1.本发明的实施方式涉及转子、电动机以及转子的制造方法。
背景技术:
2.公知有通过将转子的磁铁以海尔贝克阵列排列而提高了驱动扭矩的电动机。另一方面,以海尔贝克阵列排列了磁铁的转子由于需要多个磁铁而为高价。因此,谋求一种驱动力高并且廉价的转子。
3.专利文献1:国际公开第2013/008284号
技术实现要素:
4.本发明将要解决的课题在于提供廉价并且能够提高驱动力的转子、电动机以及转子的制造方法。
5.实施方式的转子设于电动机。转子与定子对置。转子以旋转轴为中心旋转。转子具有以旋转轴为中心的环状的磁体部。磁体部具有环状的一个磁铁或者沿周向以环状排列的多个磁铁。在一个磁铁中沿周向排列地设置有在径向上被磁化的径向磁化部和沿周向被磁化的周向磁化部。
6.实施方式的洗衣机的转子的制造方法是绕旋转轴旋转的转子的制造方法。转子的制造方法具有树脂成型工序与着磁工序。树脂成型工序是将多个磁性部件沿周向以环状排列并进行树脂模制的工序。着磁工序是对磁性部件进行着磁而形成环状的磁体部的工序。着磁工序具有周向磁化工序与径向磁化工序。周向磁化工序是将磁性部件的一部分在周向上磁化而形成周向磁化部的工序。径向磁化工序是将磁性部件的一部分在径向上磁化而形成径向磁化部的工序。在着磁工序中,在一个磁性部件中形成周向磁化部与径向磁化部。
7.实施方式的洗衣机的转子的制造方法是绕旋转轴旋转的转子的制造方法。转子的制造方法具有着磁工序。着磁工序是对环状的一个磁性部件进行着磁而形成环状的磁体部的工序。着磁工序具有周向磁化工序与径向磁化工序。周向磁化工序是将磁性部件的一部分在周向上磁化而形成周向磁化部的工序。径向磁化工序是将磁性部件的一部分在径向上磁化而形成径向磁化部的工序。
附图说明
8.图1是具有一实施方式的电动机的洗衣机的剖面图。
9.图2是一实施方式的转子以及定子的剖面立体图。
10.图3是一实施方式的转子的剖面示意图。
11.图4是从定子侧r1观察一实施方式的转子的示意图。
12.图5是经过了一实施方式的树脂成型工序的转子的半成品的局部剖面图。
13.图6是表示一实施方式的周向磁化工序的示意图。
14.图7是表示一实施方式的径向磁化工序的示意图。
15.图8是上述的实施方式中能够采用的变形例1的转子的剖面示意图。
16.图9是上述的实施方式中能够采用的变形例2的转子的剖面示意图。
17.图10是上述的实施方式中能够采用的变形例3的转子的剖面示意图。
18.图11是表示变形例3的转子的周向磁化工序的示意图。
19.图12是表示变形例3的转子的径向磁化工序的示意图。
20.附图标记说明
21.16
…
电动机,20、120、220、320
…
转子,23、123、223、323
…
磁体部,26
…
旋转角传感器,30
…
定子,40a、40b、40c、40d
…
着磁磁轭,40s
…
传感器用着磁磁轭,70、170、270
…
保持部,80、180、280
…
扇形磁铁(磁铁),80a
…
对置面,80f、380f
…
磁性部件,81、181、281、381
…
径向磁化部,81a、181a、281a、381a
…
第一径向磁化部,81b、181b、281b、381b
…
第二径向磁化部,82、182、282、382
…
周向磁化部,82a、182a、282a、382a
…
第一周向磁化部,82b、182b、282b、382b
…
第二周向磁化部,86
…
露出面,87
…
埋入面,89
…
传感器用磁化部,380
…
环形磁铁(磁铁),c1
…
周向一侧,c2
…
周向另一侧,m
…
易磁化轴方向,o
…
旋转轴,r1
…
定子侧(径向一侧),r2
…
反定子侧(径向另一侧)
具体实施方式
22.以下,参照附图对实施方式的转子、电动机以及转子的制造方法进行说明。在以下的说明中,对于具有相同或者类似的功能的结构标注相同的附图标记。并且,有时省略这些结构的重复说明。
23.图1是具有本实施方式的电动机的洗衣机的剖面图。
24.在以下的说明中,将洗衣机的设置面侧即铅垂下侧设为洗衣机的下侧,将与设置面相反的一侧即铅垂上侧设为洗衣机的上侧。并且,以从站在洗衣机的正面的用户观察洗衣机的方向为基准来定义左右。并且,将从洗衣机观察时距站在洗衣机的正面的用户近的一侧定义为“前”,将远的一侧定义为“后”。在本说明书中“横宽方向”意味着上述定义中的左右方向。在本说明书中“进深方向”意味着上述定义中的前后方向。图中, x方向为右方向、-x方向为左方向、 y方向为后方向、-y方向为前方向、 z方向为上方向、-z方向为下方向。
25.洗衣机1例如具有壳体11、顶盖12、盛水桶13、转桶14、波轮15以及电动机16。洗衣机1是转桶14的旋转轴o朝向铅垂方向的所谓的纵轴型的洗衣机。另外,洗衣机1并不限定于纵轴型,也可以是转桶14的旋转轴朝向水平方向或者随着朝向后方而下降倾斜的横轴型即所谓的滚筒式洗衣机。
26.壳体11例如由钢板整体构成为矩形箱状。顶盖12例如为合成树脂制,且设置在壳体11的上部。盛水桶13以及转桶14作为收容成为洗涤对象的衣物的洗涤桶以及脱水桶发挥功能。盛水桶13以及转桶14设于壳体11内。盛水桶13以及转桶14构成为上表面开口的容器状。盛水桶13内的水从排水口131流出,经由排水阀132向外部排出。
27.电动机16配置于盛水桶13的下侧。电动机16经由离合器机构17连接于转桶14以及波轮15。电动机16的旋转轴o与盛水桶13的中心一致。
28.本实施方式的电动机16为外转子型。电动机16具有:以旋转轴o为中心配置的圆环状的定子30以及从径向外侧包围定子30的转子20。即,在电动机16设置有定子30以及转子
20。定子30固定于洗衣机1的壳体11。另外,转子20以旋转轴o为中心旋转。
29.转子20为具有周壁部22和底壁部21的有底筒状。周壁部22呈以旋转轴o为中心的筒状。周壁部22在径向上与定子30对置。即、转子20在径向上与定子30对置。底壁部21从周壁部22的下端部朝径向内侧延伸。底壁部21呈沿着与旋转轴o正交的平面的圆板状。转子20在底壁部21与离合器机构17连接。
30.离合器机构17将电动机16的旋转选择性地传递至转桶14以及波轮15。离合器机构17在洗涤时以及漂洗时将电动机16的驱动力传递到波轮15而使波轮15以低速直接正反旋转驱动。另一方面,离合器机构17在脱水时等将电动机16的驱动力传递至转桶14而使转桶14单向高速旋转驱动。
31.图2是转子20以及定子30的剖面立体图。在图2中示意性地图示出扇形磁铁80以及保持部70的形状。
32.在以下的说明中,相对于转子20,有时将定子30所被配置的方向(在本实施方式中为径向内侧)称为定子侧r1或者径向一侧,将在径向上与定子30相反的一侧的方向(在本实施方式中为径向外侧)称作反定子侧r2或者径向另一侧。另外,有时将以旋转轴o为中心的周向中的从上侧观察时顺时针的方向称作周向一侧c1,将逆时针的方向称作周向另一侧c2。另外,周向一侧c1以及周向另一侧c2也可以是彼此相反侧的方向。
33.定子30具有定子铁心31、线圈39、及省略图示的绝缘体。定子铁心31具有以旋转轴o为中心的圆环状的铁心背部32、和从铁心背部32向径向外侧延伸出的多个齿部33。多个齿部33沿周向排列。线圈39通过隔着绝缘体在齿部33卷绕导线而构成。
34.转子20具备磁体部23、框架60以及将它们相互固定的保持部70。
35.框架60具有圆盘部61与筒状部62。圆盘部61呈以旋转轴o为中心的圆盘状。圆盘部61构成转子20的底壁部21。筒状部62从圆盘部61的外缘向上侧延伸。筒状部62呈以旋转轴o为中心的圆筒状。
36.磁体部23为以旋转轴o为中心的环状。磁体部23具有沿周向以环状排列的多个扇形磁铁(磁铁)80。扇形磁铁80分别以相同的截面沿旋转轴o的轴向柱状延伸。多个扇形磁铁80上表面配置于大致同一平面上。同样,多个扇形磁铁80的下表面配置于大致同一平面上。扇形磁铁80的上表面以及下表面由保持部70埋入。
37.图3是转子20的剖面示意图。另外,在图3中,在各扇形磁铁80内图示的箭头表示该扇形磁铁80的各部分的内部磁通的方向。
38.多个扇形磁铁80以朝向周向的端面80c彼此相互对置的方式沿周向排列。多个扇形磁铁80沿周向等间隔地排列。相邻的扇形磁铁80的端面80c彼此也可以相互接触。
39.在一个扇形磁铁80设置有沿径向被磁化的一个径向磁化部81和沿周向被磁化的两个周向磁化部82。径向磁化部81配置于扇形磁铁80的周向的中央部。周向磁化部82配置于径向磁化部81的周向两侧。即,在一个扇形磁铁80中,径向磁化部81与周向磁化部82沿周向排列地设置。
40.另外,周向磁化部82中的磁化方向只要是沿着周向的方向即可,也可以不是严格意义上的周向。更具体而言,周向磁化部82的磁化方向只要相对于周向为
±
45
°
以内的范围即可。
41.多个扇形磁铁80被分类为第一扇形磁铁80a与第二扇形磁铁80b。第一扇形磁铁
80a与第二扇形磁铁80b的形状相互相同。第一扇形磁铁80a与第二扇形磁铁80b是各部位的磁化方向相互反转的磁铁。第一扇形磁铁80a以及第二扇形磁铁80b沿周向交替地配置于。
42.另外,在以下的说明中。在不相互区别第一扇形磁铁80a与第二扇形磁铁80b的情况下,将它们简称为扇形磁铁80。
43.第一扇形磁铁80a的径向磁化部81是以定子侧r1(径向一侧)为n极侧的第一径向磁化部81a。另外,第一扇形磁铁80a的两个周向磁化部82中的位于周向一侧c1的另一方周向磁化部82是以周向另一侧c2为n极侧的第二周向磁化部82b,位于周向另一侧c2的一方周向磁化部82是以周向一侧c1为n极侧的第一周向磁化部82a。
44.第二扇形磁铁80b的径向磁化部81是以反定子侧r2(径向另一侧)为n极侧的第二径向磁化部81b。另外,第二扇形磁铁80b的两个周向磁化部82中的位于周向一侧c1的一方周向磁化部82是以周向一侧c1为n极侧的第一周向磁化部82a,位于周向另一侧c2的另一方周向磁化部82是以周向另一侧c2为n极侧的第二周向磁化部82b。
45.这里,着眼于第一扇形磁铁80a与位于该第一扇形磁铁80a的周向一侧的第二扇形磁铁80b。在第一扇形磁铁80a的周向一侧c1的端部与第二扇形磁铁80b的周向另一侧c2的端部都形成有第二周向磁化部82b。因而,在第一扇形磁铁80a的周向一侧c1的端部与第二扇形磁铁80b的周向另一侧c2的端部的边界部跨越形成有第二周向磁化部82b。
46.接下来,着眼于第一扇形磁铁80a与位于该第一扇形磁铁80a的周向另一侧的第二扇形磁铁80b。在第一扇形磁铁80a的周向另一侧c2的端部与第二扇形磁铁80b的周向一侧c1的端部都形成有第一周向磁化部82a。因而,在第一扇形磁铁80a的周向另一侧c2的端部与第二扇形磁铁80b的周向一侧c1的端部的边界部跨越形成有第一周向磁化部82a。
47.如此,在第一扇形磁铁80a与第二扇形磁铁80b的边界部跨越形成有以同一方向作为磁化方向的周向磁化部82。作为磁体部23整体来看,跨越形成于第一扇形磁铁80a与第二扇形磁铁80b的边界部的周向磁化部82可以视为一个周向磁化部82。
48.多个径向磁化部81包括第一径向磁化部81a与第二径向磁化部81b。另外,多个周向磁化部82包括第一周向磁化部82a与第二周向磁化部82b。而且,第一扇形磁铁80a与第二扇形磁铁80b沿周向交替地配置。在整个磁体部23中,第一径向磁化部81a与第二径向磁化部81b在周向上交替地配置。而且,第一周向磁化部82a与第二周向磁化部82b在第一径向磁化部81a与第二径向磁化部81b之间在周向上交替地配置。
49.另外,在以定子侧r1为n极的第一径向磁化部81a的周向两侧配置有以该第一径向磁化部81a侧为n极的周向磁化部82。另外,在以反定子侧r2为n极的第二径向磁化部81b的周向两侧配置有以该第二径向磁化部81b侧为s极的周向磁化部82。
50.更具体而言,在以定子侧r1为n极的第一径向磁化部81a的周向一侧c1配置有以周向另一侧c2为n极的第二周向磁化部82b。在以定子侧r1为n极的第一径向磁化部81a的周向另一侧c2配置有以周向一侧c1为n极的第一周向磁化部82a。在以反定子侧r2为n极的第二径向磁化部81b的周向一侧c1配置有以周向一侧c1为n极的第一周向磁化部82a。在以反定子侧r2为n极的第二径向磁化部81b的周向另一侧c2配置有以周向另一侧c2为n极的第二周向磁化部82b。
51.根据本实施方式,磁体部23的磁化方向的周向上的排列成为海尔贝克阵列。因此,根据本实施方式,能够使转子20的磁通集中于定子侧r1。由此,能够提高转子20的驱动扭
矩。
52.在以往的海尔贝克阵列的转子中,分别准备沿径向被磁化的磁铁与沿周向被磁化的扇形磁铁,将它们沿周向交替地排列而构成。与此相对,根据本实施方式,在一个扇形磁铁80设置径向磁化部81与周向磁化部82。因此,本实施方式的转子20与以往的海尔贝克阵列的转子比较,能够减少扇形磁铁80的数量。即,根据本实施方式的转子20,能够与以往的海尔贝克阵列的转子相同地提高转子20的驱动扭矩,另一方面,与以往的海尔贝克阵列的转子比较,能够减少扇形磁铁80的数量而廉价地制造转子20。
53.如后述那样,本实施方式的磁体部23通过在利用保持部70埋入未着磁的磁性部件之后着磁而制造。然而,磁体部23也可以通过将着磁后的扇形磁铁80沿周向排列而制造。在以往的海尔贝克阵列的转子中,沿周向排列的磁铁彼此相斥,难以使着磁后的磁铁排列。与此相对,在本实施方式的磁体部23中,相邻的扇形磁铁80的对置的周端部彼此为异极(n极以及s极)而相互吸附。因此,即使在使着磁完毕的扇形磁铁80沿周向排列的情况下,也容易使扇形磁铁80彼此紧贴地排列,能够提供高性能的转子20。
54.在本实施方式中,扇形磁铁80是铁氧体磁体。然而,扇形磁铁80也可以是其他种类的磁体(例如钕磁体那样的稀土类磁体)。
55.本实施方式的扇形磁铁80是各向异性磁体。如上述那样,在本实施方式的扇形磁铁80设置有被磁化的方向相互不同的径向磁化部81与周向磁化部82。因而,作为各向异性磁体,若使用在径向或者周向的某一方上取向的各向异性磁体,则虽然径向或者周向的某一方的着磁变得容易,但是另一方的着磁变难。因此,作为扇形磁铁80,优选的是使用在径向磁化部81设置的周向的中央部和周向磁化部82设置的周向的两端部使取向变化的各向异性磁体。更具体而言,扇形磁铁80优选的构成为,在径向磁化部81中易磁化轴方向沿径向配置,在周向磁化部82中易磁化轴方向沿周向配置。通过使用这种各向异性磁体,能够提高径向磁化部81以及周向磁化部82的磁力,能够提供容易提高驱动扭矩的转子20。
56.另外,径向磁化部81中的易磁化轴方向只要是沿着径向的方向即可,也可以不是严格意义上的径向。更具体而言,径向磁化部81的磁化方向只要是相对于径向小于
±
45
°
的范围即可。同样,周向磁化部82中的易磁化轴方向只要是沿着周向的方向即可,也可以不是严格意义上的周向。更具体而言,周向磁化部82的磁化方向只要是相对于周向为
±
45
°
以内的范围即可。
57.另外,扇形磁铁80也可以是各向同性磁体。通过使用各向同性磁体作为扇形磁铁80,在径向以及周向的任一方向上都容易着磁,能够容易地形成径向磁化部81与周向磁化部82。另外,由于各向同性磁体与各向异性磁体相比较更廉价,因此通过使用各向同性磁体作为扇形磁铁80,能够廉价地制造转子20。
58.扇形磁铁80具有朝向定子侧r1且与定子30对置的对置面80a、朝向反定子侧r2的外侧面80b、以及朝向周向两侧的一对端面80c。扇形磁铁80的沿着径向的厚度尺寸从周向的中央部朝向周向两侧变小。即,扇形磁铁80的厚度尺寸在周向的中央部变得最大。
59.在本实施方式的扇形磁铁80的周向的中央部设置有径向磁化部81。根据本实施方式,扇形磁铁80的周向的中央部形成得较厚,容易提高径向磁化部81的磁力,结果,能够提高转子20的驱动扭矩。
60.对置面80a是朝向定子侧r1突出的弯曲面。与旋转轴o正交的剖面上的对置面80a
的曲率半径与从旋转轴o到对置面80a的距离相比充分小。对置面80a在周向的中央部最接近定子30,随着朝向周向两侧而远离的定子30。
61.外侧面80b是平坦面或者距旋转轴o的距离为一定的平缓弯曲面。外侧面80b与框架60的筒状部62对置。
62.端面80c是平坦面。一对端面80c分别沿径向延伸。端面80c也可以在与旋转轴o正交的剖面中相对于径向倾斜。
63.对置面80a具有埋入于保持部70的埋入面87与从保持部70露出的露出面86。埋入面87位于对置面80a的周向的中央部。位于露出面86的周向两侧。
64.根据本实施方式,扇形磁铁80具有从保持部70露出的露出面86。扇形磁铁80在露出面86处与成型出保持部70的模具的内侧面接触。在如本实施方式的转子20那样,多个扇形磁铁80沿周向排列的情况下,扇形磁铁80的位置精度给电动机16的输出性能带来较大的影响。根据本实施方式,通过使扇形磁铁80与成型出保持部70的模具的内侧面接触,能够提高保持部70的成型后的扇形磁铁80的位置精度。
65.根据本实施方式,露出面86朝向定子侧r1。扇形磁铁80通过露出面86处的与模具的接触,在模具内沿径向被定位。扇形磁铁80与定子30的距离的精度给电动机16的输出性能带来特别大的影响。根据本实施方式,能够使多个扇形磁铁80与定子30的径向的距离高精度地一致,能够提高电动机16的输出性能。
66.根据本实施方式,露出面86位于与定子30对置的对置面80a。因此,能够抑制保持部70阻碍露出面86与定子30之间的磁通的流动,能够提高电动机16的输出性能。
67.根据本实施方式,在扇形磁铁80的对置面80a上,在露出面86的周向两侧设置有埋入于保持部70的埋入面87。在扇形磁铁80中,在电动机16驱动时,向定子侧r1施加较大的力。保持部70在扇形磁铁80的埋入面87抑制扇形磁铁80向定子侧r1的移动。根据本实施方式,保持部70可靠地抑制扇形磁铁80向定子侧r1的移动。
68.如图2所示,本实施方式的电动机16具有测量转子20的旋转角的旋转角传感器26。旋转角传感器26例如具有三个传感器主体26a。传感器主体26a是测量径向的磁场的磁传感器。三个传感器主体26a沿周向排列。三个传感器主体26a的轴向位置相互一致。三个传感器主体26a位于转子20的径向外侧。三个传感器主体26a在转子20的磁体部23的轴向一侧(在本实施方式中为上侧)的端部,与磁体部23在径向上对置。三个传感器主体26a由未图示的支承部件支承。
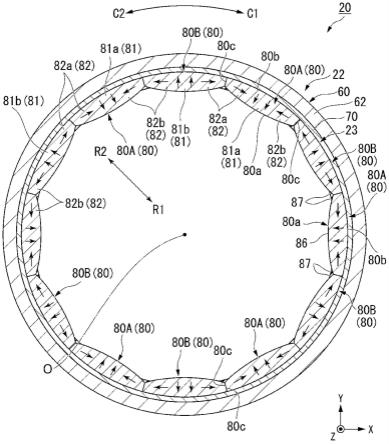
69.图4是从定子侧r1观察转子的示意图,并且是表示磁体部23与旋转角传感器26的位置关系的图。
70.如图4所示,在扇形磁铁80上,除了上述的径向磁化部81以及周向磁化部82之外,还设置有传感器用磁化部89。传感器用磁化部89设于扇形磁铁80的轴向一侧(在本实施方式中为上侧)的端部的周向的整个区域。另外,在图4中通过阴影线强调地示出设置有传感器用磁化部89的区域。
71.传感器用磁化部89沿径向被磁化。传感器用磁化部89的磁化方向优选的是设为与设置有该传感器用磁化部89的扇形磁铁80的径向磁化部81的磁化方向相同。由此,能够抑制传感器用磁化部89的磁力给转子20的驱动扭矩带来影响。另外,能够抑制径向磁化部81的磁力给旋转角传感器26的检测带来影响。
72.传感器用磁化部89与旋转角传感器26在径向上对置。另一方面,由于径向磁化部81以及周向磁化部82的上端位于比旋转角传感器26靠下侧,因此在径向上不与旋转角传感器26对置。
73.若转子20旋转,则传感器主体26a中测量的磁通的径向成分变换。旋转角传感器26基于在三个传感器主体26a中测量出的传感器用磁化部89的磁通测量旋转角。
74.根据本实施方式,由于在扇形磁铁80的上侧的端部设置有传感器用磁化部89,因此无需在转子20上另外准备传感器用的磁铁。因此,能够廉价地制造电动机16。
75.根据本实施方式,传感器用磁化部89在扇形磁铁80的轴向一侧的端部设于周向的整个区域。因此,传感器用磁化部89的轴向位置与旋转角传感器26的轴向位置重叠,从而能够抑制扇形磁铁80的径向磁化部81以及周向磁化部82的磁力给旋转角传感器26的磁通的测量带来影响。结果,能够提高旋转角传感器26的测量精度。
76.本实施方式的转子20是从径向外侧包围定子30的外转子型。外转子型的转子20与内转子型比较,由于磁体部23位于径向外侧,因此能够输出较大的扭矩。
77.<转子的制造方法>
78.接下来,对转子20的制造方法进行说明。
79.转子20的制造方法具有树脂成型工序、着磁工序以及传感器用着磁工序。在本实施方式中,依次进行树脂成型工序、着磁工序以及传感器用着磁工序。
80.<树脂成型工序>
81.树脂成型工序是将多个未着磁的扇形磁铁80(以下,称作磁性部件80f)沿周向以环状排列而收容于模具内、并向模具内填充熔融树脂而将它们树脂模制的工序。在树脂固化之后,从模具取出转子20。经过树脂成型工序,使得多个未着磁的扇形磁铁80由保持部70保持。
82.图5是树脂成型工序后的转子的半成品的局部剖面图。在图5中,对磁性部件80f的各部分图示出易磁化轴方向m。
83.如上述那样,本实施方式的扇形磁铁80是各向异性磁体。如图5所示,着磁前的扇形磁铁80(即,磁性部件80f)在周向的中央部以及周向两端部,易磁化轴方向m相互不同。在磁性部件80f的周向的中央部,易磁化轴方向m为径向,在周向的两端部,易磁化轴方向m为周向。
84.<着磁工序>
85.着磁工序是对磁性部件80f进行着磁而形成环状的磁体部23的工序。着磁工序具有周向磁化工序(同极着磁工序)与径向磁化工序(异极着磁工序)。
86.图6是表示周向磁化工序的示意图。另外,图7是表示径向磁化工序的示意图。
87.周向磁化工序是将磁性部件80f的一部分沿周向磁化而形成周向磁化部82的工序。另一方面,径向磁化工序是将磁性部件80f的一部分沿径向磁化而形成径向磁化部81的工序。在本实施方式的着磁工序中,在一个磁性部件80f中形成周向磁化部82与径向磁化部81。
88.在本实施方式的着磁工序中,依次进行周向磁化工序与径向磁化工序。磁性部件80f通过着磁工序而磁化,成为永磁体(扇形磁铁80)。
89.周向磁化工序以及径向磁化工序通过着磁装置4来进行。着磁装置4具有四个着磁
磁轭(第一着磁磁轭40a、第二着磁磁轭40b、第三着磁磁轭40c以及第四着磁磁轭40d)。四个着磁磁轭连接于着磁电源(未图示)。另外,本实施方式的着磁装置4使用了四个着磁磁轭。然而,着磁装置4例如也可以具有数量上来说能够同时将所有径向磁化部81(或者所有周向磁化部82)着磁的着磁磁轭。
90.第一着磁磁轭40a与第二着磁磁轭40b在径向上对置地配置。第一着磁磁轭40a与第二着磁磁轭40b在一个磁性部件80f的周向的中央部配置于板厚方向的两侧。第一着磁磁轭40a配置于磁体部23的反定子侧r2,第二着磁磁轭40b配置于磁体部23的定子侧r1。
91.第三着磁磁轭40c与第四着磁磁轭40d在径向上对置地配置。第三着磁磁轭40c与第四着磁磁轭40d在第一着磁磁轭40a与第二着磁磁轭40b所夹着的磁性部件80f的相邻的磁性部件80f的周向的中央部配置于板厚方向的两侧。第三着磁磁轭40c配置于磁体部23的反定子侧r2,第四着磁磁轭40d配置于磁体部23的定子侧r1。
92.如图6所示,在周向磁化工序中,使对置的第一着磁磁轭40a与第二着磁磁轭40b产生同极的磁场。而且,使对置的第三着磁磁轭40c与第四着磁磁轭40d产生同极的磁场。此时,使第三着磁磁轭40c与第四着磁磁轭40d产生的磁场与使第一着磁磁轭40a与第二着磁磁轭40b产生的磁场为异极。通过周向磁化工序,沿周向排列的两个磁性部件80f的边界部在周向上被磁化。由此,在沿周向相邻的磁性部件80f中以跨越边界部的方式形成周向磁化部82。即,在各个磁性部件80f的周向的端部形成周向磁化部82。
93.另外,在使周向磁化部82的磁化方向为相反方向的情况下,只要使在四个着磁磁轭40a、40b、40c、40d产生的磁场为与上述相反的极即可。
94.如图7所示,在径向磁化工序中,通过使对置的第一着磁磁轭40a与第二着磁磁轭40b产生异极的磁场,从而被夹着的磁性部件80f在一个方向上着磁(对置着磁)。同时,通过使对置的第三着磁磁轭40c与第四着磁磁轭40d产生异极的磁场,从而被夹着的磁性部件80f在另一方向上着磁。此时,第三着磁磁轭40c与第四着磁磁轭40d之间的磁场的朝向和第一着磁磁轭40a与第二着磁磁轭40b之间的磁场的朝向相反。在径向磁化工序中,对所有磁性部件80f依次进行着磁。
95.在本实施方式中,第一着磁磁轭40a以及第二着磁磁轭40b在磁性部件80f的周向的中央部相互对置。同样,第三着磁磁轭40c以及第四着磁磁轭40d在磁性部件80f的周向的中央部相互对置。因此,在径向磁化工序中,在磁性部件80f的周向的中央部形成径向磁化部81。
96.在着磁工序中,一边使模体6依次旋转,一边依次交替地重复进行周向磁化工序与径向磁化工序。通过使着磁工序完成,从而转子20完成。制造出的转子20与另外制造的定子30组合。
97.根据本实施方式的转子20的制造方法,在树脂成型工序中,多个磁性部件80f未着磁。因此,能够顺畅地进行将多个磁性部件80f收容于模具内并排列的处理。
98.根据本实施方式,多个扇形磁铁80在树脂成型工序中被进行树脂模制并由保持部70固定。保持部70抑制多个扇形磁铁80相互排斥而分离的情况。因此,能够提高多个扇形磁铁80的配置的自由度、磁化方向的自由度。在本实施方式中,多个扇形磁铁80高密度地配置。由此,容易提高转子20的驱动扭矩。
99.根据本实施方式的转子20的制造方法,径向磁化部81的着磁通过对置着磁而实
施。因此,可抑制径向磁化部81的着磁工序(径向磁化工序)中的漏磁通的产生,能够提高径向磁化部81的着磁率。而且,根据本实施方式的转子20的制造方法,在周向磁化工序之后实施径向磁化工序。因此,能够抑制周向磁化部82的着磁时的径向磁化部81的退磁。
100.根据本实施方式的转子20的制造方法,在将多个磁性部件80f沿周向排列之后进行着磁工序。另外,在一个磁性部件80f中形成周向磁化部82与径向磁化部81。因此,能够通过一次的着磁形成跨越相邻的磁性部件80f的边界部的周向磁化部82,能够减少着磁的次数。结果,能够缩短整个磁体部23的着磁所需的时间。
101.在径向磁化工序中,使在径向上对置的着磁磁轭产生异极的磁场而形成径向磁化部81。因此,径向磁化工序能够使用夹着磁性部件80f在径向上对置的至少两个着磁磁轭来进行。
102.同样,在周向磁化工序中,使在径向上对置的着磁磁轭产生同极的磁场而形成周向磁化部82。在该情况下,如果着磁磁轭产生充分大的磁场,则仅通过使用对置的两个着磁磁轭,就能够形成周向磁化部82。即,周向磁化工序可以使用夹着磁性部件80f在径向上对置的至少两个着磁磁轭来进行。
103.另外,在本实施方式中,使用在周向上排列配置的四个着磁磁轭40a、40b、40c、40d来进行周向磁化工序。另外,在本实施方式的周向磁化工序中,使在周向上相邻的着磁磁轭产生异极的磁场。利用在周向上相邻的着磁磁轭彼此,能够形成通过周向磁化部82的拱状的磁路,能够提高周向磁化部82的着磁率。
104.<传感器用着磁工序>
105.传感器用着磁工序是在磁性部件80f的轴向一侧(本实施方式中为上侧)的端部形成传感器用磁化部89的工序。如上述那样,传感器用磁化部89在径向上被磁化。传感器用磁化部89与径向磁化部81相同,通过异极着磁工序(对置着磁)来进行。即,传感器用着磁工序通过使夹着磁性部件80f的上侧的端部在径向上对置的两个着磁磁轭(这里,称作传感器用着磁磁轭40s)产生异极的磁场来进行。
106.图4中示意地示出用于进行传感器用着磁工序的传感器用着磁磁轭40s与用于进行上述的着磁工序的着磁磁轭40a、40b的位置关系。
107.传感器用着磁磁轭40s配置于比着磁磁轭40a、40b、40c、40d靠上侧。另外,传感器用着磁磁轭40s配置于磁性部件80f的周向的整个区域。由此,传感器用着磁磁轭40s能够在磁性部件80f的上侧的端部的周向的整个区域形成传感器用磁化部89。
108.<变形例>
109.接下来,对能够在上述的实施方式的电动机16中采用的变形例的转子进行说明。以下说明的各变形例的转子与上述的实施方式比较,主要是磁体部的构成不同。
110.另外,对于与上述的实施方式相同方式的构成要素标注相同的附图标记,并省略其说明。
111.<变形例1>
112.图8是上述的实施方式中能够采用的变形例1的转子120的剖面示意图。
113.本变形例的转子120与上述的实施方式相同,具备磁体部123、框架60以及将它们相互固定的保持部170。保持部170将磁体部123的各扇形磁铁180的一部分埋入。
114.磁体部123为以旋转轴o为中心的环状。磁体部123具有在周向上以环状排列的多
个扇形磁铁(磁铁)180。在本变形例中,扇形磁铁180从轴向观察时为沿着周向的扇状。
115.在一个扇形磁铁180中,沿周向排列设置有在径向上被磁化的径向磁化部181和沿周向被磁化的周向磁化部182。周向磁化部182配置于扇形磁铁180的周向的中央部。另一方面,径向磁化部181配置于周向磁化部182的周向两侧。
116.本变形例的周向磁化部182在沿周向排列的扇形磁铁180中,周向的磁极的朝向交替地反转。另外,本变形例的径向磁化部181在一个扇形磁铁180的周向两侧,径向的磁极的朝向相互交替地反转。另外,设于相互相邻的两个扇形磁铁180的边界部的径向磁化部181在两个扇形磁铁180中磁化方向相互一致。
117.这里,将以定子侧r1(径向一侧)为n极侧的径向磁化部181设为第一径向磁化部181a。另一方面,将以反定子侧r2(径向另一侧)为n极侧的径向磁化部181设为第二径向磁化部181b。
118.另外,将以周向一侧c1为n极侧的周向磁化部182设为第一周向磁化部182a。而且,将以周向另一侧c2为n极侧的周向磁化部182设为第二周向磁化部182b。
119.在本变形例中,在整个磁体部123中,第一径向磁化部181a与第二径向磁化部181b在周向上交替地配置。第一周向磁化部182a与第二周向磁化部182b在第一径向磁化部181a与第二径向磁化部181b之间沿周向交替地配置。
120.在本变形例中,磁体部123的磁化方向的周向上的排列也成为海尔贝克阵列。因此,根据本实施方式,能够使转子120的磁通集中于定子侧r1。由此,能够提高转子120的驱动扭矩。
121.<变形例2>
122.图9是上述的实施方式中能够采用的变形例2的转子220的剖面示意图。
123.本变形例的转子220与上述的实施方式相同,具备磁体部223、框架60以及将它们相互固定的保持部270。保持部270将磁体部223的各扇形磁铁280的一部分埋入。
124.磁体部223为以旋转轴o为中心的环状。磁体部223具有在周向上以环状排列的多个扇形磁铁(磁铁)280。在本变形例中,扇形磁铁280在从轴向观察时为沿着周向的扇状。
125.在一个扇形磁铁280中沿周向排列地设置有在径向上被磁化的径向磁化部281和沿周向被磁化的周向磁化部282。周向磁化部282配置于扇形磁铁280的周向一侧c1。另一方面,径向磁化部281配置于扇形磁铁280的周向另一侧c2。
126.本变形例的周向磁化部282在沿周向排列的扇形磁铁280中使周向的磁极的朝向交替地反转。同样,本变形例的径向磁化部281在沿周向排列的扇形磁铁280中使径向的磁极的朝向交替地反转。
127.这里,将以定子侧r1(径向一侧)为n极侧的径向磁化部281设为第一径向磁化部281a。另一方面,将以反定子侧r2(径向另一侧)为n极侧的径向磁化部281设为第二径向磁化部281b。
128.另外,将以周向一侧c1为n极侧的周向磁化部282设为第一周向磁化部282a。而且,将以周向另一侧c2为n极侧的周向磁化部282设为第二周向磁化部282b。
129.在本变形例中,在整个磁体部223中,第一径向磁化部281a与第二径向磁化部281b在周向上交替地配置。第一周向磁化部282a与第二周向磁化部282b在第一径向磁化部281a与第二径向磁化部281b之间在周向上交替地配置。
130.在本变形例中,磁体部223的磁化方向的周向上的排列也成为海尔贝克阵列。因此,根据本实施方式,能够使转子220的磁通集中于定子侧r1。由此,能够提高转子220的驱动扭矩。
131.<变形例3>
132.图10是上述的实施方式中能够采用的变形例3的转子320的剖面示意图。
133.本变形例的转子320与上述的实施方式相同,具备磁体部323与框架60。
134.磁体部323为以旋转轴o为中心的环状。磁体部323具有环状的一个环形磁铁(磁铁)380。
135.在环形磁铁380沿周向排列地设置有在径向上被磁化的径向磁化部381和沿周向被磁化的周向磁化部382。这里,将以定子侧r1(径向一侧)为n极侧的径向磁化部381设为第一径向磁化部381a。另一方面,将以反定子侧r2(径向另一侧)为n极侧的径向磁化部381设为第二径向磁化部381b。
136.另外,将以周向一侧c1为n极侧的周向磁化部382设为第一周向磁化部382a。而且,将以周向另一侧c2为n极侧的周向磁化部382设为第二周向磁化部382b。
137.在本变形例的环形磁铁380中,第一径向磁化部381a与第二径向磁化部381b在周向上交替地配置。第一周向磁化部382a与第二周向磁化部382b在第一径向磁化部381a与第二径向磁化部381b之间在周向上交替地配置。
138.在本变形例中,磁体部323的磁化方向的周向上的排列也成为海尔贝克阵列。因此,根据本实施方式,能够使转子320的磁通集中于定子侧r1。由此,能够提高转子320的驱动扭矩。
139.图11以及图12是表示本变形例的转子320的制造方法的示意图。
140.本变形例的转子320具有与上述的实施方式相同的着磁工序。然而,本实施方式的转子320具有沿周向连成一个的环形磁铁380,因此不一定需要将多个磁性部件树脂模制而相互固定的树脂成型工序。
141.即,本变形例的转子320的制造方法至少具备对环状的一个磁性部件380f进行着磁而形成环状的磁体部323的着磁工序。另外,着磁工序与上述的实施方式相同,具有将磁性部件380f的一部分在周向上磁化而形成周向磁化部382的周向磁化工序(参照图11)、及将磁性部件380f的一部分在径向上磁化而形成径向磁化部381的径向磁化工序(参照图12)。
142.根据本变形例的转子320,不需要对磁性部件380f进行树脂模制的工序,从而能够廉价地制造转子320。
143.虽然说明了本发明的几个实施方式,但这些实施方式是作为例子而提出的,并不意图限定发明的范围。这些实施方式能够以其他各种方式实施,在不脱离发明的主旨的范围内能够进行各种省略、替换、变更。这些实施方式、其变形包含在发明的范围、主旨中,同样包含在权利要求书所记载的发明与其等效的范围中。
144.例如上述的实施方式以及变形例中,说明了外转子型的转子,但在内转子型中也能够采用上述的构成。
145.另外,在上述的实施方式以及变形例中,说明了spm(surface permanent magnet:表面永磁体)方式的转子,但对于ipm(interior permanent magnet:内置式永磁体)方式的
转子也可以采用相同的构成。
146.另外,在上述的实施方式以及变形例中,对于转子的极数,仅对特定的极数进行了说明,但转子20的极数并不限定于此。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
