1.本发明涉及激光加工技术领域,更具体涉及一种激光刻印纹理可分层控制的方法。
背景技术:
2.目前的现代化生产中,激光加工制造科学与技术,是利用聚焦高能激光束进行高性能金属零部件特种加工、高性能材料制备及高性能零部件直接成形制造的一门新兴的多科学交叉工程科学技术,是先进制造技术的重要组成部分,是该学科领域中的国际前沿研究方向。
3.激光加工是利用光束经过聚焦镜后的聚焦光斑(即“光刀”) 进行零件加工。激光加工无需工具,光束经聚焦镜聚焦后,能量高度集中,作为光刀对材料进行如打孔、切割、焊接、复杂曲面刻蚀、超精细未加工等,其加工速度快,表面变形小,可加工材料范围广泛。
4.现有技术中,激光加工工件的精度存在不足,难以提高工件的刻印精度等级,同时存在激光刻印的效率低,耗时长,成本高,无法实现高精度,精度可控,且稳定的加工能力成为了激光加工刻印领域的一大瓶颈。
5.有鉴于此,有必要对现有技术中的激光刻印方法予以改进,以解决上述问题。
技术实现要素:
6.本发明的目的在于公开一种激光刻印纹理可分层控制的方法,能够保证了激光能量到达加工作用面,使得加工效果精度可控、且稳定,能够灵活调整加工的精度需求,以降低能耗,解决了加工精度不可控,加工成本过高的问题。
7.为实现上述目的,本发明提供了一种激光刻印纹理可分层控制的方法,激光设备包括:高精五轴数控系统、五轴数控平台,激光刻印系统,pc工控机,以及安装于所述pc工控机的windos操作系统中的cam软件;
8.包括以下步骤:
9.s1步骤,确定刻印目标为单个或多个幅面单元,并通过所述cam 软件的算法工具以实际应用需求的精度要求计算出相对应设定的激光刻印层数;
10.s2步骤,通过所述cam软件的算法工具对包含有3d纹理的矢量模型的激光刻印层数进行填充程序设置;
11.s3步骤,采用分层换向清扫与逐层扫描消减刻印的方式,通过所述cam软件控制所述高精五轴数控系统驱动所述五轴数控平台完成数控变位,所述cam软件控制所述激光刻印系统在单个或多个幅面单元进行出光刻印,加工工件表面的纹理。
12.作为本发明的进一步改进,所述激光设备的刻印深度在 0.001-5mm之间,加工纹理的粗糙度ra《0.2μm。
13.作为本发明的进一步改进,通过所述cam软件根据硬件和辅助软件的特性为依据,做出校验计算,生成能够满足分层控制的五轴驱控程序。
14.作为本发明的进一步改进,所述算法工具:通过调节输出能量的参数以设定单层加工精度为x,通过cam软件对矢量模型3d纹理的灰阶值进行扫描,形成对应的纹理深度值h,所述算法工具计算出的加工层数为s=h/x。
15.作为本发明的进一步改进,所述s3步骤中的逐层扫描消减刻印即采用单幅面静止加工的方式,以及由浅入深的加工方式。
16.作为本发明的进一步改进,相同深度条件下,加工层次越多,加工精度越高。
17.作为本发明的进一步改进,所述s3步骤中采用的换向清扫即在每隔一层或多层刻印前,所述cam软件能够生成新的刻印起点并以不同的方向或轨迹对工件表面进行纹理刻印。
18.与现有技术相比,本发明的有益效果是:
19.(1)一种激光刻印纹理可分层控制的方法,激光刻印平面或曲面的3d纹理时,在单个或多个幅面单元进行激光刻印,激光刻印系统是按实际应用需求的精度要求相对应设定激光刻印层数,刻印层数越多则刻印纹理的精细度就越高,通过cam软件的算法工具进行分层处理后,在单个或多个幅面单元完成激光刻印的填充程序,通过换向清扫刻印的方式,以提高纹理刻印的精细度,通过逐层扫描消减刻印,使得激光刻印的工艺精度成为可控,激光刻印的深度可达到0.001-5mm,加工纹理面的粗糙度实现ra<0.2μm。
20.(2)五轴激光刻印3d纹理设备工艺工作过程中,cam软件 (分层控制算法功能)是主要的核心技术之一,分层控制算法是根据硬件和辅助软件的特性为依据,做出校验计算,生成能够满足分层控制的五轴驱控程序;使激光刻印平面、曲面纹理时,刻印激光高效稳定,切精准可控,并可拓展激光刻印的深度;实现激光刻印纹理,使纹理设计高度相附切高效加工呈现成为可能。
21.(3)分层控制的方法,保证了激光能量到达加工作用面,加工效果精度可控、且稳定,根据应用需求调整加工层数(即等同加工精细度),加工精度越高层数会越多,相反加工要求不高层数就可以设少,由此加工的时效就有选择,可降低能耗,降低生产成本。
附图说明
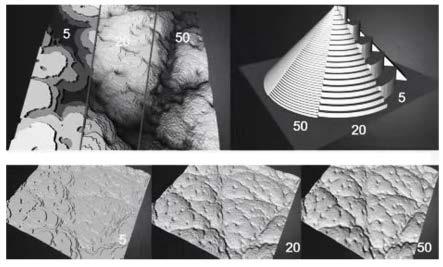
22.图1为本发明一种激光刻印纹理可分层控制的方法中加工层数与加工精度之间的关系示意图。
具体实施方式
23.下面结合附图所示的各实施方式对本发明进行详细说明,但应当说明的是,这些实施方式并非对本发明的限制,本领域普通技术人员根据这些实施方式所作的功能、方法、或者结构上的等效变换或替代,均属于本发明的保护范围之内。
24.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
25.请参图1所示出的本发明一种激光刻印纹理可分层控制的方法的一种具体实施方
式。
26.在本实施例中,参图1所示,一种激光刻印纹理可分层控制的方法,激光设备包括:高精五轴数控系统、五轴数控平台,激光刻印系统,pc工控机,以及安装于pc工控机的windos操作系统中的cam 软件;包括以下步骤:s1步骤,确定刻印目标为单个或多个幅面单元,并通过cam软件的算法工具以实际应用需求的精度要求计算出相对应设定的激光刻印层数;s2步骤,通过cam软件的算法工具对包含有3d纹理的矢量模型的激光刻印层数进行填充程序设置;s3步骤,采用分层换向清扫与逐层扫描消减刻印的方式,通过cam软件控制高精五轴数控系统驱动五轴数控平台完成数控变位,cam软件控制激光刻印系统在单个或多个幅面单元进行出光刻印,加工工件表面的纹理。激光设备的刻印深度在0.001-5mm之间,加工纹理的粗糙度ra《0.2μm。
27.需要理解的是,通过cam软件根据硬件和辅助软件的特性为依据,做出校验计算,生成能够满足分层控制的五轴驱控程序。算法工具:通过调节输出能量的参数以设定单层加工精度为x,通过cam 软件对矢量模型3d纹理的灰阶值进行扫描,形成对应的纹理深度值 h,算法工具计算出的加工层数为s=h/x。s3步骤中的逐层扫描消减刻印即采用单幅面或多幅面的静止加工方式,以及由浅入深的加工方式。相同深度条件下,加工层次越多,加工精度越高。s3步骤中采用的换向清扫即在每隔一层或多层刻印前,cam软件能够生成新的刻印起点并以不同的方向或轨迹对工件表面进行纹理刻印。
28.在本实施例中,需要理解的是,一种激光刻印纹理可分层控制的方法,激光刻印平面或曲面的3d纹理时,在单个或多个幅面单元进行激光刻印,激光刻印系统是按实际应用需求的精度要求相对应设定激光刻印层数,刻印层数越多则刻印纹理的精细度就越高,通过cam软件的算法工具进行分层处理后,在单个或多个幅面单元完成激光刻印的填充程序,通过换向清扫刻印的方式,以提高纹理刻印的精细度,通过逐层扫描消减刻印,使得激光刻印的工艺精度成为可控,激光刻印的深度可达到0.001-5mm,加工纹理面的粗糙度实现ra<0.2μm。五轴激光刻印3d纹理设备工艺工作过程中,cam软件(分层控制算法功能)是主要的核心技术之一,分层控制算法是根据硬件和辅助软件的特性为依据,做出校验计算,生成能够满足分层控制的五轴驱控程序;使激光刻印平面、曲面纹理时,刻印激光高效稳定,切精准可控,并可拓展激光刻印的深度;实现激光刻印纹理,使纹理设计高度相附切高效加工呈现成为可能。分层控制的方法,保证了激光能量到达加工作用面,加工效果精度可控、且稳定。
29.参图1所示,图中5、20、25三组数代表不同的刻印层数,同时能够代表不同层数下的激光刻印的精度差异,根据应用需求调整加工层数(即等同加工精细度),加工精度越高层数会越多,相反加工要求不高层数就可以设少,由此加工的时效就有选择,可降低能耗,降低生产成本。
30.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。