1.本实用新型涉及竹帘堆垛技术领域,具体地涉及一种浸胶二次干燥竹帘分层堆垛装置。
背景技术:
2.传统的集装箱底板、水泥模、胶合板大多采用大径级原木材料,通过先将原木旋切成木单板,再将木单板烘干后施上胶黏剂,并按木纹纵横交错铺装压制而成。由于大径级原木濒临枯竭,现生产上用竹木复合材料板代替。竹木复合材料是指竹材与木材以相同或不同的结构单元形式进行组合并胶接而成的复合板材或方材。竹木复合材料的组合形式多种多样,如竹蓆或竹帘-木单板、竹木复合胶合板、竹木复合层积材、竹木复合刨花板及中密度纤维板、竹木条定向成材等等。从材料分类的角度来划分,其主要分为结构用竹木复合材料和功能性竹木复合材料两大类。
3.竹材是我国的特色资源,国内竹林面积达到500万hm2,竹材年总产量1 900多万吨,相当于1 000余万m3的木材。竹材具有强度高、韧性好的优点。速生树种成材一般要10~15年,而竹子成材3~5年即可,且一次造林成功,每年都可选择性采伐,持续利用。1990年以来,大批专有技术人员从事竹木复合材料研究,也公布了一批竹木复合材料制备方法和竹帘组坯生产技术,但竹帘的二次低温干燥放帘、收帘装置尚缺乏研究,也没有文献报道。
4.现有竹基径向帘集装箱底板生产工艺为:竹席、竹帘
→
烘干
→
浸胶
→
二次烘干
→
与木单板等组坯
→
热压胶合
→
裁边、分等、包装。现有生产系统的浸胶竹帘二次干燥用悬挂式隧道窑,窑内部是一组蒸汽散热器、风机组成的加热系统以及一台竹帘吊架链式运输机。吊架链式运输机的两边的链条上连接一横杆,多个横杆间隔排列,横杆上布置三个吊钩,用三个吊钩吊着一个浸胶的竹帘原料向右匀速移动,通过窑内部的加热系统后,得到浸胶二次干燥竹帘,然后在浸胶竹帘二次干燥悬挂式隧道窑的出口处放下竹帘(手动或阻挡自动放下竹帘)。
5.浸胶二次干燥竹帘铺在竹帘堆垛架上,为了保证浸胶二次干燥的竹帘在陈化时通风透气和含水率平衡稳定,当竹帘堆垛架的竹帘铺设达到一定厚度 (高度)时,如20~30cm,用三条竹木复合板条放在铺平竹帘上进行分层堆垛,目前是工人手动将竹木复合板条放在铺平竹帘上,生产效率低。
技术实现要素:
6.本实用新型要解决的技术问题,在于提供一种浸胶二次干燥竹帘分层堆垛装置,由机器投放竹木复合板条,提高生产效率。
7.本实用新型是这样实现的:一种浸胶二次干燥竹帘分层堆垛装置,包括:
8.竹木复合板条抛送机,包括机架、滚筒、板条定向盒、夹送辊与驱动气缸,多个所述滚筒与所述机架转动连接且间隔排列,所述滚筒的一端呈锥形体,所述夹送辊与所述驱动气缸均位于所述机架的上方,所述夹送辊与所述驱动气缸的伸缩端转动连接,所述板条定
向盒与所述机架固定连接且开设有定向孔;
9.竹木复合板条运输机,包括链条,所述链条具有凹槽部件,所述凹槽部件用于接收竹木复合板条,所述链条从两个所述滚筒之间穿过;
10.竹帘堆垛架,位于所述板条定向盒的出口。
11.进一步地,还包括:
12.第一升降机,所述竹帘堆垛架能放置于所述第一升降机的顶部。
13.进一步地,还包括:
14.测距传感器,用于测量所述第一升降机的顶部到地面的距离;
15.初始位置检测传感器,用于检测所述竹帘堆垛架达到初始位置;
16.电气控制系统,与所述测距传感器、初始位置检测传感器电以及所述第一升降机电连接。
17.进一步地,还包括:
18.第一高度传感器,用于检测所述竹帘堆垛架的铺帘高度;
19.第二高度传感器,用于检测所述竹帘堆垛架的堆垛高度;
20.所述电气控制系统还与所述第一高度传感器、第二高度传感器电连接。
21.进一步地,还包括:
22.位置传感器,安装于所述机架,与所述板条定向盒的位置对应。
23.进一步地,还包括:
24.支撑平台,中间开设有第一通孔,并与所述竹木复合板条运输机相邻;
25.第二升降机,所述第二升降机的顶部能穿过所述第一通孔;
26.推条机,包括轨道、推杆与第一板条检测传感器,所述轨道位于所述支撑平台的上方,所述推杆的顶部与所述轨道移动连接,所述第一板条检测传感器与所述推杆的底部固定连接;
27.竹木复合板条限位档板与隔板,位于所述支撑平台的前方,所述竹木复合板条限位档板的底端与所述竹木复合板条运输机之间具有进板条通道;
28.板条框,放置于所述支撑平台,所述板条框的内部具有板条托盘,所述板条托盘能沿着所述板条框的内壁上下移动,所述板条框的底部开设有第二通孔,所述第二升降机的顶部能穿过所述第二通孔。
29.进一步地,还包括:
30.第二板条检测传感器,安装于所述进板条通道的入口。
31.进一步地,还包括:
32.摩擦条块,固设于所述支撑平台,位于所述板条框与所述支撑平台之间。
33.本实用新型的优点在于:1、竹木复合板条抛送机将竹木复合板条投放在竹帘堆垛架,继续铺帘后,竹木复合板条分隔了上下层的浸胶二次干燥竹帘,实现浸胶二次干燥竹帘的分层堆垛,保证了浸胶二次干燥竹帘在陈化时通风透气和含水率平衡稳定,提高生产效率。2、第一升降机实时调节竹帘堆垛架的高度,使竹木复合板条准确地投放在竹帘堆垛架。3、板条框内的竹木复合板条依次进入竹木复合板条运输机,再运输给竹木复合板条抛送机,有秩序地进行生产。
附图说明
34.下面参照附图结合实施例对本实用新型作进一步的说明。
35.图1是本实用新型的浸胶二次干燥竹帘分层堆垛装置的结构示意图一。
36.图2是本实用新型的浸胶二次干燥竹帘分层堆垛装置的结构示意图二。
37.图3是本实用新型中脱帘横档与吊架链式运输机的位置示意图。
38.图4是本实用新型的浸胶二次干燥竹帘分层堆垛装置的俯视示意图。
39.图5是本实用新型中阻尼板控制装置的结构示意图。
40.图6是本实用新型中凸起刮板在竹帘堆垛进架机的位置示意图。
41.图7是本实用新型中竹帘堆垛架运输机的结构示意图。
42.图8是本实用新型中竹帘堆垛架运输机与小型升降平台的位置示意图。
43.图9是本实用新型中小型升降平台与竹帘堆垛架出架机的位置示意图。
44.图10是本实用新型中推条机、第二升降机、竹帘堆垛架进架机以及竹帘堆垛架出架机的位置示意图。
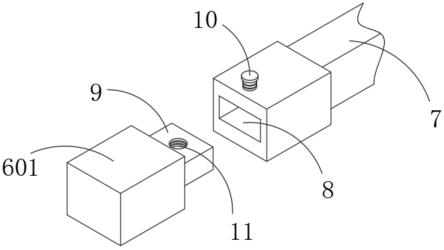
45.图11是本实用新型中竹木复合板条抛送机与竹木复合板条运输机的位置示意图。
46.图12是本实用新型中竹木复合板条抛送机的结构示意图。
47.图13是本实用新型中竹木复合板条进入滚筒前的示意图。
48.图14是本实用新型中竹木复合板条与滚筒的锥形体接触的示意图。
49.图15是本实用新型中竹木复合板条放在滚筒上的示意图。
50.图16是本实用新型中板条框与竹木复合板条运输机的位置示意图。
51.图17是本实用新型中支撑平台、板条框以及第二升降机的位置示意图。
52.图18是本实用新型中浸胶二次干燥竹帘的受力状态示意图一。
53.图19是本实用新型中浸胶二次干燥竹帘的受力状态示意图二。
54.图20是本实用新型中第一升降机位于初始位置的示意图。
55.图21是本实用新型中第一高度传感器检测到竹帘的示意图。
56.图22是本实用新型中第一升降机向下移动且移动距离与所述预设最佳高度相同的示意图。
57.图23是本实用新型中竹帘堆垛架分层堆垛的示意图。
58.图24是本实用新型中第二高度传感器检测到竹帘堆垛架的示意图。
59.附图标记:
60.浸胶竹帘二次干燥悬挂式隧道窑1;吊架链式运输机11;链条111;横杆112;吊钩113;浸胶二次干燥竹帘12;脱帘横档13;吹风管喷嘴14;
61.第一升降机2;小型升降平台21;初始位置检测传感器22;测距传感器23;
62.竹帘堆垛架3;
63.支撑座4;阻尼板控制装置41;阻尼板411;第一驱动气缸412;第一高度传感器42;第二高度传感器43;
64.竹帘堆垛架运输机5;运输平台51;侧孔511;轮子512;第一限位杆 513;第一限位气缸514;第二限位杆515;第二限位气缸516;第一轨道52;
65.竹帘堆垛架进架机6;第一链条61;凸起刮板62;竹帘堆垛架限流档板63;进架通道631;竹帘堆垛架护板64;第二驱动气缸65;
66.竹帘堆垛架出架机7;传送链条71;竹帘堆垛架到位检测传感器72;
67.竹木复合板条运输机8;第二链条81;凹槽部件82;
68.竹木复合板条抛送机9;机架91;位置传感器911;滚筒92;锥形体 921;板条定向盒93;定向孔931;夹送辊94;第三驱动气缸95;
69.支撑平台10;第一通孔101;板条框102;第二通孔1021;板条托盘 103;竹木复合板条104;摩擦条块105;
70.第二升降机20;
71.推条机30;第二轨道301;推杆302;第一板条检测传感器303;
72.竹木复合板条限位档板40;进板条通道401;第二板条检测传感器402;隔板403。
具体实施方式
73.本实用新型实施例通过提供一种浸胶二次干燥竹帘分层堆垛装置,解决了现有技术中工人手动将竹木复合板条放在铺平竹帘的缺点,实现了由机器投放竹木复合板条,提高生产效率的技术效果。
74.本实用新型实施例中的技术方案为解决上述缺点,总体思路如下:竹木复合板条由竹木复合板条运输机进入竹木复合板条抛送机的滚筒上,用夹送辊向下先压住竹木复合板条,等竹帘堆垛架需要分层时,滚筒转动,竹木复合板条进入板条定向盒后投放到竹帘堆垛架上。
75.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
76.参阅图1至图24,本实用新型的优选实施例。
77.一种浸胶二次干燥竹帘分层堆垛装置,包括:竹木复合板条抛送机9,包括机架91、滚筒92、板条定向盒93、夹送辊94与第三驱动气缸95,多个所述滚筒92与所述机架91转动连接且间隔排列,所述滚筒92的一端呈锥形体921,所述夹送辊94与所述第三驱动气缸95均位于所述机架91的上方,所述夹送辊94与所述第三驱动气缸95的伸缩端转动连接,所述板条定向盒93与所述机架91固定连接且开设有定向孔931;竹木复合板条运输机8,包括第二链条81,所述第二链条81具有凹槽部件82,所述凹槽部件 82用于接收竹木复合板条104,凹槽部件82有三个,所述第二链条81从两个所述滚筒92之间穿过;竹帘堆垛架3,位于所述板条定向盒93的出口。竹木复合板条运输机8有两个第二链条81,每个第二链条81具有三个凹槽部件82,每对凹槽部件82都携带有竹木复合板条104,运转的第二链条81 带着三个竹木复合板条104移动至竹木复合板条抛送机9的机架91上,竹木复合板条104先接触到滚筒92的锥形体921的一端,然后沿着锥形体921 上移到滚筒92的外侧壁;此时竹木复合板条104的底面脱离凹槽部件82,但竹木复合板条104的侧面还与凹槽部件82接触,竹木复合板条104放置在滚筒92上。在竹帘堆垛架3需要分层堆垛时,竹木复合板条抛送机9将竹木复合板条104投放在竹帘堆垛架3,继续铺帘后,竹木复合板条104分隔了上下层的浸胶二次干燥竹帘12,实现浸胶二次干燥竹帘12的分层堆垛,保证了浸胶二次干燥竹帘12在陈化时通风透气和含水率平衡稳定,提高生产效率。
78.位置传感器911,安装于所述机架91,与所述板条定向盒93的位置对应。当竹木复合板条104移动到对准板条定向盒93的定向孔931时,位置传感器911检测到竹木复合板条
104并发送信号给电气控制系统,电气控制系统就控制竹木复合板条运输机8停止运转。然后第三驱动气缸95动作,带动夹送辊94向下压住竹木复合板条104。
79.第一升降机2,所述竹帘堆垛架3能放置于所述第一升降机2的顶部。测距传感器23,用于测量所述第一升降机2的顶部到地面的距离。第一升降机2实时调节竹帘堆垛架3的高度,使竹木复合板条104准确地投放在竹帘堆垛架3。当第一升降机2上的竹帘堆垛架3的竹帘铺设厚度达到预设的分垛高度时(20~30cm),第一升降机2就立即向下移动,移动量为一条竹木复合板条的厚度。竹木复合板条抛送机9得到开机运转命令,滚筒92转动,三条竹木复合板条104进入板条定向盒93,从定向孔931的出口被抛送至铺平的竹帘上。浸胶二次干燥竹帘12继续铺帘,实现了分层堆垛。
80.初始位置检测传感器22,用于检测所述竹帘堆垛架3达到初始位置;第一高度传感器42,用于检测所述竹帘堆垛架3的铺帘高度;第二高度传感器43,用于检测所述竹帘堆垛架3的堆垛高度;电气控制系统,与所述第一高度传感器42、第二高度传感器43、初始位置检测传感器22、测距传感器23以及所述第一升降机2电连接。初始位置检测传感器22、第一高度传感器42与第二高度传感器43均固设于所述支撑座4,初始位置检测传感器22、第一高度传感器42与第二高度传感器43也可选用光电式传感器或距离传感器。测距传感器23安装于所述第一升降机2的顶部。首先第一升降机2处于初始位置检测传感器22的检测位置,此时浸胶二次干燥竹帘12 依次下落铺帘在竹帘堆垛架3上,随着竹帘堆垛架3上的竹帘增多,当第一高度传感器42检测到竹帘时发送信号给电动控制系统,说明竹帘堆垛架3 的铺帘高度超过预设最佳高度;电动控制系统就控制吊架链式运输机11停止运作即停止铺帘,电动控制系统再控制第一升降机2向下移动且移动距离与所述预设最佳高度相同,此时竹帘堆垛架3的最上层竹帘到达初始位置检测传感器22的检测位置,然后吊架链式运输机11再启动,继续铺帘。如果第一升降机2向下移动且移动距离与所述预设最佳高度相同,此时竹帘堆垛架3的最上层竹帘到达初始位置检测传感器22的检测位置,所用的时间小于竹帘水平移动距离为两个吊着的竹帘间距所用的时间,吊架链式运输机 11可以不停止运作。这样确保每一片竹帘的铺设都处于最佳高度位置范围,有效提高竹帘堆垛的稳定性。随着第一升降机2不断下降,当第二高度传感器43检测到竹帘堆垛架3的堆垛高度达到预设最大高度,即第二高度传感器43检测到第一升降机2的顶部或者竹帘堆垛架3时,停止铺帘,第一升降机2向下移动将竹帘堆垛架3放置在竹帘堆垛架出架机7上。
81.分垛高度的检测方式:在电气控制系统中预设分垛高度为h1,如 20~30cm;第一升降机2上安装有测距传感器23,用于测量第一升降机2 的顶部到地面的距离,将升降的距离变化值发送给电动控制系统。在第一升降机2把竹帘堆垛架运输机5的竹帘堆垛架3顶起后的位置为初始位置,初始位置的高度距离为h0;随着铺帘工作的进行,第一高度传感器42首次检测到竹帘堆垛架3上的竹帘,电气控制系统开始记录检测次数,检测次数设为n,n为整数,此时n=1,第一升降机2向下移动且移动距离与所述预设最佳高度相同,预设最佳高度为h2;之后当第一高度传感器42第n次检测到竹帘堆垛架3上的竹帘后,第一升降机2就向下移动n*h2的距离,在电气控制系统计算到n*h2大于等于h1时,电气控制系统就控制第一升降机2 向下移动一条竹木复合板条的厚度值,此厚度值为h3;竹木复合板条抛送机9往竹帘堆垛架3上抛送竹木复合板条104,而电气控制系统将参数n清零。继续铺帘工作,第一高度传感器42又变成首次检测到竹帘堆垛架3上的竹帘,电气控制系统又开始记录检测次数,以
此循环,直至第二高度传感器43检测到竹帘堆垛架3的堆垛高度达到预设最大高度。
82.支撑平台10,中间开设有第一通孔101,并与所述竹木复合板条运输机 8相邻;第二升降机20,所述第二升降机20的顶部能穿过所述第一通孔101;推条机30,包括第二轨道301、推杆302与第一板条检测传感器303,所述第二轨道301位于所述支撑平台10的上方,所述推杆302的顶部与所述第二轨道301移动连接,所述第一板条检测传感器303与所述推杆302的底部固定连接;竹木复合板条限位档板40与隔板403,位于所述支撑平台10的前方,所述竹木复合板条限位档板40的底端与所述竹木复合板条运输机8 之间具有进板条通道401;所述进板条通道401容纳一个竹木复合板条通过;板条框102,放置于所述支撑平台10,所述板条框102的内部具有板条托盘 103,所述板条托盘103能沿着所述板条框102的内壁上下移动,所述板条框102的底部开设有第二通孔1021,所述第二升降机20的顶部能穿过所述第二通孔1021。摩擦条块105,固设于所述支撑平台10,位于所述板条框 102与所述支撑平台10之间。防止板条框102因外界震动而移动。
83.板条框102内的板条托盘103上放置了堆叠的竹木复合板条104,电气控制系统发出提供板条的指令后,第二升降机20的顶部上升穿过通孔顶起了板条托盘103,堆垛的竹木复合板条104也随之向上移动,当第一板条检测传感器303在检测到位于最上层的竹木复合板条104超过板条框102时,第二升降机20停止上升,此时位于最上层的竹木复合板条104的底部超过了板条框102的左右侧框壁。推条机30沿着第二轨道301带动推杆302步进推走最上层的竹木复合板条104,竹木复合板条104碰到竹木复合板条限位档板40后掉落在竹木复合板条运输机8上,堆在进板条通道401的入口,随着第二链条81的移动,有三个竹木复合板条104分别落在第二链条81 的三个凹槽部件82,然后就次穿过进板条通道401再到达竹木复合板条抛送机9。推条机30的推杆302退回原位,此时第一板条检测传感器303没有检测到板条框102有竹木复合板条104冒出,电气控制系统就控制第二升降机20再向上顶起板条托盘103。
84.第二板条检测传感器402,安装于所述进板条通道401的入口。推条机 30推出的竹木复合板条104有时不只三个,当三个凹槽部件82都装有竹木复合板条104时,就不会有其他竹木复合板条104落到凹槽部件82,没有落到凹槽部件82的竹木复合板条104体积太大无法穿过进板条通道401,在进板条通道401的入口堆积。当第二板条检测传感器402检测到进板条通道401的入口还有竹木复合板条104时,第二升降机20不进行向上移动;当第二板条检测传感器402检测到进板条通道401的入口没有竹木复合板条 104时,竹木复合板条运输机8停止运转,第二升降机20向上移动从板条框102中顶出一层竹木复合板条104,推条机30的推杆302将这一层竹木复合板条104推出,竹木复合板条104就落在进板条通道401的入口。
85.使用吊架链式运输机11在竹帘堆垛架上进行铺帘,吊架链式运输机11 左端位于浸胶竹帘二次干燥悬挂式隧道窑1内,吊架链式运输机11,包括吊钩113,所述吊钩113用于吊着浸胶二次干燥竹帘12;吊架链式运输机 11的两边的链条111上连接一横杆112,多个横杆112间隔排列,横杆112 上布置三个吊钩113,用三个吊钩113吊着一个浸胶的竹帘原料向右匀速移动。准备阶段,在吊架链式运输机11的入口,工作人员用吊钩113逐步逐个地吊起浸渍好的湿竹帘,然后吊架链式运输机11将浸渍好的湿竹帘运输进入隧道窑内进行工艺二次烘干,形成的浸胶二次干燥竹帘12,向右匀速移动,被运输到吊架链式运输机11的出口。
脱帘横档13,固设于所述吊架链式运输机11的出口;当吊钩113在吊架链式运输机11的出口位置经过脱帘横档13时,浸胶二次干燥竹帘12被脱帘横档13所阻挡后从吊钩113脱离。第一升降机2,位于所述脱帘横档13的下方;竹帘堆垛架3,能放置于所述第一升降机2的顶部;第一升降机2调节竹帘堆垛架3的升降位置。
86.支撑座4,位于所述吊架链式运输机11的下方;结合图1、图2与图5,阻尼板411控制装置41,包括阻尼板411与第一驱动气缸412,所述第一驱动气缸412的伸缩端与所述阻尼板411的下侧面铰接,所述第一驱动气缸 412的缸体与所述支撑座4铰接,所述阻尼板411的一端与所述支撑座4铰接,所述阻尼板411用于跟浸胶二次干燥竹帘12的底端接触。阻尼板411 选用橡胶等阻尼材料;阻尼板411表面呈波浪形。
87.吊钩113吊着浸胶二次干燥竹帘12向右移动的过程中,结合图1,第一驱动气缸412控制阻尼板411抬起,阻尼板411呈一定工作角度斜面,角度为40
°
至70
°
,浸胶二次干燥竹帘12的底端在碰到阻尼板411后,由于跟阻尼板411的摩擦作用,浸胶二次干燥竹帘12产生倾斜。吊钩113在吊架链式运输机11的下方移动到上方的过程中,倾斜的浸胶二次干燥竹帘12 的顶端碰到脱帘横档13后就脱离吊钩113,浸胶二次干燥竹帘12就下落铺在竹帘堆垛架3上,形成铺帘;之后的浸胶二次干燥竹帘12依次铺帘于竹帘堆垛架3,实现竹帘自动堆垛。
88.以下本实用新型的工作原理进行具体说明。
89.步骤1、竹帘堆垛架进架机6将竹帘堆垛架3传送给竹帘运输机,所述竹帘堆垛架运输机5再将所述竹帘堆垛架3运输至第一升降机2的上方。
90.在初始阶段,一组空的竹帘堆垛架3放置在竹帘堆垛架进架机6上,竹帘堆垛架护板64通过第二驱动气缸65的驱动向下移动,保护竹帘堆垛架3,防治倒架。竹帘堆垛架进架机6的两个第一链条61运转,带动第一链条61 上的一对凸起刮板62运转,凸起刮板62的高度小于竹帘堆垛架3底部的厚度。凸起刮板62刮着最底层的竹帘堆垛架3向左移动。由于竹帘堆垛架限流档板63的阻挡,每一次只能把最下层的竹帘堆垛架3推到位于左侧方向等待的竹帘堆垛架运输机5的运输平台51上。竹帘堆垛架进架机6的两个第二链条81继续运转,带动凸起刮板62运行到竹帘堆垛架进架机6的下方后停下来,等待电气控制系统的下一次的竹帘堆垛架进架任务指令。竹帘堆垛架运输机5的运输平台51的水平高度与竹帘堆垛架进架机6上的最下层的竹帘堆垛架3的底部平行等高。竹帘堆垛架3以一定的惯性速度在竹帘堆垛架运输机5的运输平台51上继续向前移动。第一限位气缸514动作,第一限位杆513升起,挡住了竹帘堆垛架3继续向左移动。单张竹帘堆垛架3 运行到位后,此时,第二限位气缸516动作,第二限位杆515升起,挡住竹帘堆垛架3的向右反弹移动。第一限位杆513与第二限位杆515将竹帘堆垛架3定位后,第一竹帘堆垛架运输机5启动,运输平台51在四个轮子512 的驱动下沿着第一轨道52向左移动,移动到第一升降机2的三台小型升降平台21正上方,进行接受铺帘准备。
91.步骤2、第一升降机2向上移动顶起所述竹帘堆垛架3。
92.第一升降机2的三台小型升降平台21向上移动,从两个第一轨道52之间穿过,再对应穿过运输平台51的三个侧孔511,微微托起第一竹帘堆垛架运输机5上的竹帘堆垛架3,此时第一升降机2为初始位置;然后竹帘堆垛架运输机5向右移动,如图1的位置后停止,等待接受第二个竹帘堆垛架 3。
93.步骤3、吊架链式运输机11用吊钩113吊着浸胶二次干燥竹帘12往所述第一升降机
2的方向移动。
94.浸胶竹帘二次干燥悬挂式隧道窑1中的吊架链式运输机11用吊钩113 吊着浸胶二次干燥竹帘12向右匀速移动。如图2所示。阻尼板411控制装置41的第一驱动气缸412动作抬起,阻尼板411抬起呈一定工作角度斜面 (40
°
~70
°
),对浸胶二次干燥竹帘12的底部进行摩擦。同时吊架链式运输机11继续匀速运转,浸胶二次干燥竹帘12继续向右移动。这时两个吹风管喷嘴14闭合不吹出空气。吹风管喷嘴14安装在吊架链式运输机11的两侧,不与竹帘相碰,吹气方向是从外围向竹帘的左侧面吹气。
95.步骤4、所述浸胶二次干燥竹帘12的底端碰到阻尼板411后发生倾斜,接着所述浸胶二次干燥竹帘12的顶端碰到脱帘横档13后从吊钩113脱离,接着所述浸胶二次干燥竹帘12铺在所述竹帘堆垛架3上,形成铺帘工作。
96.吊架链式运输机11带着浸胶二次干燥竹帘12向右移动,图18为此时的位于最右侧的竹帘的受力情况,竹帘具有一个初始速度v0和吊钩113作用的向上拉扯之力f1,阻尼板411对竹帘施加的向下摩擦阻尼之力f2,以及竹帘自重p0,形成最终合力f3。在吊架链式运输机11的吊钩113运行到脱帘横档13的位置时,脱帘横档13限制了浸胶二次干燥竹帘12与吊钩113 的跟随移动,浸胶二次干燥竹帘12就从吊钩113脱离出来。在浸胶二次干燥竹帘12从吊钩113脱离出来的瞬间,两个吹风管喷嘴14打开,往竹帘的左侧面喷出一股气体,参考图19,调节初始速度v0,并在竹帘自重p0的作用下,浸胶二次干燥竹帘12向下方的竹帘堆垛架3铺去,铺躺在竹帘堆垛架3上,形成自动铺帘。其中,第一升降机2的小型升降平台21与竹帘阻尼板411有一定的间距,保证竹帘的下端不会挂在阻尼板411上。脱帘横档 13具有微动开关,浸胶二次干燥竹帘12的顶端碰到脱帘横挡后,触发微动开关,微动开关反馈信号给气动控制系统,气动控制系统就控制吹风管喷嘴 14工作。在第一张竹帘铺帘后,吹风管喷嘴14闭合,等待第二张竹帘的铺帘指令。
97.重复步骤4,完成其后的每一张竹帘的铺装工作,形成自动铺帘。
98.步骤5、如果竹帘堆垛架3的堆垛高度没有达到预设最大高度时,转到步骤5-1;如果竹帘堆垛架3的堆垛高度达到预设最大高度,停止铺帘,第一升降机2向下移动将竹帘堆垛架3放置在竹帘堆垛架出架机7上,转到步骤7。
99.竹帘堆垛架3的堆垛高度达到预设最大高度,第二高度传感器43检测到第一升降机2的顶部或其上的竹帘堆垛架3,此时也是第一升降机2从初始位置向下移动的距离等于预设最大高度,竹帘堆垛架3装好了浸胶二次干燥竹帘12;吊架链式运输机11停止运转,第一升降机2的三台小型升降平台21托举着堆垛好的竹帘堆垛架3快速下降,将竹帘堆垛架3放置在竹帘堆垛出架机的传送链条71上,最后竹帘堆垛架出架机7将所述竹帘堆垛架 3运出至竹帘堆垛架到位检测传感器72的检测位置,等待叉车转运。
100.步骤5-1、如果竹帘堆垛架3的堆垛高度达到预设分层高度,停止铺帘,然后第二升降机20顶起位于板条框102内的竹木复合板条104,推条机30 再将竹木复合板条104推入竹木复合板条运输机8,所述竹木复合板条运输机8再将竹木复合板条104运送给竹木复合板条抛送机9,所述竹木复合板条抛送机9往所述竹帘堆垛架3上抛送竹木复合板条104,接着第一升降机 2向下移动且移动距离等于一个竹木复合板条104的厚度,转到所述步骤6;如果竹帘堆垛架3的堆垛高度没有达到预设分层高度,则直接转到所述步骤 6。
101.由于浸胶二次干燥竹帘12具有一定的温度(70℃至90℃),为了保证浸胶二次干燥
的竹帘在陈化时通风透气和含水率平衡稳定,当浸胶二次干燥竹帘12在竹帘堆垛架3铺设达到一定厚度(高度)时(一般为20cm至30cm),必须用三条竹木复合板条104放在铺平的竹帘上进行分层堆垛。在初始阶段时,支撑平台10上用叉车放置板条框102,板条框102内含有堆垛的竹木复合板条104。如图10所示,推条机30在竹木复合板条运输机8和支撑平台10的上方。第二升降机20在支撑平台10的下方,第二升降机20的顶部可以从竹木复合板条运输机8的两个第二链条81之间穿过,再从支撑平台 10的通孔穿过,以及贯穿板条框102顶起板条托盘103。推条机30处在起始位置,第二升降机20上升,顶起板条托盘103,堆叠的竹木复合板条104 向上移动,当推杆302上的第一板条检测传感器303检测到位于最上层的竹木复合板条104超过板条框102时,第二升降机20停止上升,位于最上层的竹木复合板条104底部超过了板条框102的左右侧框壁。推条机30沿着第二轨道301带动推杆302向左步进推走位于最上层的竹木复合板条104,竹木复合板条104从竹木复合板条限位档板40与隔板403之间下落在竹木复合板条运输机8的第二链条81上。由于竹木复合板条运输机8的第二链条81只有三个凹槽部件82,在竹木复合板条限流档板的阻挡下,一个竹木复合板条104掉在一个凹槽部件82中,竹木复合板条运输机8每运行一周就只能带走三条竹木复合板条104,如图10所示。推条机30在推走板条框 102内最上层的竹木复合板条104后,推杆302退到初始状态的位置。当第二板条检测传感器402检测进板条通道401的入口无板条时,第二升降机 20再向上托起板条托盘103,这样第一板条检测传感器303再一次检测到最上端的竹木复合板条104时,第二升降机20停止上升。当第二板条检测传感器402检测到进板条通道401的入口有板条时,电气控制系统控制推条机 30停止工作;在支撑平台10上设置摩擦条块105,防止板条框102因外界震动而移动。第二板条检测传感器402又检测到进板条通道401的入口无板条时,推条机30继续推动竹木复合板条104,直至第二升降机20托起的板条托盘103上的竹木复合板条104用完为止,第二升降机20下降到初始位置,使板条托盘103落到板条框102的底部挡边。叉车叉走空的板条框102,重新在支撑平台10上用叉车放置另一装有堆垛的竹木复合板条的板条框 102。
102.竹木复合板条运输机8携带三条竹木复合板条104移动到竹木复合板条抛送运输机上,如图11所示。竹木复合板条运输机8停止,竹木复合板条抛送机9的多个滚筒92的一端为锥形体921。竹木复合板条运输机8携带三条竹木复合板条104从锥形体921处滑过移动到滚筒92上时,三条竹木复合板条104放置在多个滚筒92上指定位置。多个第二驱动气缸65动作,活塞头向下运动,带动夹送辊94向下压住竹木复合板条104。竹木复合板条抛送机9等待抛送板条的命令。当竹帘的铺设厚度达到一定高度时(20 至30cm),第一升降机2的三台小型升降平台21立即下降一条竹木复合板条厚度的高度。竹木复合板条抛送机9的多个滚筒92得到电气控制系统的抛送板条的命令,三条竹木复合板条104在板条定向盒93的出口直接被滚筒92抛送到竹帘堆垛架3的铺平的竹帘上。通过滚筒92的转速、夹送辊 94的向下压力、板条定向盒93的综合控制下,在吊钩113吊着的浸胶二次干燥竹帘12的阻挡下,三条竹木复合板条104直接准确地被滚筒92抛送到铺平的竹帘上。再往竹木复合板条104上铺帘,达到分层堆垛的效果。
103.步骤6、如果所述竹帘堆垛架3的铺帘高度超过预设最佳高度,停止铺帘,第一升降机2向下移动且移动距离与所述预设最佳高度相同,此时竹帘堆垛架3的最上层竹帘到达初始位置检测传感器22的检测位置,然后转到步骤3,继续铺帘;如果所述竹帘堆垛架3的铺帘
高度没有超过预设最佳高度,则直接转到步骤3;
104.当竹帘堆垛架3上铺帘高度超过预最佳铺装高度时,在第一高度传感器 42的控制下,三台小型升降平台21自动缓慢地下降,下降一个预设最佳高度的距离,然后三台小型升降平台21停止,保证其后的每一竹帘的铺设都是在最佳高度位置上进行。
105.步骤7、最后竹帘堆垛架出架机7将所述竹帘堆垛架3运出。
106.第一升降机2的三台小型升降平台21托着堆垛好的竹帘堆垛架3快速下降,将竹帘堆垛架3放置在竹帘堆垛出架机的传送链条71上。三台小型升降平台21继续下降少许,在脱离竹帘堆垛架3后,竹帘堆垛出架机开始运转,把堆垛好的竹帘堆垛架3从小型升降平台21的上方移走,并继续移到竹帘堆垛出架机的右边末端的竹帘堆垛架到位检测传感器72的位置,等待叉车转运这个堆垛好的竹帘堆垛架3。三台小型升降平台21再上升准备接住下一个竹帘堆垛架3,重复下一个堆垛工作。
107.虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。