1.本发明涉及电子技术应用领域,具体涉及一种集装箱智能道口验残系统及方法。
背景技术:
2.近年来,各大港口的集装箱吞吐量呈现不断上升的趋势,实现港口集装箱业务的智能化成了迫在眉睫的任务。集装箱残损检验工作作为集装箱业务的重要组成部分,是必不可少的研究方向之一,却鲜有人研究。目前,各大港口闸口的集装箱检测方式主要采用人工检测;在少部分闸口中,工作人员通过使用辅助设备进行检测,其实质依然是人工检测。人工检测存在着很多难以解决的问题,例如人工经验要求高、工作环境危险等。
技术实现要素:
3.为解决上述技术问题,本发明提供一种集装箱智能道口验残系统,所述的集装箱智能道口验残系统包括:
4.图像采集模块,设置有若干个,其用于对集装箱两侧面、顶部面进行拍摄,获得集装箱三个侧面的图像;
5.类型获取模块,其用于接收集装箱的图像,并对集装箱上的图像标识进行识别,获得集装箱类型;
6.行程感应器,其用于感应集装箱x轴向行程,获取集装箱的x轴坐标;
7.距离感应器,其用于感应集装箱轮廓,获得集装箱的y、z坐标;
8.图像拼接模块,其用于接收集装箱的图像,并对集装箱的图像进行拼接,获得整体集装箱表面图;
9.空间构建模块,其用于接收整体集装箱表面图和集装箱表面轮廓坐标,对整体集装箱表面图进行标准化处理,并组合构建形成三维集装箱图和集装箱的三维坐标;
10.部件分类模块,其用于接收集装箱的三维坐标和三维集装箱图,并进行分析获得部件特征和部件图;查找一个预先设置的特征-部件信息表,获得部件名称;查找一个预先设置的名称、类型-部件模型图库,获得暴露模型;判断部件图与暴露模型是否相同,如果否,则获得部件名称、三维坐标并发送异常信号;
11.异点确定模块,其用于接收异常信号和部件图,查找一个预先设置的部件图-缺陷库,获得缺陷类型;
12.显微摄像头,其用于接收异常信号,对异常三维坐标进行放大处理,并获得缺陷放大图像;并对缺陷放大图像进行测量获得缺陷尺寸和缺陷特征;
13.修复确定模块,其用于接收缺陷尺寸和缺陷特征,查找一个预先设置的尺寸、特征-措施信息表,获得修复措施。
14.优选的:所述集装箱智能道口验残系统还包括:
15.时间获取模块,对当前时间点进行计时获得时间点ti;
16.时间确定模块,接收时间点ti和时间点t
i-1
,时间点t
i-1
为上一次时间获取模块获
取的时间,并获取时间点t
i-1
对应的该坐标的图片,并绑定时间段t
i-1
、t
i~
坐标的图片。
17.优选的:所述显微摄像头安装在第二支撑架上,滑动驱动件安装在第二支撑架上并与显微摄像头连接,滑动驱动件用于驱动显微摄像头滑动到集装箱的异常三维坐标。
18.优选的:所述滑动驱动件包括滑动槽、电机和丝杆,滑动槽开设在第二支撑架的内侧,丝杆转动设置在滑动槽的内部,滑动槽的内部滑动设置有安装座,安装座配合嵌套在丝杆上,电机安装在第二支撑架上,电机的输出轴与丝杆同轴固定连接。
19.优选的:所述第二支撑架上固定设置有导向杆,导向杆的方向与丝杆的方向一致,安装座的内部设置有直线轴承,直线轴承滑动嵌套在导向杆上。
20.本发明还提供一种集装箱智能道口验残方法,应用于上述所述的集装箱智能道口验残系统,所述的集装箱智能道口验残方法包括如下步骤:
21.s1、获取集装箱的图像,对集装箱上的图像标识进行识别,获得集装箱类型;
22.s2、获得集装箱x轴位移、集装箱的y、z坐标;
23.s3、对集装箱的图像进行拼接,获得整体集装箱表面图;
24.s4、对整体集装箱表面图进行标准化处理并组合构建形成三维集装箱图和集装箱的三维坐标;
25.s5、分析三维集装箱图和集装箱的三维坐标获得部件特征和部件图;
26.s6、查找一个预先设置的特征-部件信息表,获得部件名称;
27.s7、查找一个预先设置的名称、类型-部件模型图库,获得暴露模型;
28.s8、判断部件图与暴露模型是否相同,如果否,则执行s9;
29.s9、查找一个预先设置的部件图-缺陷库,获得缺陷类型;
30.s10、对异常三维坐标进行放大处理,并获得缺陷放大图像,并对缺陷放大图像进行测量获得缺陷尺寸和缺陷特征;
31.s11、查找一个预先设置的尺寸、特征-措施信息表,获得修复措施。
32.优选的:在s3中,所述集装箱的图像进行拼接方法为:对集装箱的图像进行分割,分割以图像采集模块的采集焦点(ci、xi)为中心,获得一个长为c0的矩形组织图片,ci为图像采集模块的安装坐标;当图像采集模块竖向安装时,则ci为zi;当图像采集模块横向安装时,则ci为yi;xi为集装箱的行程距离,当行程感应器感应到集装箱的
△
x为c0时,行程感应器发送出拍摄信号,图像采集模块接收拍摄信号并进行拍摄;其中c0为图像采集模块的采集范围边长,且c
i 1
=c
i
c0,x
i 1
=x
i
c0。
33.优选的:在s4中,对整体集装箱表面图进行标准化处理方法的具体步骤包括:
34.s41、确认整体集装箱表面图原图;
35.s42、对图像进行背景分离,获得集装箱图;
36.s43、查找一个预先设置的类型-外形标准图库,获得集装箱标准图;
37.s44、对集装箱图与集装箱标准图进行对比,对集装箱图进行修正获得箱体标图;
38.s45、对箱体标图进行圆滑处理。
39.本发明还提供一种计算机终端,所述计算机终端用于执行存储器中存储的计算机程序时实现所述的一种集装箱智能道口验残方法的步骤。
40.本发明还提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,其上存储有计算机程序,程序被处理器执行时,实现上述所述的集装箱智能道口验残
方法的步骤。
41.本发明的技术效果和优点:通过构建坐标系对集装箱各个部件进行定位,并通过暴露模型进行对比,缺陷获取准确,判定准确性高。便于对异常位置点进行单纯的分析,避免了组织对异常位置点的干扰,观察清晰明了。为了便于查找对比,可以对部件图进行处理,使缺陷显化,从而更加便于对比。
附图说明
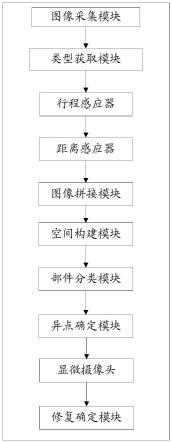
42.图1为本发明提出的一种集装箱智能道口验残系统的结构框图。
43.图2为本发明提出的一种集装箱智能道口验残系统的立体结构示意图。
44.图3为本发明提出的一种集装箱智能道口验残系统的俯视结构示意图。
45.图4为图3中a截面的局部剖视结构示意图。
46.图5为本发明提出的一种集装箱智能道口验残方法的流程图。
47.图6为本发明提出的一种集装箱智能道口验残方法中标准化处理方法的流程图。
48.附图标记说明:单目摄像头1,行程感应器2,显微摄像头3,滑动驱动件4,第一支撑架5,第二支撑架6,滑动槽7,丝杆8,电机9,导向杆10,距离感应器11。
具体实施方式
49.下面结合附图和具体实施方式对本发明作进一步详细的说明。本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
50.实施例1
51.参考图1~图2,在本实施例中提出了一种集装箱智能道口验残系统,用于对集装箱进行验残,所述的集装箱智能道口验残系统包括:
52.图像采集模块,设置有若干个,并处于集装箱通道的两侧和上方,用于对通过通道的集装箱的两个侧面和顶部面进行拍摄,从而获得集装箱三个的图像。图像采集模块可以是单目摄像头1、双目摄像机等,并安装在第一支撑架5上,第一支撑架5为倒置的凹字形结构,形成三个安装杆,可以满足图像采集模块的三个面的安装。每个安装杆上可以安装多个图像采集模块,从而可以进行全面的获取。图像采集模块可以倾斜设置,其朝向与集装箱流向方向相同和相反,当集装箱按照流向经过图像采集模块时,可以对集装箱前端面、上面、两侧面、尾端面进行拍摄,从而可以全面获取集装箱图像。
53.类型获取模块,用于接收集装箱的图像,并对集装箱上的图像标识进行识别,从而获得集装箱类型。集装箱标识可以是集装箱表面书写的类型标识,集装箱的标识牌等,具体在此不做赘述。
54.行程感应器2,可以安装在第一支撑架5上,或者其他支撑结构上,用于感应集装箱的在流动方向的行程,可以以集装箱的流向为x轴正方向,通过行程感应器2进行感应,从而可以获取集装箱的x轴坐标。可以以集装箱的前端面x轴坐标原点,但是并不以此为限制。
55.时间获取模块,对当前时间点进行计时获得时间点ti。
56.距离感应器11,可以安装在第一支撑架5上,用于感应集装箱轮廓到第一支撑架5之间的间距。可以以集装箱流向的一个轴线为参考,且第一支撑架5距离轴向的距离为l1,距离感应器11检测的间距为a,从而可以获得集装箱轮廓面到轴线的距离,以此可以获得集装箱的y、z坐标。当然还可以通过对图片处理获得集装箱坐标,但是存在误差较大,且处理量大,造成使用不便。
57.图像拼接模块,用于接收集装箱的图像,并对集装箱的图像进行拼接,获得整体集装箱表面图。通过图像采集模块拍摄集装箱的图像,由于需要提高清晰度和减少第一支撑架5的体积,减小图像采集模块拍摄的面积,才能提高分辨能力。对整体集装箱表面图进行拼接,从而增加了完整程度。所述的图像拼接模块的拼接方法为对集装箱的图像进行分割,分割以图像采集模块的采集焦点(ci、xi)为中心,获得一个长为c0的矩形组织图片,ci为图像采集模块的安装坐标。当图像采集模块竖向安装时,则ci为zi。当图像采集模块横向安装时,则ci为yi。由于图像采集模块类型相同,安装方式相同,具体在此不做赘述。xi为集装箱的行程距离,当行程感应器2感应到集装箱的
△
x为c0时,行程感应器2发送出拍摄信号,图像采集模块接收拍摄信号并进行拍摄。其中c0为图像采集模块的采集范围边长,且c
i 1
=c
i
c0,x
i 1
=x
i
c0。集装箱表面图按照焦点位置进行拼接并定间距获取,实现全方位集装箱图像获取,具体在此不做赘述。
58.空间构建模块,接收整体集装箱表面图和集装箱表面轮廓坐标,并对整体集装箱表面图进行标准化处理并组合构建形成三维集装箱图和集装箱的三维坐标。对整体集装箱表面图进行标准化处理方法的具体步骤包括:1、确认整体集装箱表面图原图,2、对图像进行背景分离,获得集装箱图。3、通过集装箱类型查找一个预先设置的类型-外形标准图库,获得集装箱标准图,类型-外形标准图库可以人工建立,可以人工根据集装箱的外形对集装箱进行分类,具体在此不做赘述。4、对集装箱图与集装箱标准图进行对比,对集装箱图进行修正获得箱体标图。例如,集装箱图像可能有褶皱、扭曲、偏差、倾斜等,与集装箱标准图对比,使集装箱图像与集装箱标准图一致。5、圆滑处理,将箱体标图上那些不在集装箱标准图外围的杂点、杂色进行处理掉获得的平面图。具体在此不做赘述。
59.部件分类模块,用于接收集装箱的三维坐标和三维集装箱图,并进行分析获得部件特征和部件图,通过部件特征查找一个预先设置的特征-部件信息表,从而获得部件名称,通过部件名称和集装箱类型查找一个预先设置的名称、类型-部件模型图库,获得暴露模型,将部件图与暴露模型进行对比,判断部件图与暴露模型是否相同,如果否,则获得部件名称、三维坐标并发送异常信号。部件特征可以包括形状、坐标位置等,例如根据坐标和形状的不同可确定为后柱、后楣、j型条柱、上梁、角件、侧板、底梁、箱门、铭牌、锁头、门把手托架、铰链等,具体在此不做赘述。暴露模型可以是根据安装方式和部件模型获得,具体在此不做赘述。
60.异点确定模块,接收异常信号和部件图,通过部件图查找一个预先设置的部件图-缺陷库,从而获得缺陷类型。部件图-缺陷库可以人工制作,并且可以实时更新,缺陷类型可以是凹陷,漏光,锈蚀、弯曲、变形、撕裂等。还可以是粘贴物、箱底杂物、油污、划痕、灰尘等,具体在此不做赘述。通过提取部件图与部件模型和暴露模型进行对比,对比明确。从而便于对异常位置点进行单纯的分析,避免了组织对异常位置点的干扰,观察清晰明了。为了便于查找对比,可以对部件图进行处理,使缺陷显化,从而更加便于对比。处理可以是增加亮度、
对比度等,具体在此不做赘述。
61.显微摄像头3,可以安装在集装箱流向下游的第二支撑架6上,用于接收异常信号,对异常三维坐标进行放大处理,并获得缺陷放大图像。并对缺陷放大图像进行测量获得缺陷尺寸和缺陷特征,缺陷尺寸可以包括:缺陷的形状、长、宽等,缺陷特征例如缺陷的边部状况、撕裂的卷曲方向,漏光边部是否有锈迹,锈蚀深度等。
62.参考图3~图4,滑动驱动件4,安装在第二支撑架6上并与显微摄像头3连接,用于驱动显微摄像头3滑动到集装箱的异常三维坐标,滑动驱动件4可以是液压杆、电动伸缩杆、气动杆等,也可以包括滑动槽7、电机9和丝杆8,滑动槽7开设在第二支撑架6的内侧,丝杆8转动设置在滑动槽7的内部,滑动槽7的内部滑动设置有安装座,安装座配合嵌套在丝杆8上。电机9安装在第二支撑架6上,电机9的输出轴与丝杆8同轴固定连接,在电机9的驱动下,丝杆8在滑动槽7的内部转动,从而调节显微摄像头3的位置。第二支撑架6上固定设置有导向杆10,导向杆10的方向与丝杆8的方向一致,安装座的内部设置有直线轴承,直线轴承滑动嵌套在导向杆10上,从而进行导向。
63.时间确定模块,接收时间点ti和时间点t
i-1
,其中时间点t
i-1
为上一次时间获取模块获取的时间,并获取时间点t
i-1
对应的该坐标的图片,并绑定时间段t
i-1
、t
i~
坐标的图片。从而便于查找。
64.修复确定模块,接收缺陷尺寸和缺陷特征,并根据缺陷尺寸和缺陷特征查找一个预先设置的尺寸、特征-措施信息表,从而获得修复措施。修复措施可以包括修复方法、修复材料、修复所用的时间、修复预算等,具体在此不做赘述。
65.实施例2
66.参考图5,在本实施例中提出了一种集装箱智能道口验残方法,包括如下步骤:
67.s1、获取集装箱的图像,对集装箱上的图像标识进行识别,获得集装箱类型。
68.s2、获得集装箱x轴位移、集装箱的y、z坐标。
69.s3、对集装箱的图像进行拼接,获得整体集装箱表面图。
70.s4、对整体集装箱表面图进行标准化处理并组合构建形成三维集装箱图和集装箱的三维坐标。
71.s5、分析三维集装箱图和集装箱的三维坐标获得部件特征和部件图。
72.s6、查找一个预先设置的特征-部件信息表,获得部件名称。
73.s7、查找一个预先设置的名称、类型-部件模型图库,获得暴露模型。
74.s8、判断部件图与暴露模型是否相同,如果否,则执行s9。
75.s9、查找一个预先设置的部件图-缺陷库,获得缺陷类型。
76.s10、对异常三维坐标进行放大处理,并获得缺陷放大图像,并对缺陷放大图像进行测量获得缺陷尺寸和缺陷特征。
77.s11、查找一个预先设置的尺寸、特征-措施信息表,获得修复措施。
78.在s3中,所述的图像拼接模块的拼接方法为
79.对集装箱的图像进行分割,分割以图像采集模块的采集焦点(ci、xi)为中心,获得一个长为c0的矩形组织图片,ci为图像采集模块的安装坐标;当图像采集模块竖向安装时,则ci为zi。当图像采集模块横向安装时,则ci为yi;xi为集装箱的行程距离,当行程感应器2感应到集装箱的
△
x为c0时,行程感应器2发送出拍摄信号,图像采集模块接收拍摄信号并进
行拍摄;其中c0为图像采集模块的采集范围边长,且c
i 1
=c
i
c0,x
i 1
=x
i
c0。
80.参考图6,在s4中,对整体集装箱表面图进行标准化处理方法的具体步骤包括:
81.s41、确认整体集装箱表面图原图;
82.s42、对图像进行背景分离,获得集装箱图;
83.s43、查找一个预先设置的类型-外形标准图库,获得集装箱标准图;
84.s44、对集装箱图与集装箱标准图进行对比,对集装箱图进行修正获得箱体标图;
85.s45、对箱体标图进行圆滑处理。
86.实施例4
87.作为本发明的一种优选实施例提供一种计算机终端,所述计算机终端用于执行存储器中存储的计算机程序时实现上述所述的一种集装箱智能道口验残方法的步骤。计算机终端可以是电脑、智能手机、控制系统以及其他物联网设备等。一种集装箱智能道口验残方法也可以设计成嵌入式运行的程序,安装在计算机终端上,如安装在单片机上。
88.作为本发明的一种优选实施例提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,其上存储有计算机程序。程序被处理器执行时,实现集装箱智能道口验残方法的步骤。集装箱智能道口验残方法在应用时,可以软件的形式进行应用,如设计成计算机可读存储介质可独立运行的程序,计算机可读存储介质可以是u盘,设计成u盾,通过u盘设计成通过外在触发启动整个方法的程序。
89.所述计算机程序被处理器执行时实现上述所述的集装箱智能道口验残方法的步骤。
90.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。