1.本发明涉及金属材料表面处理以及金属材料力学性能调控技术领域,具体涉及一种短流程连铸连轧普碳钢热轧带钢表面及力学性能调控方法。
背景技术:
2.近年来,随着钢铁行情的持续走低,钢铁一直处于微利或者无利状态,迫使钢铁厂家探讨各种降本之道。此外,随着国内各项环保法规政策的落地实施,使得钢铁企业对环保的重视程度进一步加强,那些具有高能耗、高污染特性的传统钢铁生产流程也将势必逐步被淘汰。目前,国内各大钢厂纷纷开发研制兼具降本增效以及节能环保的钢铁生产新工艺。
3.近年来,以esp(endless strip production无头带钢生产技术)、csp (compact strip production紧凑式带钢生产技术)以及ucs(ultra-thin caststrip超薄带连铸技术)为代表的短流程连铸连轧技术发展迅速。短流程连铸连轧机组整合了连铸区、粗轧区、精轧区、层流冷却区以及卷取区等五个钢铁生产的关键核心区域,使各区域紧凑链接,减少了中间过程的能量损耗,在生产同类型产品时,能耗显著降低,产生的污染物排放也较之前减少;其次,产量和成材率也有显著提高,并提高产品尺寸精度,实现降低辊耗以及节能降耗,提高产品竞争力。目前,短流程连铸连轧生产工艺被广泛应用于生产普碳钢。
4.普碳钢是普通碳素结构钢的简称,含碳量小于0.38wt%,以小于 0.25wt%最为常用,属于低碳钢,每个金属牌号表示该钢种在厚度小于 16mm时的最低屈服点,与优质碳素钢相比,对含碳量、性能范围及p、s 和其他残余元素的限制较宽。此类钢可由转炉或电炉冶炼,一般热轧成钢板、带钢、型材和棒材。
5.短流程连铸连轧技术生产普碳钢热轧带钢在生产效率以及能耗环保等方面具有较大优势,但该技术也存在一定的局限性。
6.短流程工艺生产普碳钢热轧带钢经过酸洗后带钢表面粗糙度较高,表面质量较差,难以满足外板以及汽车用钢等对表面质量具有更高要求的产品需求。因此,直接通过短流程连铸连轧工艺生产的热轧碳素带钢只能作为一般用钢使用,产品应用范围受限,附加价值低。
7.由于短流程连铸连轧都采用了快速冷却和凝固工艺,极大加快钢液在结晶器内的冷却速率,薄板坯的凝固时间只有传统工艺生产热轧板坯的 1/15~1/10,其中ucs短流程工艺的凝固时间更短,冷却速度更快。钢液的快速冷却增大了凝固过程中的过冷度,增大晶核形核率,使得短流程连铸连轧生产热轧带钢偏析程度弱且成分均匀,钢中第二相粒子在钢基体中呈细小弥散析出,最终导致短流程对应产品晶粒细小,强度升高,相对于常规流程生产的同成分材料,具有更高的屈服强度以及抗拉强度,对应强度增加,对生产具有较高冲压成型性能要求的产品有一定程度的不利影响,使用范围受限。因此,相较于常规工艺生产普碳钢带钢产品,使用短流程连铸连轧工艺生产的普碳钢带钢大多用作对成形要求不高的普通结构件,冷弯型钢坯和焊接钢管坯及五金制品,严重制约短流程普碳钢热轧带钢产品
的品种拓展和应用。此外,为了进一步提高短流程连铸连轧普碳钢热轧带钢产品效益,拓展产品应用范围,这就亟需改善短流程普碳钢热轧带钢表面性能较差、产品强度高、性能区间窄的现状。需要通过改善短流程生产普碳钢热轧带钢表面质量,并有效调控带钢力学性能范围,使其满足更多产品性能需求,拓展应用范围。
技术实现要素:
8.本发明的目的在于提供一种短流程连铸连轧普碳钢热轧带钢表面及力学性能调控方法,可以有效改善短流程连铸连轧普碳钢热轧带钢表面质量,降低带钢表面ra值,使其获得优良的带钢表面,冷轧后通过退火处理实现短流程连铸连轧普碳钢热轧带钢力学性能柔性调控,满足不同产品使用需求,为拓展短流程连铸连轧生产普碳钢热轧带钢的应用范围,开发具有高附加值的产品提供解决方案。
9.为达到上述目的,本发明的技术方案是:
10.一种短流程连铸连轧普碳钢热轧带钢表面及力学性能调控方法,其包括如下步骤:
11.1)对采用esp、csp或者ucs短流程连铸连轧工艺生产的普碳钢热轧带钢进行除鳞,去除表面氧化皮;
12.2)除鳞后的带钢进行冷轧轧制,冷轧变形量13~30%,冷轧轧制过程中采用单机架或连轧机组进行轧制,根据变形量可采用单道次轧制或多道次轧制,采用单道次轧制时采用ra为1.5~3.0um的毛化辊轧制,采用单机架或多机架多道次轧制时前道次轧制过程中使用光辊轧制,末道次使用ra为1.5~3.0um的毛化辊轧制;
13.3)将冷轧带钢进行连续退火处理或采用快速热处理工艺进行带钢性能调控,其中,
14.连续退火处理中,退火温度为740~830℃;
15.快速热处理工艺中,升温速率:30~100℃/s,均热温度: 730~800℃,均热时间3~10s,冷却速率:50~150℃/s。
16.优选的,所述除鳞方式为常规酸洗、或宝钢无酸除鳞技术(bmd)、或生态清洗热轧钢材表面氧化皮技术(mec)。
17.在本发明所述esp、csp、ucs短流程连铸连轧普碳钢热轧带钢的表面质量及力学性能调控方法中:
18.为了获取表面质量优良的带钢产品,在冷轧前去除esp、csp、ucs 短流程连铸连轧普碳钢热轧带钢表面热轧氧化皮,去除氧化皮的方法有常规酸洗、宝钢无酸除鳞(bmd)或生态清洗热轧钢材表面氧化皮(mec)。其中宝钢无酸除鳞(bmd,baosteel mechanical descaling technology,《宝钢技术》“热轧带钢无酸除鳞技术综述”,2019年第1期;“bmd产品质量控制策略与大生产实践”,“bmd工艺大梁钢的涂装性能研究”、“尝试替代酸洗的新型除鳞工艺简述”、2020年第3期)作为一种典型的研削工艺,采用磨料介质持续与金属表面进行击打、磨削,实现了“零污染、高质量、低成本”的理想目标,宝钢bmd工艺是针对酸洗“污染大、缺陷多、成本高”缺陷而开发的新型环保型除鳞工艺,具备“零污染、高质量、低成本”的典型特征。生态清洗热轧钢材表面氧化皮mec技术根据不同热轧钢材表面氧化皮的理化性质,研发了可以清洗热轧钢材表面氧化皮的纳米水洗材料,能满足热轧碳钢、优特钢、不锈
钢等不同钢种氧化皮清洗要求,材料形成系列化,处理质量达到传统酸洗质量标准,作业效率高于现有抛、喷丸类无酸表面处理技术。通过上述表面除鳞操作,有效去除短流程连铸连轧普碳钢热轧带钢表面的氧化皮,避免在后续冷轧过程中表面氧化皮残存在带钢表面造成冷轧缺陷。
19.为了获取较优表面质量的带钢产品,将采用酸洗、bmd或mec除鳞后的短流程连铸连轧普碳钢热轧带钢进行冷轧轧制,冷轧变形量13~30%。根据变形量可采用单机架或连轧机组进行轧制,根据变形量要求采用单道次轧制或多道次轧制,根据产品表面质量要求,采用单道次轧制时采用粗糙度为1.5~3.0um的毛化辊轧制,当多道次轧制时,前道次轧制过程中使用光辊轧制,末道次使用ra为1.5~3.0um的毛化辊轧制。
20.表面毛化冷轧板是由表面经毛化处理的轧辊轧制而成,具有表面粗糙度均匀、无划伤、无条纹等优点,其板面光亮整洁且板形良好。在末道次轧制过程中,由于毛化辊改变了辊与板之间的接触状态,由光面对光面转变成由毛面对光面,在轧制力的作用下摩擦系数明显提高,改善接触条件,有利于轧机压下量充分使用,减少擦伤和粘连,防止轧制跑偏,减少边浪,有利于提高板形和板面质量,成材率得到提高。同时毛化辊轧制后的钢板表面存在互不连通的小凹坑,有利于冲压成型时储油和捕捉金属碎屑,防止冲压划伤,保证冲压零件表面光整,提高表面涂镀性能。通过冷轧轧制过程中的轧辊向短流程连铸连轧普碳钢热轧带钢表面进行粗糙度复制作用,将短流程连铸连轧普碳钢酸洗热轧带钢表面轧制成较高表面质量的冷轧带钢表面,以获得表面质量更好的冷轧带钢,提高其可镀性,同时对带钢厚度范围进行拓展。
21.其中,为实现短流程连铸连轧普碳钢热轧带钢力学性能的柔性调控,对冷轧轧制后的短流程连铸连轧普碳钢热轧带钢进行连续退火热处理,均热温度为740℃~830℃或采用快速热处理进行退火,升温速率: 30~100℃/s,均热温度:730~800℃,均热时间3~10s,冷却速率:50~150℃/s。
22.通过细化晶粒而使金属材料力学性能提高的方法称为细晶强化,工业上通过细化晶粒以提高材料强度,常温下细晶粒金属比粗晶粒金属有更高的强度、硬度、塑性和韧性,这是因为细晶粒收到外力发生塑性变形可分散在更多的晶粒内进行,塑性变形较均匀,应力集中较小,此外晶粒越细,晶界面积越大,晶界曲折,越不利于裂纹的扩展。晶粒长大的过程就是原子的再排列过程,是金属材料自我组织的过程,在再排列过程中,原子需要有一定距离的迁移,原子迁移需要足够的能量与时间,通过快速加热和快速冷却降低原子的能量与它的迁移时间,晶粒长大过程受到抑制,细化晶粒。如果迅速冷却导致金属材料发生相变,较快的加热及冷却速度有利于新金相组织的形核与晶粒细化。常规连续退火通过高温保温以及较慢的加热和冷却速率,有利于晶粒充分长大,可根据材料的使用要求对性能进行调控和优化。
23.本发明通过13%~30%的冷轧变形在带钢内部形成大量位错,增大带钢形变储存能。当变形量很小(<2%)或未变形的金属不发生再结晶,晶粒大小保持原样不变。这是因为晶格畸变能很小,再结晶动力不够,不能引发再结晶。当变形量处于临界变形量时,金属内部的变形极不均匀,仅有少量晶粒发生变形,因此再结晶时也仅能产生少量晶核,导致后续再结晶时出现异常长大晶粒。当变形量大于临界变形量后,随着变形量的增加,带钢内部形变储存能的增加,再结晶后的晶粒度减小,可获得均匀的细晶组织。
24.本发明通过变形量和连续退火及快速热处理工艺的优化组合,利用冷轧变形给予冷轧板足够的再结晶动力,通过常规连续退火或快速热处理将带钢强度控制在较宽的强度范围内,可以根据使用要求实现带钢力学性能的柔性控制。当带钢变形量小于13%,由于该冷轧变形量处于该类钢种的临界变形区,带钢并没有发生整体性的均匀变形,在后续退火再结晶过程中会发生带钢边部晶粒异常长大,造成组织不均匀,性能不稳定。当带钢变形量大于30%,由于该变形量已经超过小变形范围,与常规冷轧工艺变形量相近,失去了短流程热轧带钢作为冷轧基材的意义。
25.目前,短流程连铸连轧普碳钢热轧带钢产品一般采用热卷或者酸洗卷直接供货使用。然而,短流程薄板坯连铸连轧普碳钢热轧带钢或酸洗卷带钢产品普遍存在带钢表面粗糙度ra值较高,表面质量较差,带钢力学性能偏高,范围较窄等问题,不能满足较高表面质量以及较高冲制成形需求的产品要求。
26.本发明采用短流程esp、csp、ucs连铸连轧普碳钢热轧带钢 冷轧 连续退火/快速热处理的组合工艺;其中,酸洗、bmd、mec除去esp、 csp、ucs连铸连轧普碳钢热轧带钢表面氧化皮;对酸洗板进行冷轧,将酸洗表面轧制成为具有较高表面质量的冷轧带钢表面,同时对厚度范围进行调控。随后,将一定冷轧变形量的冷轧板进行退火处理,有效实现带钢力学性能的柔性调控。使得esp、csp、ucs连铸连轧普碳钢热轧带钢在经过该组合工艺处理后,满足较高表面质量产品需求,并拓宽产品力学性能范围,拓展产品应用范围,提高产品附加值。
27.本发明的有益效果:
28.1.本发明方法解决了现有短流程薄板坯连铸连轧普碳钢热轧带钢或酸洗卷带钢产品普遍、长期存在的带钢表面粗糙度ra值较高,表面质量较差,带钢力学性能偏高,范围较窄等问题以及不能满足较高表面质量以及较高冲制成形需求的产品要求,满足较高表面质量产品需求,并拓宽产品力学性能范围,拓展产品应用范围,提高产品附加值。
29.2.本发明通过利用常规酸洗或环保型bmd、mec等除鳞工艺对esp、 csp、ucs连铸连轧普碳钢热轧带钢表面除鳞,去除表面氧化皮为后续带钢冷轧提供良好的表面质量。
30.3.本发明通过13~30%的冷轧轧制变形量,对esp、csp、ucs连铸连轧普碳钢热轧带钢的厚度范围进行拓展,通过冷轧轧制在带钢内部形成大量位错,增大带钢形变储存能,将有效促进带钢在后续连续退火过程中发生充分再结晶,最终实现带钢力学性能的柔性调控。
31.4.本发明通过利用单机架或连轧机组对除鳞后的esp、csp、ucs短流程连铸连轧普碳钢热轧带钢进行单道次轧制或多道次轧制,根据产品表面质量要求,采用单道次轧制时采用粗糙度为1.5~3.0um的毛化辊轧制,当多道次轧制时,前道次轧制过程中使用光辊轧制,末道次使用ra为 1.5~3.0um的毛化辊轧制,利用冷轧轧制过程中轧辊向带钢表面进行粗糙度复制作用,将除鳞后带钢表面轧制成较高表面质量的冷轧表面,改善短流程连铸连轧普碳钢热轧带钢表面质量。
32.5.本发明通过将esp、csp、ucs连铸连轧普碳钢热轧带钢进行除鳞处理后,采用变形量为13~30%的冷轧轧制 均热温度为740~830℃的连续退火热处理组合工艺处理,通过常规退火处理,有利于晶粒充分长大,根据性能需要获得需要的性能,有效实现esp、csp、ucs连铸连轧热轧带钢力学性能的柔性调控。
33.6.本发明通过将esp、csp、ucs连铸连轧普碳钢热轧带钢进行除鳞处理后,采用变形量为13~30%的冷轧轧制 快速热处理进行退火处理,通过快速加热和快速冷却,升温速率:30~100℃/s,均热温度:730~800℃,均热时间3~10s,冷却速率:50~150℃/s,通过快速加热和快速冷却,细化晶粒,可实现在较低合金含量的基础上得到高强度、高延伸率的带钢产品,有效实现esp、csp、ucs连铸连轧碳素钢热轧带钢力学性能的柔性调控。
附图说明
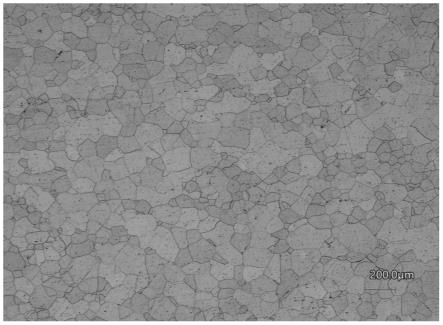
34.图1为本发明所采用esp生产普碳钢热轧带钢产品的金相组织照片。
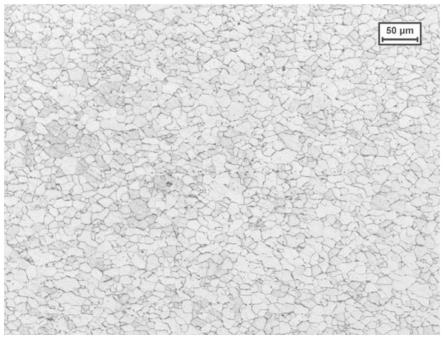
35.图2为本发明实施例7带钢产品的金相组织照片。
36.图3为本发明实施例8带钢产品的金相组织照片。
具体实施方式
37.下面通过实施例和附图对本发明做进一步说明。这些实施例仅仅是对本发明实施方式的描述,并不对本发明的范围有任何限制。
38.本发明实施例中采用esp、csp、ucs连铸连轧技术生产的普碳钢热轧带钢,对应带钢的主要化学成分、酸洗后的力学性能及表面粗糙度见表 1。
39.表1 单位:重量百分比
[0040][0041]
表2为本发明所述方法实施例及对应采用的工艺参数。
[0042]
对本发明实施例的带钢表面粗糙度、力学性能以及金相组织进行测试,测试结果见下表3和图1-图3。
[0043]
表2
[0044]
[0045][0046]
注:表格中“/”表示未经该工艺处理。
[0047]
表3
[0048]
[0049]
[0050][0051]
从表3可以看出,本发明设计的esp、csp、ucs短流程连铸连轧普碳钢热轧带钢 表面除鳞 变形量13%~30%冷轧 740℃~830℃连续退火/快速热处理组合工艺,能有效降低esp、csp、ucs短流程连铸连轧普碳钢热轧带钢表面粗糙度ra,改善带钢表面质量,将带钢酸洗表面轧制成更优表面质量的冷轧带钢表面,并有效拓宽带钢强度范围,强度范围从190mpa 到380mpa,且材料的延伸率达到35%以上,满足不同强度需求,而不降低材料的韧性,实现带钢力学性能的柔性调控。
[0052]
对本发明所采用的esp短流程连铸连轧生产普碳钢热轧带钢、实施例 2、9进行微观组织研究,光学显微镜照片参见图1-图3所示。从图中可以看出,采用esp连铸连轧生产普碳钢热轧带钢、实施例微观组织都为铁素体 渗碳体混合组织,由于短流程连铸连轧冷却速度快,晶粒细小。然而,随着不同实施例中冷轧压下量 退火热处理/快速热处理组合工艺的不同,使得不同实施例晶粒大小存在区别,最终导致带钢强度发生变化,实现带钢力学性能的柔性调控。
[0053]
综上所述,本发明在esp、csp、ucs短流程连铸连轧工艺生产普碳钢热轧带钢的基础上,通过后续采用冷轧轧制 连续退火/快速热处理的组合工艺,一方面可以有效改善esp、csp、ucs短流程连铸连轧普碳钢热轧带钢的表面质量,有效降低带钢表面粗糙度ra,改善带钢产品表面质量,能够有效解决esp、csp、ucs短流程连铸连轧普碳钢热轧带钢表面质量较差;另一方面可以有效调控带钢性能,实现短流程连铸连轧普碳钢热轧带钢力学性能的柔性调控,有效拓宽产品应用范围,提升产品附加价值。
[0054]
需要注意的是,以上列举的仅为本发明的具体实施例,显然本发明不限于以上实施例,随之有着许多的类似变化。本领域的技术人员应当理解,对于上述本发明所提出的esp、csp、ucs短流程连铸连轧普碳钢热轧带钢表面及力学性能调控方法,还可以在不脱离本发明内容的基础上做出各种工艺优化及组合匹配。因此,从本发明公开的内容直接导出或联想到的各种改进,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。