1.本发明涉及食品、药品包装机械设备技术领域,尤其涉及一种软管灌装封尾系统及软管灌装封尾方法。
背景技术:
2.对于大部分软管灌装封尾系统存在如下缺陷:1)结构布局不合理,生产效率低,产能普遍偏低;2)设备上料结构要么存在软管相互摩擦挤压等弊端,要么上料机构复杂,稳定性差,出错率高;3)对无菌工艺欠考虑,对于眼药膏等有要求的产品其适应性极低;4)产品规格更换后需要更换调节很多零件结构,不仅对设备零部件互换性要求高,也对操作人员有较高的要求。
技术实现要素:
3.本发明要解决的技术问题是克服现有技术的不足,提供一种整体结构布局合理,提高了生产效率和生产质量的软管灌装封尾系统;还提供了一种各工序布局合理,提高了生产效率和生产质量的软管灌装封尾方法。
4.为解决上述技术问题,本发明采用以下技术方案:
5.一种软管灌装封尾系统,包括用于输送软管的环形输送装置和沿环形输送装置输送方向依次设置的变节距上料装置、对标装置、吹扫装置、灌装装置、折尾装置、压印装置、视觉检测装置、下料装置和剔废装置,所述环形输送装置的一侧为水平输送软管的水平输送侧,另一侧为直立输送软管的直立输送侧,所述变节距上料装置、下料装置和剔废装置位于环形输送装置的水平输送侧,所述对标装置、吹扫装置、灌装装置、折尾装置、压印装置和视觉检测装置位于环形输送装置的直立输送侧。
6.作为上述技术方案的进一步改进:
7.所述环形输送装置包括环形输送链、设于环形输送链上的至少两排管座和用于驱动环形输送链运行的输送驱动机构。
8.所述环形输送链上设有托架,所述管座可顶升并可旋转地设置在托架上。
9.所述对标装置包括对标架和用于顶升和旋转管座的顶升旋转机构,所述顶升旋转机构设于对标架上,所述对标架上设有用于检测软管上色标的色标检测机构和用于检测管座是否下降回位的回位测量机构。
10.所述变节距上料装置包括机械手和取料机构,所述取料机构包括可拆卸设置在机械手上的安装座和至少两个平行设置在安装座上并可变距的变距导向座,所述变距导向座上设有多个沿变距导向座长度方向间隔布置并可变距的气囊取料头。
11.所述吹扫装置包括吹扫架、设于吹扫架上的升降架和用于驱动升降架升降的升降伺服,所述升降架上设有真空吸头和吹扫针,所述吹扫针穿设于真空吸头中。
12.所述折尾装置包括折尾架以及设于折尾架上的折尾模具、折尾伺服和折尾传动组件,所述折尾传动组件包括凸轮、连杆和滑杆,所述凸轮设于折尾架上并与折尾伺服的输出
轴连接,所述滑杆滑设于折尾架上并与折尾模具连接,所述连杆铰接在凸轮和滑杆之间。
13.所述压印装置包括压印架以及设于压印架上的正面字模和反面字模,所述压印架上设有用于驱动正面字模和反面字模靠近或远离的压印伺服。
14.所述视觉检测装置包括视觉检测架以及设置于视觉检测架上的相机、棱镜和光源,所述相机和棱镜相对设置。
15.一种软管灌装封尾方法,采用上述的软管灌装封尾系统进行,包括如下步骤:
16.s1、上料:变节距上料装置将料盒中的软管取出并转送至环形输送装置水平输送侧的上料工位,然后将软管水平插入环形输送装置上;
17.s2、对标:环形输送装置将软管转运至对标工位,由对标装置将软管的色标转至相同方向;
18.s3、吹扫:环形输送装置将软管转运至吹扫工位,由吹扫装置对软管内壁进行吹扫清洗;
19.s4、灌装:环形输送装置将软管转运至灌装工位,由灌装装置对软管进行灌装;
20.s5、折尾:环形输送装置将软管转运至折尾工位,由折尾装置对软管进行折尾密封;
21.s6、压印:环形输送装置将软管转运至压印工位,由压印装置对软管进行压印;
22.s7、视觉检测:环形输送装置将软管转运至视觉检测工位,由视觉检测装置对软管折尾和压印效果进行检测,如合格则进行s8,如不合格则进行s9;
23.s8、下料:环形输送装置将软管转运至下料工位,由下料装置对软管进行下料;
24.s9、剔废:环形输送装置将软管转运至剔废工位,由剔废装置对软管进行剔除。
25.与现有技术相比,本发明的优点在于:
26.本发明的软管灌装封尾系统,变节距上料装置、下料装置和剔废装置位于环形输送装置的水平输送侧,软管能够进行水平上料和下料,水平上料可以避免颗粒粉尘掉入软管中,可满足无菌等要求高的产品,并且通过变节距上料装置水平上料,上料稳定性好,出错率低。环形输送装置的水平输送侧和直立输送侧由环形输送装置倾斜布置形成,如环形输送装置呈45
°
布置,这样,环形输送装置静态受力更好,也可以有效减小远转时系统的离心力,同时可以减小水平面积,当有层流存在时,可以减小对层流风的阻挡。在折尾装置和压印装置后配备有视觉检测装置,可以对折尾效果等外观不合格产品检测剔废,保证产品品质。本软管灌装封尾系统,整体结构布局合理,提高了生产效率和生产质量。
27.本发明的软管灌装封尾系统,环形输送链呈
°
倾斜布置,受力好,磨损小,噪音小,另外离心力也小,运行更稳定,同时实现对多支软管的操作,使得整个系统产能更高,层流效果相比较也更优。
28.本发明的软管灌装封尾系统,软管被输送到对标工位后,输送驱动机构停止,顶升旋转机构启动,顶升管座,使管座上升至不受托架旋转限位的限制,顶升旋转机构再驱动管座旋转,至色标检测机构检测到软管上的色标,然后,顶升旋转机构再将管座降下至托架中,当回位测量机构检测到管座后,输送驱动机构启动,将管座和软管输送至下一工位。色标检测机构、回位测量机构和顶升旋转机构、输送驱动机构信号连接,通过顶升旋转机构、色标检测机构、回位测量机构和输送驱动机构的配合作用,提高了生产效率。
29.本软管灌装封尾方法,变节距上料装置、下料装置和剔废装置位于环形输送装置
的水平输送侧,软管能够进行水平上料和下料,水平上料可以避免颗粒粉尘掉入软管中,可满足无菌等要求高的产品,并且通过变节距上料装置水平上料,上料稳定性好,出错率低。环形输送装置的水平输送侧和直立输送侧由环形输送装置倾斜布置形成,如环形输送装置呈45
°
布置,这样,环形输送装置静态受力更好,也可以有效减小远转时系统的离心力,同时可以减小水平面积,当有层流存在时,可以减小对层流风的阻挡。在折尾装置和压印装置后配备有视觉检测装置,可以对折尾效果等外观不合格产品检测剔废,保证产品品质。本软管灌装封尾方法,各工序布局合理,提高了生产效率和生产质量。
附图说明
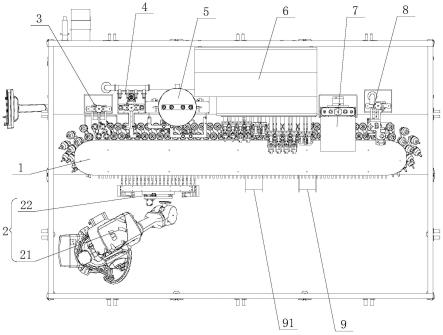
30.图1是本发明软管灌装封尾系统的俯视结构示意图。
31.图2是本发明软管灌装封尾系统的主视结构示意图。
32.图3是本发明软管灌装封尾系统的侧视结构示意图。
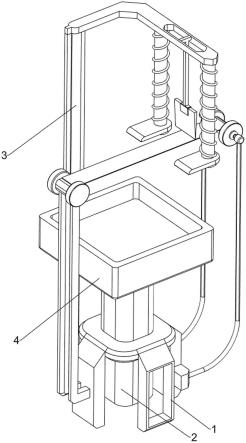
33.图4是本发明软管灌装封尾系统的取料机构的结构示意图。
34.图5是本发明软管灌装封尾系统的环形输送装置的立体结构示意图。
35.图6是本发明软管灌装封尾系统的环形输送装置的视侧结构示意图。
36.图7是本发明软管灌装封尾系统的对标装置的结构示意图。
37.图8是本发明软管灌装封尾系统的吹扫装置的结构示意图。
38.图9是本发明软管灌装封尾系统的折尾装置的结构示意图。
39.图10是本发明软管灌装封尾系统的压印装置的结构示意图。
40.图11是本发明软管灌装封尾系统的视觉检测装置的结构示意图。
41.图中各标号表示:
42.1、环形输送装置;11、环形输送链;12、管座;13、输送驱动机构;14、托架;2、变节距上料装置;21、机械手;22、取料机构;221、安装座;222、变距导向座;223、气囊取料头;3、对标装置;31、对标架;32、顶升旋转机构;33、色标检测机构;34、回位测量机构;4、吹扫装置;41、吹扫架;42、升降架;43、升降伺服;44、真空吸头;45、吹扫针;5、灌装装置;6、折尾装置;61、折尾架;62、折尾模具;63、折尾伺服;64、折尾传动组件;641、凸轮;642、连杆;643、滑杆;7、压印装置;71、压印架;72、正面字模;73、反面字模;74、压印伺服;8、视觉检测装置;81、视觉检测架;82、相机;83、棱镜;84、光源;9、下料装置;91、剔废装置。
具体实施方式
43.以下将结合说明书附图和具体实施例对本发明做进一步详细说明。
44.实施例一:
45.图1至图11所示,本实施例的软管灌装封尾系统,包括用于输送软管的环形输送装置1和沿环形输送装置1输送方向依次设置的变节距上料装置2、对标装置3、吹扫装置4、灌装装置5、折尾装置6、压印装置7、视觉检测装置8、下料装置9和剔废装置91,环形输送装置1的一侧为水平输送软管的水平输送侧,另一侧为直立输送软管的直立输送侧,变节距上料装置2、下料装置9和剔废装置91位于环形输送装置1的水平输送侧,对标装置3、吹扫装置4、灌装装置5、折尾装置6、压印装置7和视觉检测装置8位于环形输送装置1的直立输送侧。
46.软管灌装封尾过程:变节距上料装置2将料盒中的软管取出并转送至环形输送装
置1水平输送侧的上料工位,然后将软管水平插入环形输送装置1上,以完成上料;上料完成后,环形输送装置1将软管转运至对标工位,由对标装置3将软管的色标转至相同方向;对标完成后,环形输送装置1将软管转运至吹扫工位,由吹扫装置4对软管内壁进行吹扫清洗;吹扫清洗完成后,环形输送装置1将软管转运至灌装工位,由灌装装置5对软管进行灌装;灌装完成后,环形输送装置1将软管转运至折尾工位,由折尾装置6对软管进行折尾密封;折尾密封完成后,环形输送装置1将软管转运至压印工位,由压印装置7对软管进行压印;压印完成后,环形输送装置1将软管转运至视觉检测工位,由视觉检测装置8对软管折尾和压印效果进行检测,如合格,则环形输送装置1将软管转运至下料工位,由下料装置9对软管进行下料,如不合格,则环形输送装置1将软管转运至剔废工位,由剔废装置91对软管进行剔除。本软管灌装封尾系统,整体结构布局合理,提高了生产效率和生产质量。
47.本软管灌装封尾系统,变节距上料装置2、下料装置9和剔废装置91位于环形输送装置1的水平输送侧,软管能够进行水平上料和下料,水平上料可以避免颗粒粉尘掉入软管中,可满足无菌等要求高的产品,并且通过变节距上料装置2水平上料,上料稳定性好,出错率低。环形输送装置1的水平输送侧和直立输送侧由环形输送装置1倾斜布置形成,如环形输送装置1呈45
°
布置,这样,环形输送装置1静态受力更好,也可以有效减小远转时系统的离心力,同时可以减小水平面积,当有层流存在时,可以减小对层流风的阻挡。在折尾装置6和压印装置7后配备有视觉检测装置8,可以对折尾效果等外观不合格产品检测剔废,保证产品品质。
48.本实施例中,环形输送装置1包括环形输送链11、设于环形输送链11上的至少两排管座12和用于驱动环形输送链11运行的输送驱动机构13。该环形输送装置1可满足同时多排多只的输送,提高了输送效率。
49.本实施例中,如图5所示,环形输送链11上设有托架14,管座12可顶升并可旋转地设置在托架14上。环形输送链11呈45
°
倾斜布置,受力好,磨损小,噪音小,另外离心力也小,运行更稳定,同时实现对多支软管的操作,使得整个系统产能更高,层流效果相比较也更优。
50.本实施例中,如图7所示,对标装置3包括对标架31和用于顶升和旋转管座12的顶升旋转机构32,顶升旋转机构32设于对标架31上,对标架31上设有用于检测软管上色标的色标检测机构33和用于检测管座12是否下降回位的回位测量机构34。软管被输送到对标工位后,输送驱动机构13停止,顶升旋转机构32启动,顶升管座12,使管座12上升至不受托架14旋转限位的限制,顶升旋转机构32再驱动管座12旋转,至色标检测机构33检测到软管上的色标,然后,顶升旋转机构32再将管座12降下至托架14中,当回位测量机构34检测到管座12后,输送驱动机构13启动,将管座12和软管输送至下一工位。色标检测机构33、回位测量机构34和顶升旋转机构32、输送驱动机构13信号连接,通过顶升旋转机构32、色标检测机构33、回位测量机构34和输送驱动机构13的配合作用,提高了生产效率。
51.本实施例中,如图1至图4所示,变节距上料装置2包括机械手21和取料机构22,取料机构22包括可拆卸设置在机械手21上的安装座221和至少两个平行设置在安装座221上并可变距的变距导向座222,变距导向座222上设有多个沿变距导向座222长度方向间隔布置并可变距的气囊取料头223。具体地,安装座221上设有用于调节各变距导向座222间距的间距调节伺服,变距导向座222上设有用于调节各气囊取料头223间距的变距伺服。软管通
过传送装置输送至取料位置,然后,各气囊取料头223缩笼,从取料位置的料盒中抓取软管,再通过机械手21转运至环形输送装置1的上料工位,然后,各气囊取料头223拉开行列间距,将软管水平插入管座12上的软管夹具中,以实现上料。通过该变节距上料装置2上料,柔性好,可满足同时多排多只的上料,规格件更换便捷,另外在满足生产节拍的同时可以保持低的上料节拍,保证上料的稳定性。该变节距上料装置2,可靠性高,适应性好,规格更换时只需更换取料机构22,节距自动调节,十分方便快捷。
52.本实施例中,如图8所示,吹扫装置4包括吹扫架41、设于吹扫架41上的升降架42和用于驱动升降架42升降的升降伺服43,升降架42上设有真空吸头44和吹扫针45,吹扫针45穿设于真空吸头44中。具体地,吹扫针45与洁净压缩空气供应系统连接,真空吸头44与抽真空系统连接。升降伺服43使升降架42下降,真空吸头44压在软管管口,吹扫针45插入软管中,向软管内吹出洁净压缩空气,同时,真空吸头44将吹扫起带有杂质的气体抽走,实现吹扫。
53.本实施例中,如图9所示,折尾装置6包括折尾架61以及设于折尾架61上的折尾模具62、折尾伺服63和折尾传动组件64,折尾传动组件64包括凸轮641、连杆642和滑杆643,凸轮641设于折尾架61上并与折尾伺服63的输出轴连接,滑杆643滑设于折尾架61上并与折尾模具62连接,连杆642铰接在凸轮641和滑杆643之间。折尾伺服63驱动凸轮641转动,然后通过连杆642带动滑杆643运动,从而驱动折尾模具62完成折尾动作。具体地,折尾模具62设置多组,各组折尾模具62分别配置有折尾伺服63和折尾传动组件64,各组折尾传动组件64的凸轮641行程时序可区别设置,使得各组折尾模具62的折尾效果不一,从而实现一次折、二次折和三次折,或者更多次折。
54.本实施例中,如图10所示,压印装置7包括压印架71以及设于压印架71上的正面字模72和反面字模73,压印架71上设有用于驱动正面字模72和反面字模73靠近或远离的压印伺服74。折尾后的软管在经过压印工位时,压印伺服74驱动正面字模72和反面字模73相向运动,将字压印在软管两侧。
55.本实施例中,如图11所示,视觉检测装置8包括视觉检测架81以及设置于视觉检测架81上的相机82、棱镜83和光源84,相机82和棱镜83相对设置。折尾并压印后的软管在经过视觉检测工位时,通过相机82、棱镜83和光源84的配合下对折尾效果进行检测。
56.实施例二:
57.一种软管灌装封尾方法,采用上述的软管灌装封尾系统进行,包括如下步骤:
58.s1、上料:变节距上料装置2将料盒中的软管取出并转送至环形输送装置1水平输送侧的上料工位,然后将软管水平插入环形输送装置1上;
59.s2、对标:环形输送装置1将软管转运至对标工位,由对标装置3将软管的色标转至相同方向;
60.s3、吹扫:环形输送装置1将软管转运至吹扫工位,由吹扫装置4对软管内壁进行吹扫清洗;
61.s4、灌装:环形输送装置1将软管转运至灌装工位,由灌装装置5对软管进行灌装;
62.s5、折尾:环形输送装置1将软管转运至折尾工位,由折尾装置6对软管进行折尾密封;
63.s6、压印:环形输送装置1将软管转运至压印工位,由压印装置7对软管进行压印;
64.s7、视觉检测:环形输送装置1将软管转运至视觉检测工位,由视觉检测装置8对软管折尾和压印效果进行检测,如合格则进行s8,如不合格则进行s9;
65.s8、下料:环形输送装置1将软管转运至下料工位,由下料装置9对软管进行下料;
66.s9、剔废:环形输送装置1将软管转运至剔废工位,由剔废装置91对软管进行剔除。
67.软管通过传送装置输送至取料位置,各气囊取料头223缩笼,从取料位置的料盒中抓取软管,再通过机械手21转运至环形输送装置1的上料工位,然后,各气囊取料头223拉开行列间距,将软管水平插入管座12上的软管夹具中,以实现上料。环形输送装置1将软管转运至对标工位,对标装置3将夹有带有软管的管座12顶升并旋转,找到软管的色标位置,将所有软管转至相同方向,再传输至吹扫工位,由吹扫装置4的真空吸头44和吹扫针45对软管内壁进行清洗,清洗完成后被传输至灌装工位,软管被顶起,由灌装装置5对其完成灌装。完成灌装的软管转运至折尾工位,折尾装置6通过折尾伺服63驱动凸轮641转动,并传动到折尾模具62上,依次实现对软管排气和一次折、二次折和三次折从而达到折尾密封。然后转运至压印工位,由压印装置7对其完成三期等的压印,然后在检测工位由视觉检测装置8完成对软管折尾和压印效果进行检测,合格的产品将在下料工位由下料装置9完成下料,并传输至下一工序,不合格的产品将在剔废工位由剔废装置91剔除。
68.本软管灌装封尾方法,变节距上料装置2、下料装置9和剔废装置91位于环形输送装置1的水平输送侧,软管能够进行水平上料和下料,水平上料可以避免颗粒粉尘掉入软管中,可满足无菌等要求高的产品,并且通过变节距上料装置2水平上料,上料稳定性好,出错率低。环形输送装置1的水平输送侧和直立输送侧由环形输送装置1倾斜布置形成,如环形输送装置1呈45
°
布置,这样,环形输送装置1静态受力更好,也可以有效减小远转时系统的离心力,同时可以减小水平面积,当有层流存在时,可以减小对层流风的阻挡。在折尾装置6和压印装置7后配备有视觉检测装置8,可以对折尾效果等外观不合格产品检测剔废,保证产品品质。本软管灌装封尾方法,各工序布局合理,提高了生产效率和生产质量。
69.先对标再吹扫,去除对标过程中可能产生颗粒物。吹扫后再灌装,保证灌装质量。
70.虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。