最优选在5至9mm之间,例如6mm。多个注射器17a、b、c中的较长注射器17a可以具有多个气体出口孔25,如图4a所示,并且可以在内部延伸以靠近封闭衬套2的顶部封闭件2d(图1和5)。多个注射器17a、b、c中的较短注射器17b可以具有多个气体出口孔25,如图4b所示,并延伸到舟皿b的中部。
62.气体传导通道20的尺寸在第一端21可以更小,在第一端21,注射器17a、b、c可以连接到凸缘3附近的气体入口16。由于第一端21附近的温度较低,所以在第一端21附近的内部通道20中沉积的处理气体较少。
63.注射器17a、b、c在第三方向y上的深度可以朝向第二端23减小。在内部i内延伸以靠近封闭衬套2的顶部封闭件2d的注射器可以具有在径向方向上的尺寸随着更靠近图1中的顶部封闭件而减小的形状。
64.图4a至4e的注射器17a、b、c中的每个可以特别配置成在反应室i中的特定高度处提供处理气体。因此,注射器17a、b、c中的至少一个可以具有不同的长度。
65.如图4a和4e所示的多个注射器17中的较长注射器17a、c可以在内部i内延伸,以接近封闭衬套2的顶部封闭件2d,如图1和5所示。多个注射器17a、b、c中的较长注射器17c可以在第二端23具有单个气体出口孔25,如图4d所示。该注射器可被称为倾卸注射器17c,其沿其细长长度封闭,以在其第二端23仅具有一个单个处理气体出口。图4e描绘了该倾卸注射器的横截面,除了在侧面没有气体出口孔25之外,该倾卸注射器具有与上面关于图4c描述的相同特性。
66.在倾卸注射器的第二端23的单个气体出口孔25可以具有与上面关于图4c描述的相同特性。倾卸注射器的单个气体出口孔25可以在100和1500mm2之间,优选在200和500mm2之间,最优选在250和350mm2之间。因此,图4a至4e的注射器17a、b、c可被优化以如图5所示一起协作。
67.图5描绘了图4a至4e的注射器17a、b、c可以如何布置在管2中。注射器17a、b可以是多孔注射器(见图4a和b),其设置有沿着注射器17a、b在细长方向上延伸的一系列出口开口25,以将气体从传导通道输送到反应室i中。多个注射器17a、b、c中的较短注射器17b和/或较长注射器17a可以具有多个气体出口孔25。出口开口25可以是基本圆形的。一系列出口开口25可以沿着多孔注射器17a、17b表面上的线对齐。
68.出口开口25可以配置成使得气体在基本垂直于多孔注射器的细长方向的至少两个不同方向上注入,从而改善反应室i中的处理气体的混合。因此,一系列开口25可以沿着注射器17的表面上的至少两条线对齐。尽管在图4a和b中示出了具有开口的第一线,但具有开口25的类似的第二线可以配置在注射器17的另一侧,如图5所示。沿着第一线的一系列开口25可以配置成使得气体在第一方向上注入,沿着第二线的一系列开口25可以配置成使得气体在第二方向上注入。第一和第二方向可以彼此成30至180度之间的角度。
69.出口开口25可以成对设置在相同高度,如图5所示。可替代地,出口开口25可以成对设置在不相等的高度,以提高注射器17的强度。两个出口可以在两个方向上注入气体,例如在约90度的角度下,以提高径向均匀性。
70.当从图4a和4b中的多孔注射器17的第一端21到第二端23时,一系列开口中的开口25之间的距离可以是恒定的。有利地,每个出口开口25可以具有通过出口开口25的基本相等的处理气体流量。
71.一系列出口开口中的出口开口25之间的距离也可以设计成其在从多孔注射器17的第一端21到第二端23时减小。后者在处理气体从第一端21输送到第二端23时可能有利于补偿压力损失。
72.多孔注射器的出口开口的面积可以在1至200mm2之间,优选在7至100mm2之间,更优选在13至80mm2之间。较大开口可以具有的优点在于,由于开口内的沉积层,开口堵塞需要更长的时间。出口开口25的数量可以在2和40之间,优选在3和30之间,更优选在5和15之间。
73.多个注射器17a、b、c中的较长注射器17c可以在第二端具有单个气体出口孔,如图4d所示。该注射器17c可被称为倾倒注射器17c,其沿着其细长长度封闭,以在其靠近衬套的顶部封闭件2d的第二端仅具有一个单个处理气体出口。在倾卸注射器的第二端的单个气体出口孔可以具有与上面关于图4d、e所述相同的特性。
74.气体注射器17的出口开口25可以配置成减少开口的堵塞。出口开口可以从内到外呈凹形。注射器内侧表面上的开口的表面积大于注射器外侧的出口开口25的表面积的凹形可以减少堵塞。内侧的较大面积允许在压力且因此沉积较大的内侧有更多的沉积。在外侧,压力降低,因此沉积也较慢,并且较小面积可以收集与内侧较大直径相同的沉积。
75.用注射器降低压力会导致注射器17内的反应速率降低,因为反应速率通常随着压力的增加而增加。注射器内低压的另一个优点是通过注射器的气体体积在低压下膨胀,并且对于恒定的源气体流量,源气体在注射器内的停留时间相应减少。由于两者的结合,可以减少源气体的分解,从而也可以减少注射器内的沉积。
76.可以经由反应室i中的注射器17注入以在晶片舟皿b中的晶片w上沉积层的处理气体也可以沉积在内部气体传导通道上或注射器17的外表面上。这种沉积会在注射器17中引起拉伸或压缩应力。该应力可能导致注射器17断裂,这导致立式炉的停机时间和/或对晶片w的损坏。因此,注射器内的较少沉积可能延长注射器17的寿命,并使立式炉更经济。
77.注射器17的温度变化甚至会增加这些应力。为了减轻应力,注射器可以由可以具有与处理气体一起沉积的材料的热膨胀系数的材料制成。例如,如果沉积氮化硅,则气体注射器可以由氮化硅制成,如果沉积硅,则由硅制成,或者当通过处理气体沉积氧化硅时,由氧化硅制成。因此,注射器内沉积层的热膨胀可以更好地匹配注射器的热膨胀,减少气体注射器在温度变化期间破裂的机会。
78.碳化硅也可以是注射器17的合适材料。碳化硅的热膨胀可能与许多沉积材料相匹配。
79.注射器内低压的缺点是注射器的传导显著降低。这将导致源气体流在注射器长度上的开口图案上分布不良:大部分源气体将从注射器入口端附近的孔流出。
80.为了便于处理气体在注射器内沿着注射器的长度方向流动,注射器可以设置有具有大内横截面的内部气体传导通道。为了能够将根据本发明的注射器容纳在反应室内,注射器17的切向尺寸可以大于径向尺寸,并且衬套2可以设置有向外延伸的凸起以容纳注射器。
81.在一实施例中,提供二元膜的两种构成元素的两种源气体在进入注射器之前在气
体供应系统中混合。这是确保在舟皿的长度上注入气体成分均匀的最简单方法。然而,这并不重要。可替代地,两种不同的源气体可以通过单独的注射器注入,并在注入后在反应室中混合。
82.两个注射器分支的使用允许一些调整可能性。当通过单独的源气体供应将基本相同成分的气体供应到注射器的两个部分时,供应到不同注射器分支的流量可以选择为不同的,以微调舟皿上沉积速率的均匀性。也可以向注射器的两条线供应不同成分的气体,以微调舟皿上二元膜的成分。然而,当注入气体的成分对于两条注射器线都相同时,可以获得最佳结果。
83.由于注射器17可以在其第一端21由凸缘3支撑,注射器17可以在其第二端23稍微摆动,因为它是如图1所示的非常长且薄的结构。因此,期望或有必要设计衬套2、注射器17和晶片舟皿b,使得三者之间有足够的空间。
84.注射器17的外侧壁可以在其长度的至少10%,优选30%,更优选50%,甚至更优选100%上朝向注射器的第二端23逐渐变细。通过使注射器17在第二端23逐渐变细,它可以在公差最严格的其第二端23附近的反应室i中的衬套2和晶片舟皿之间的小空间中占据更少的空间。因此,具有锥形第二端23的注射器17可以位于小空间中的公差可以稍微宽松一些。
85.因此,在内部延伸以靠近封闭衬套的顶部封闭件的注射器可以具有在径向方向上的尺寸随着靠近顶部封闭件而减小的形状。同样,在没有使用衬套2的立式炉中,在其第二端23具有锥形形状的注射器17可用于放宽将注射器定位在管和舟皿之间的公差。
86.注射器17可以包括多个分支,例如两个分支,每个设置有单独的气体供给导管连接。一个分支可以将处理气体注入反应室的下部,另一个分支将处理气体注入反应室的上部。分支可以通过连接部件连接。然而,对于本发明来说,注射器包括两个或多个注射器分支并不是必需的。分支在其第二端可以是部分锥形的。
87.注射器17可以由陶瓷制成。陶瓷可选自碳化硅(sic)、氧化硅(siox)、硅或氧化铝(alox)。注射器可以在首先形成注射器且其次烘烤注射器以硬化陶瓷的过程中制造。
88.预陶瓷聚合物可以用作前体,其可以在1000-1100℃的温度范围内通过热解形成陶瓷产品。以这种方式获得碳化硅的前体材料可以包括聚碳硅烷、聚(甲基硅烷)和聚硅氮烷。通过预陶瓷聚合物的热解获得的碳化硅材料可以称为聚合物衍生陶瓷或pdc。
89.预陶瓷聚合物的热解最通常在相对低温的惰性气氛下进行。热解方法是有利的,因为聚合物可以在热解成陶瓷碳化硅之前形成各种形状。热解之前,材料更软,因此更容易成型。
90.注射器17可以包括连接到顶部的底部,其中顶部可以稍微呈锥形并终止于第二端23。底部从第一端21开始可以是30到40cm长,并且可以是基本直的。
91.底部可以设置有连接管27(见图4a、b)。连接管27可以装配在凸缘3(图1)中的孔中,以定位和保持注射器17。如果注射器被加热,注射器第一端21上的这种结构可能是有利的,因为它允许注射器17膨胀。缺点可能是它允许注射器17的一些摆动,尤其是在第二端23。
92.通过使第二端23逐渐变细,可以增加注射器17摆动的公差。顶部在第二端23的横截面积可以比在第一端的横截面积小1至80%,优选3至40%,最优选4至20%。顶部在第二端的壁厚度可以比在第一端21的壁厚度小2至50%,优选5至30%,最优选10至20%。
93.注射器17在第二端的横截面积可以比在第一端的横截面积小1至80%,优选3至40%,最优选4至20%。注射器在第二端23的壁厚度可以比第一端21的壁厚度小2至50%,优选5至30%,最优选10至20%。
94.虽然上面已经描述了具体实施例,但应当理解,本发明可以不同于所描述的方式来实施。以上描述旨在说明而非限制。因此,对于本领域技术人员来说显而易见的是,在不脱离下面阐述的权利要求的范围的情况下,可以对前述发明进行修改。各种实施例可以组合应用或者可以彼此独立地应用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。