1.本发明涉及玻璃生产设备技术领域,尤其涉及一种超宽幅面高透过率的光伏玻璃板生产方法。
背景技术:
2.目前,随着现代化工业的发展,全球能源危机和大气污染问题日益突出,太阳能作为理想的可再生清洁能源正在受到人们的高度重视,世界各国都在致力于太阳能资源的开发和利用。 太阳能电池利用光伏效应可以将太阳能转化为电能,充分有效地利用了太阳能,因而其应用范围随着光伏产业的发展也日益广阔,市场规模逐步扩大。伴随着人们对太阳能应用的不断深入,也逐渐认识到,一般情况下同样资金的投入,对太阳能的转换率,会随着光伏玻璃板幅面面积的增加而增加,亦即会极大地提高资金的产出投入比,所以超宽幅面的光伏玻璃板正越来越受到青睐,市场需求量也越来越大。但是由于种种原因比如玻璃池炉的设计本身的局限、玻璃生产厂家技术的原因等,按照目前的玻璃生产技术,双幅面生产的玻璃板宽度最大为1048mm,超过了该尺寸,就必须单幅面生产,这就必然造成清边宽度的增加,大量的良品玻璃被清除,极大地增加了生产成本,但是为了保用户、满足市场需求,也不得已而为之。同时作为太阳能电池组件的光伏盖板玻璃,是太阳能电池制造过程中的一种重要原材料,其太阳光透过率的高低,直接影响着太阳能电池的光电转换效率,所以提高光线的透过率也是光伏玻璃产品发展的重要方向。
3.其实对于玻璃板的幅面宽度来说,其制约因素主要是池炉支通路及流液口的宽度、压延辊的有效花纹宽度以及后续设备的宽度,另外就是相应的生产工艺条件,前者是最基础的生产条件,而后者生产的根本保证,两者相辅相成缺一不可,尤其是当玻璃板的宽度到一定程度后,其生产难度就会越来越大得多,对于超宽幅面的玻璃板面来说更是如此。所以说对于超宽幅面高透过率的光伏玻璃的生产法,就需要从关键设备及配套设施、工艺条件的开发等方面着手。
技术实现要素:
4.本发明的目的是提供一种超宽幅面高透过率的光伏玻璃板生产方法,能够使得超宽幅面高透过率的光伏玻璃批量生产得以实现,不但满足用户对超宽幅面高透过率玻璃板的需求,且减少了生产成本,提高了良品率。
5.本发明采用的技术方案为:一种超宽幅面高透过率的光伏玻璃板生产方法,基于超宽幅面高透过率的光伏玻璃板生产装置,所述的超宽幅面高透过率的光伏玻璃板生产装置包括设置在池炉和退火窑之间的方砖、守砖、压延机、辊台,所述的方砖上依次设置有挡焰砖、吊砖保温装置和溢流口火枪,所述的守砖之间还铺设有唇砖,辊台上设置有软化火枪,所述的方砖为复合式耐火方砖,分别设置在池炉出口的两侧,且相对一侧设置为圆弧状的梯形台体;所述的复合式耐火方砖包括形状大小与耐火材料守砖配合的不锈钢外壳,所述的耐火材料守砖放置在不锈钢
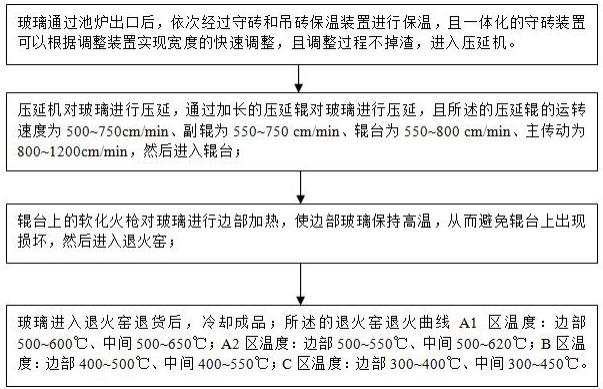
外壳内,不锈钢外壳的一侧固定设置有调节把手,所述的调节把手上开设置有多个定位孔,还包括有调节装置底座,所述的调节装置底座上水平设置有位置调节丝杠和滑动块,滑动块上设置有丝孔,位置调节丝杠穿过滑动块的丝孔螺接;所述的吊砖保温装置包括吊架和吊砖构成,所述的吊架顶部设置有吊孔,两端分别设置有吊砖把手;所述的压延机上的压延辊的辊长比原装辊的长度长100~400mm,且压延辊上设置有由正三棱锥台组成的浅花纹;包括如下步骤:a:玻璃通过池炉出口后,依次经过守砖和吊砖保温装置进行保温,且一体化的守砖装置可以根据调整装置实现宽度的快速调整,且调整过程不掉渣,进入压延机;b:压延机对玻璃进行压延,通过加长的压延辊对玻璃进行压延,且所述的压延辊的运转速度为500~750cm/min、副辊为550~750 cm/min、辊台为550~800 cm/min、主传动为800~1200cm/min,然后进入辊台;c:辊台上的软化火枪对玻璃进行边部加热,使边部玻璃保持高温,从而避免辊台上出现损坏,然后进入退火窑;d:玻璃进入退火窑退货后,冷却成品;所述的退火窑退火曲线a1区温度:边部500~600℃、中间500~650℃;a2区温度:边部500~550℃、中间500~620℃;b区温度:边部400~500℃、中间400~550℃;c区温度:边部300~400℃、中间300~450℃。
6.所述的不锈钢壳体的一侧或两侧壁包含有弧形缺失部。
7.所述的弧形缺失部的半径为100-200mm 。所述的不锈钢壳体的厚度5-50mm。
8.所述的:玻璃底面花纹的正三棱锥台按横向和纵向有序排列,立体花型的相互间隙为0.02~0.2mm。
9.所述的正三棱锥台底面边长为0.6~1.5mm,顶面边长为0.4~1.0mm,光滑连接圆弧半径0.15~1.20mm,锥台高0.05~0.20mm。
10.所述的软化火枪包括火枪调整支架,火枪调整支架上固定设置有火枪管,火枪管的一端固定设置火枪头,另一端分别与燃气管道和压缩空气管道连通,所述的燃气管道上设置有燃气减压阀、燃气压力表和燃气阀门,所述的压缩空气管道上设置有压缩空气气阀门、压缩空气减压阀和空气压力表。
11.本发明通过自身设计的异形耐火方砖、一套吊砖保温装置、一套改进的守砖及调整一体化装置、带有浅花纹的加长压延辊、配套火枪软化装置,通过设备的结构改进,从而使宽幅玻璃在现有设备可以生产,进一步通过该对其成型工艺条件入手,通过温度的控制和调整,从硬件设施到软件都满足了生产超宽幅面高透过率的光伏玻璃的生产,不但满足用户对超宽幅面高透过率玻璃板的需求,且减少了生产成本,提高了良品率。
附图说明
12.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
13.图1为本发明所述超宽幅面高透过率的光伏玻璃板生产装置的结构示意图;
图2为本发明所述方砖的结构示意图。
14.图3为本发明所述吊砖保温装置的结构示意图。
15.图4为本发明所述守砖的结构示意图。
16.图5为本发明所述火枪软化装置的结构示意图;图6为本发明的流程图。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.如图1、2、3、4、5和6所示,本发明基于超宽幅面高透过率的光伏玻璃板生产装置,超宽幅面高透过率的光伏玻璃板生产装置包括设置在池炉1和退火窑10之间的守砖6、方砖3、压延机、辊台,所述的方砖3上依次设置有挡焰砖2、吊砖保温装置4和溢流口火枪5,所述的守砖6之间还铺设有唇砖11,辊台9上设置有软化火枪8,所述的方砖3分别设置在池炉出口的两侧,且相对一侧设置为圆弧状303的梯形台体301,且其窄部302设置在远离出口的一侧;既可以实现里面与支通路边缘耐火砖的平稳转接,又能满足在溢流口变宽后与守砖的平稳过渡,同时玻璃熔液又能平稳流动不出异常。一种基于权利要求9的生产方法,包括如下步骤:a:玻璃通过池炉出口后,依次经过守砖和吊砖保温装置进行保温,且一体化的守砖装置可以根据调整装置实现宽度的快速调整,且调整过程不掉渣,进入压延机;b:压延机对玻璃进行压延,通过加长的压延辊对玻璃进行压延,且所述的压延辊的运转速度为500~750cm/min、副辊为550~750 cm/min、辊台为550~800 cm/min、主传动为800~1200cm/min,然后进入辊台;c:辊台上的软化火枪对玻璃进行边部加热,使边部玻璃保持高温,从而避免辊台上出现损坏,然后进入退火窑;d:玻璃进入退火窑退货后,冷却成品;所述的退火窑退火曲线a1区温度:边部500~600℃、中间500~650℃;a2区温度:边部500~550℃、中间500~620℃;b区温度:边部400~500℃、中间400~550℃;c区温度:边部300~400℃、中间300~450℃。
19.上述的的各分区为一般退火窑的通用分区,实际中可以根据实际的需求针对各品种的玻璃板对退火曲线的要求进行设置,所以各品种在各分区都有各自的特定温度。
20.本发明通过上述装置可以根据装置的设置实现辊台上的加热,且对分区进行退火,整体实现光伏玻璃的超宽幅面高透光率。
21.所述的守砖6为复合式耐火砖包括形状大小与耐火材料守砖配合的不锈钢外壳,所述的耐火材料守砖放置在不锈钢外壳601内,不锈钢外壳601的一侧固定设置有调节把手602,所述的调节把手602上开设置有多个定位孔603,还包括有调节装置底座606,所述的调节装置底座606上水平设置有位置调节丝杠604和滑动块605,滑动块605上设置有丝孔,位置调节丝杠穿过滑动块的丝孔螺接;调整装置带有调整把手初始定位及角度调整系列孔,可以调整守砖初始定位,从而使得调整宽度范围进一步扩大,此处可以通过调节装置很好
的实现对守砖的位置和角度的灵活准确快速的调整,为生产宽幅玻璃提供基础的准备。具体参见现有已经公开的专利cn202022132446.3 一种玻璃板宽调整装置,具体的结构和原理在此不再赘述。将守砖设计有专用的连接孔及前后运动机构并通过螺栓连接成一体,可以加大玻璃板宽调整幅度。
22.所述的吊砖保温装置包括吊架402和吊砖403构成,所述的吊架402顶部设置有吊孔404,两端分别设置有吊砖把手401;通过吊架和吊孔的设置,可以方便快速的通过吊机对吊砖保温装置进行安装和拆除,很好的实现了对玻璃的初步保温,而且用专用的吊装架装上保温砖,整体通长地改在方砖之上,弥补通道玻璃熔液流动状态改变带来的热量变化及生产超宽幅面玻璃板边部由于热量损失带来的缺陷。
23.所述的压延机上的压延辊的辊长比原装辊的长度长100~400mm,且压延辊上设置有由正三棱锥台组成的浅花纹703。
24.所述的不锈钢壳体的一侧或两侧壁包含有弧形缺失部。弧形缺失部可以使整体结构更加轻盈的同时,方便守砖与不锈钢壳体的拆卸和安装,提高效率。
25.所述的弧形缺失部的半径为100-200mm。所述的不锈钢壳体的厚度5-50mm。可以根据实际的需求进行选择,即实际的需求进行选择,使其既能够满足需求,又能够节省原料,减轻重量。
26.玻璃底面花纹的正三棱锥台按横向和纵向有序排列,立体花型的相互间隙为0.02~0.2mm。所述的正三棱锥台底面边长为0.6~1.5mm,顶面边长为0.4~1.0mm,光滑连接圆弧半径0.15~1.20mm,锥台高0.05~0.20mm; 通过花纹的设置及设计加长的带有浅花纹的压延辊可以减少花纹深度,以生产浅花纹玻璃,进而增加玻璃的光透过率。
27.所述的软化火枪包括火枪调整支架809,火枪调整支架上固定设置有火枪管802,火枪管802的一端固定设置火枪头801,另一端分别与燃气管道和压缩空气管道连通,所述的燃气管道上设置有燃气减压阀804、燃气压力表808和燃气阀门806,所述的压缩空气管道上设置有压缩空气气阀门805、压缩空气减压阀803和空气压力表807。通过软化火枪的设置,可以防止工艺的变化带来的玻璃板带翘起。
28.本发明实际使用时,具体过程如下,光伏压延玻璃的热端生产流程:熔炉—横通路—支通路—溢流口—压延成型—退火窑退火等。由于传统市场用户对玻璃板片宽度的要求、传统设计及安装等原因,溢流口的宽度是有一定要求的,相对应的成型设备大体上也是配套制作使用的,多年的生产也就有相应较成熟的工艺条件,但是由于玻璃生产的特殊性及对温度的严格要求,一旦生产超宽幅面的玻璃板片,除了不计成本的单幅面生产,如果是双幅面其生产就无法实现。要想满足现在市场用户对超宽幅面的大量需要就必须从设备设施到工艺条件的多方改进,为便于说明,现在以2.5mm厚度的超宽玻璃板的生产来作一详细说明。
29.异形耐火方砖3的安装。方砖是连接池炉支通路与溢流口的关键,支通路两侧的一对方砖也是决定整个溢流口宽度的关键,将原来的方砖去掉,安装异形耐火方砖,使方砖内端面301与支通路内部平稳连接,而使方砖外端面302与守砖601平稳连接,确认正常,这样在利用方砖内侧面303的圆弧面,使整个构造平滑、稳定,没有滞留玻璃造成温度不一致的空间,玻璃熔液流动顺畅,保证了玻璃生产均匀性、一致性的正常需要。由于是异形结构,外端面在宽度方面减少250mm左右,两侧总共可以使宽度增加500mm左右。由于这里的温度在
1200℃以上,为防止方砖骤热出现裂纹,固安装前要预热。
30.守砖6及调整一体化装置安装。超宽幅面玻璃板需要守砖及调整一体化装置有较大的调整空间,而在本发明中,利用调整装置带有调整把手初始定位及角度调整系列孔603,可以先将其最内侧的孔位用螺栓固定于调整支座上,这样可以使守砖的初始位置大大增宽,然后还可以通过调整把手602、位置调节丝杠604、活动快605、调节装置底座606从而使得调整宽度范围进一步扩大。
31.吊砖保温装置3的安装。其主要作用是保证溢流口玻璃熔液的温度,满足超宽玻璃尤其是其边部由于热量不足带来的缺陷。将吊砖块403串到吊砖骨架402上,利用吊孔404将吊砖保温装置3吊到溢流口的上面进行预热,到一定程度后,再借助于吊砖把手401将其放到异形耐火方砖3上,这样就很好地遮挡了热量的散发, 使整个溢流口的玻璃熔液的温度比覆盖前上升20~30℃,保证了生产对温度的需要。
32.利用安装加长的带浅花纹压延辊的压延机7。压延辊改装后,加长了100~400mm宽,压延辊的花型采用浅花纹,浅花纹正三棱锥台底面边长为0.6~1.5mm,顶面边长为0.4~1.0mm,光滑连接圆弧半径0.15~1.20mm,锥台高0.05~0.20mm;玻璃底面花纹的正三棱锥台按横向和纵向有序排列,立体花型的相互间隙为0.02~0.2mm。这样一方面保证了对超宽幅面的需要,同时也增加了玻璃板片对光的透过率。
33.软化火枪8的安装与调整。通过对光伏玻璃长期的生产认识可以知道,在溢流口玻璃熔液温度一定的前提下,玻璃板带的生产,一个靠压杠的压力,另一个是靠拽即整体牵引率的增大来实现,但是牵引率增大后新的问题是玻璃板带易出现悬空状态即翘起现象,导致板面上新的缺陷产生。安装软化火枪装置8后,通过加热时发硬的玻璃变软重新落到传送辊上,平稳进入退火窑进行退火。
34.生产工艺条件参数的开发。设备设施等的安装是前提条件,而利用这些硬件开发出适合于每一个品种、厚度、规格的产品就需要开发各自的生产工艺条件参数。通过摸索与总结,基本如下:压延辊的运转速度为500~750cm/min、副辊为550~750 cm/min、辊台为550~800 cm/min、主传动为800~1200cm/min。
35.退火窑退火曲线a1区温度:边部500~600℃、中间500~650℃;a2区温度:边部500~550℃、中间500~620℃;b区温度:边部400~500℃、中间400~550℃;c区温度:边部300~400℃、中间300~450℃。
36.通过设备设施及相关工艺条件等的开发,超宽幅面高透过率的光伏玻璃板得以实现,玻璃板双幅生产的单片宽度可以达到1200mm(原来最宽1048mm)以上,有效宽度达到2500以上,清边损失降到5.8%,满足了市场需求,降低了生产成本;另一方面,光透过率可以达到91.7%~91.8%,比一般光伏玻璃板增加0.2个百分点。
37.本技术设计一套特殊设计的异形耐火方砖:既可以实现里面与支通路边缘耐火砖的平稳转接,又能满足在溢流口变宽后与守砖的平稳过渡,同时玻璃熔液又能平稳流动不出异常。设计一套吊砖保温装置:用专用的吊装架装上保温砖,整体通长地改在方砖之上,其作用是弥补通道玻璃熔液流动状态改变带来的热量变化及生产超宽幅面玻璃板边部由于热量损失带来的缺陷。设计一种守砖及调整一体化装置:将守砖设计有专用的连接孔及前后运动机构并通过螺栓连接成一体,可以加大玻璃板宽调整幅度。设计加长的带有浅花
纹的压延辊:减少花纹深度,以生产浅花纹玻璃,增加透过率。设计专门的火枪加热装置,防止工艺的变化带来的玻璃板带翘起。本技术通过开发超宽幅面玻璃板生产工艺参数,从而很好的满足超宽幅面玻璃板大量生产需要。
38.在本发明的描述中,需要说明的是,对于方位词,如有术语
“ꢀ
中心”,
“ꢀ
横向”、
“ꢀ
纵向”、
“ꢀ
长度”、
“ꢀ
宽度”、
“ꢀ
厚度”、
“ꢀ
上”、
“ꢀ
下”、
“ꢀ
前”、
“ꢀ
后”、
“ꢀ
左”、
“ꢀ
右”、 竖直”、
“ꢀ
水平”、
“ꢀ
顶”、
“ꢀ
底”、
“ꢀ
内”、
“ꢀ
外”、
“ꢀ
顺时针”、
“ꢀ
逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本发明的具体保护范围。
39.需要说明的是,本技术的说明书和权利要求书中的术语
“ꢀ
第一”、
“ꢀ
第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例。此外,术语
“ꢀ
包括”和
“ꢀ
具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
40.注意,上述仅为本发明的较佳实施例及运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行较详细的说明,但本发明不限于这里所述的特定实施例,在不脱离本发明构思的情况下,还可以包括更多其他等有效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。