1.本技术涉及导电材料生产的技术领域,尤其是涉及一种氢燃料电池炭纤维纸的生产装置及生产工艺。
背景技术:
2.氢燃料电池是将氢气和氧气的化学能直接转换成电能的新型能量转换装置。其基本原理是电解水的逆反应,把氢和氧分别供给阳极和阴极,氢通过阳极向外扩散和电解质发生反应后,放出电子通过外部的负载到达阴极。根据电解质的不同,可将燃料电池分为碱性燃料电池、磷酸型燃料电池、熔融炭酸盐燃料电池、固体氧化物燃料电池及质子交换膜燃料电池等。
3.质子交换膜氢燃料电池由于工作温度低、启动快、比功率高、结构简单、操作方便,被广泛应用于汽车和航空航天领域。氢燃料电池的气体扩散层在电极中不仅起着支撑催化剂层、稳定电极结构的作用,还能为电极反应提供气体通道、电子通道和排水通道等,是氢燃料电池的重要组成部件。气体扩散层的基底材料主要有炭纤维纸、炭布、非织造布、炭黑纸等,其中炭纤维纸以优异的导电性、极佳的气体扩散效果和稳定的物理化学性能成为气体扩散层的优选材料。
4.针对上述中的相关技术,发明人发现由于炭纤维纸自身脆性大、强度低的特性,炭纤维纸作为气体扩散层的基底材料容易发生断裂,使得气体扩散层失效,继而使得电池报废无法使用,存在炭纤维纸脆性大、强度低的问题。
技术实现要素:
5.为了改善炭纤维纸脆性大、强度低的问题,本技术提供一种氢燃料电池炭纤维纸的生产装置及生产工艺。
6.第一方面,本技术提供的一种氢燃料电池炭纤维纸的生产装置采用如下的技术方案:一种氢燃料电池炭纤维纸的生产装置及生产工艺,包括用于对炭纤维纸进行加热预压的固化设备以及用于对炭纤维纸进行对压的热压设备;所述固化设备包括固化机座、转动安装在所述固化机座上的上传送带和下传送带、依次设置在固化机座上的多个加热装置以及安装在所述加热装置之间的多个预压装置,所述上传送带与所述下传送带带动其承载面上的炭纤维纸在固化设备内移动,所述上传送带和所述下传送带穿设在所述加热装置以及预压装置之间。
7.通过采用上述技术方案,在对炭纤维纸进行加工时,首先将炭纤维纸放卷,然后操作人员将炭纤维纸递入加热设备内进行加热和预压,并在预压结束后进入热压设备内进行对压即可。上传送带和下传送带夹持炭纤维纸在加热装置和热压装置之间移动,实现固化设备对炭纤维纸上酚醛树脂的加热固化,提高其固化程度,从而提高炭纤维纸的炭收率。热压设备对炭纤维纸进行对压,将炭纤维纸的厚度从600μm降低到150-200μm。使炭纤维纸内
的分子贴合更加紧密,提高了炭纤维纸的自身强度和韧性,降低了炭纤维纸发生断裂的风险。改善炭纤维纸脆性大强度低的问题。
8.可选的,所述加热装置包括第一加热装置、第二加热装置、第三加热装置以及第四加热装置,所述预压装置包括第一预压装置以及第二预压装置,所述第一预压装置位于所述第二加热装置和第三加热装置之间,所述第二预压装置位于所述第三加热装置和第四加热装置之间;所述第一加热装置、所述第二加热装置、所述第三加热装置以及所述第四加热装置单独进行温度控制,设定最高温度均为220℃,所述第一加热装置的加热温度为60-80℃,所述第二加热装置的加热温度为80-100℃,所述第三加热装置的加热温度为100-140℃,所述第四加热装置的加热温度为140-180℃。
9.通过采用上述技术方案,通过将加热装置的数量设置为四个,并沿炭纤维纸的移动方向将温度逐级调高,实现炭纤维纸在固化装置内的逐级加热,降低温度过高或者过低对酚醛树脂固化的影响,降低酚醛树脂固化不完全或者在炭纤维纸流动的现象发生,提高炭纤维纸的密度和均匀性,提高酚醛树脂在炭纤维纸上的固化程度。预压装置对炭纤维纸进行初始预压降低炭纤维纸的厚度,便于后期热压设备对炭纤维纸的对压,降低炭纤维纸内的纤维被压断的风险,提高炭纤维纸作用的稳定性。
10.可选的,所述固化设备还包括罩设在所述固化机座上的排气装置,所述排气装置包括罩设在所述固化机座上的排气罩、固定安装在所述排气罩上的多个排气管以及固定安装在所述排气管内部的排气风扇。
11.通过采用上述技术方案,在排气扇驱动作用下,排气装置将炭纤维纸固化过程中产生的废气及时排出,降低废气对生产人员的影响,多个排气管提高排气装置的排气效率。
12.可选的,所述上传送带以及所述下传送带均为特氟龙带。
13.通过采用上述技术方案,特氟龙带具有良好的抗粘性、耐热性、抗老化性、以及较长的使用寿命,降低炭纤维纸再预压过程中粘附在上传送带或下传送带上的风险,同时提高上传送带或下传送带的使用寿命,也降低上传送带或下传送带受热变形的风险。
14.可选的,所述热压设备包括热压机座、转动安装在所述热压机座上的加热辊、调节所述加热辊位置的液压油缸以及显示热压设备工作状态的状态显示器,所述液压油缸安装在所述加热辊的两端,且所述液压油缸可单独调压。
15.通过采用上述技术方案,利用液压油缸控制两加热辊之间的压力,即调整对夹持在两加热辊之间的炭纤维纸的作用力,保证对炭纤维纸的对压效果,单独控制的液压油缸还可根据实际需求调整两加热辊之间的平行度,提高炭纤维纸厚度的均匀度。
16.可选的,还包括冷却设备,所述冷却设备安装在所述热压设备远离所述固化设备的一侧,所述冷却设备包括冷却机座、转动安装在所述冷却机座上的冷却辊,所述冷却辊的数量设置为多个,炭纤维纸绕设在所述冷却辊上。
17.通过采用上述技术方案,冷却辊对绕设在其外壁的炭纤维纸进行降温,使得经过预热、预压以及对压的炭纤维纸及时降温,方便炭纤维纸的收卷包装,降低炭纤维纸后期收纳过程中发生粘结的风险。
18.可选的,还包括检测设备,所述检测设备位于所述热压设备远离所述固化设备的一侧,所述检测设备包括表面缺陷检测装置以及厚度检测装置。
19.通过采用上述技术方案,利用表面缺陷检测装置对炭纤维纸的破损、凹点、凸点、
斑块、色差、异物、划痕、孔洞、粗糙、褶皱进行检测,保证加工后炭纤维纸的产品质量。利用厚度检测装置对加工后的炭纤维纸进行检测,保证炭纤维纸厚度的均匀度以及精准度,还可通过检测出的炭纤维纸厚度参数及时对前面的固化设备和加热装置进行调整,提高成品率。
20.可选的,所述表面缺陷检测装置包括照射在炭纤维纸两侧的光源灯、用于采集炭纤维纸表面数据信息的相机、对所述相机采集的数据信息进行编译的编码器、将所述编码器传递的信号转化为图像的图像处理器以及用于显示炭纤维纸图像的图像显示器,所述编码器与所述相机信号连接,所述图像处理器与所述编码器信号连接。
21.通过采用上述技术方案,炭纤维纸两侧的光源灯对炭纤维纸进行照射,提高炭纤维纸表面的曝光量,方便对炭纤维纸表面的缺陷进行观察,相机对炭纤维纸表面的状况进行拍摄,并传送到编码器内进行处理,编码器将相机传送的模拟信号转化为数字信号并传递至图像处理器内,且在图像显示器上进行显示,方便质检人员的观察。
22.可选的,所述表面缺陷检测设备还包括将采集的图像与良品图像进行对比并识别缺陷的中央处理器以及用于对炭纤维纸的缺陷位置进行标记的标签机、所述中央处理器与所述图像处理器信号连接、所述中央处理器还与所述标签机信号连接,控制所述标签机的打标。
23.通过采用上述技术方案,中央处理器对采集的图像进行缺陷判定,然后控制标签机对炭纤维纸的缺陷处进行标记,方便后期及时发现炭纤维纸的缺陷,并将其剔除,保证用于制作气体扩散层的炭纤维纸结构完好。
24.第二方面,本技术提供这一种氢燃料电池炭纤维纸生产装置的生产工艺采用如下的技术方案:一种氢燃料电池炭纤维纸的生产装置及生产工艺,包括s1:放卷,使用放卷设备对待加工的炭纤维纸卷进行放卷,并将炭纤维纸两侧的薄膜进行剥离;s2:固化,将炭纤维纸卷在上传送带和下传送带之间进行传送,并利用加热装置对炭纤维纸进行加热,利用预压装置对炭纤维纸进行预压;s3:热压,驱动两加热辊转动对夹持在两加热辊之间的炭纤维纸进行对压;s4:冷却,驱动冷却辊转动,对绕设在冷却辊上的炭纤维纸进行冷却;s5:检测,利用检测设备,检测加工后炭纤维纸的缺陷以及炭纤维纸的厚度;s6:收卷,使用收卷设备对加工后的炭纤维纸进行收卷包装。
25.通过采用上述技术方案,经过该工艺处理后的炭纤维纸具备优良的透气性能,使燃料气体和氧化性气体能顺利扩散到电极上,且均匀分布于催化剂层中,形成最大的电化学反应面积,最大限度地发挥催化剂的作用,进而提高电池效率,节约电池成本。经过该工艺处理后的炭纤维纸具备优良的强度性能,使其具有优良的抵抗变形和断裂的能力,保持电池使用的稳定性,提高电池寿命。优良的导电性能,以便为电子传输提供通道使电子顺利导出,炭纤维纸的优异导电性能可使燃料电池发挥出更高效率。优良的柔韧性,韧性强有利于大规模的连续工业化生产和运输,在制作电极的过程中不易被损坏,提高电池的整体寿命。柔韧性良好的炭纤维纸更利于加工制作,即使是发生损伤后也能有效制止新破坏源生成,延长电极寿命,进一步降低成本。优良的孔径分布,有利于反应气和生成水的顺利传递,提高排水性,有效供应气流,产生更好的电池性能。提高燃料电池的极限电流密度、液态水相饱和度、气体有效扩散因子从而提高电池的输出性能。
26.综上所述,本技术包括以下至少一种有益技术效果:热压设备对炭纤维纸进行对压,将炭纤维纸的厚度从600μm降低到150-200μm,提高了炭纤维纸的自身强度和韧性,降低了炭纤维纸发生断裂的风险,改善炭纤维纸脆性大强度低的问题;通过将加热装置的数量设置为四个,并沿炭纤维纸的移动方向将温度逐级调高,实现炭纤维纸在固化装置内的逐级加热,降低温度过高或者过低对酚醛树脂固化的影响,降低酚醛树脂固化不完全或者在炭纤维纸流动的现象发生,提高炭纤维纸的密度和均匀性,提高酚醛树脂在炭纤维纸上的固化程度。预压装置对炭纤维纸进行初始预压降低炭纤维纸的厚度,便于后期热压设备对炭纤维纸的对压,降低炭纤维纸内的纤维被压断的风险,提高炭纤维纸作用的稳定性;通过在固化机座上罩设排气装置,在排气扇作用下排气装置将炭纤维纸固化过程中产生的废气及时排出,降低废气对生产人员的影响,两排气管提高排气装置的排气效率。
附图说明
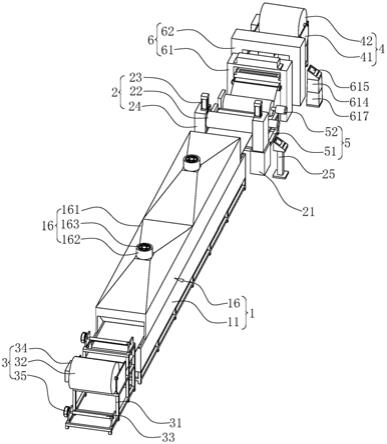
27.图1是本技术实施例的整体结构示意图。
28.图2是本技术实施例为展示固化设备的结构示意图。
29.图3是本技术实施例为展示表面缺陷检测装置的结构示意图。
30.附图标记说明:1、固化设备;11、固化机座;12、上传送带;13、下传送带;14、加热装置;141、第一加热装置;142、第二加热装置;143、第三加热装置;144、第四加热装置;15、预压装置;151、第一预压装置;152、第二预压装置;16、排气装置;161、排气罩;162、排气管;163、排气扇;2、热压设备;21、热压机座;22、加热辊;23、液压油缸;24、微调机构;25、状态显示器;3、放卷设备;31、放卷机座;32、放卷辊;33、收卷辊;34、张力控制器;35、磁粉制动器;4、收卷设备;41、收卷机座;42、收卷轴;5、冷却设备;51、冷却机座;52、冷却辊;6、检测设备;61、表面缺陷检测装置;611、光源灯;612、相机;613、编码器;614、图像处理器;615、图像显示器;616、标签机;617、中央处理器;62、厚度检测装置。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种氢燃料电池炭纤维纸的生产装置及生产工艺。
33.参照图1和图2,一种氢燃料电池炭纤维纸的生产装置及生产工艺包括沿炭纤维纸处理加工过程依次设置的放卷设备3、固化设备1、热压设备2、冷却设备5、检测设备6以及收卷设备4。
34.放卷设备3包括固定放置在地面的放卷机座31、固定安装在所述放卷机座31侧壁的多个磁粉制动器35、通过联轴器固定安装在磁粉制动器35输出轴上的放卷辊32和收卷辊33以及与磁粉制动器35信号连接的张力控制器34,放卷辊32和收卷辊33远离磁粉制动器35的端部均套设有轴承,并与放卷机座31固定安装,收卷辊33的数量为2个,且分别位于放卷辊32的两侧。
35.放卷设备3在使用时,将炭纤维纸卷固定安装在放卷辊32上,张力控制器34上的传感器获取放卷辊32的张力数据,并与设定数据进行对比得出偏差,然后向磁粉制动器35发
出控制信号,控制磁粉制动器35的转矩和转速,继而控制放卷辊32的转速和转矩,实现炭纤维纸卷的放卷,磁粉制动器35控制放卷速度、张力的平衡稳定;然后将炭纤维纸卷两侧的薄膜绕设固定在收卷辊33上,利用磁粉制动器35控制收卷辊33进行转动,实现炭纤维纸两侧保护膜的收卷。张力控制器34对磁粉制动器35进行控制,控制其放卷速度,降低因放卷工程中炭纤维纸卷的惯性导致的退绕速度过快的风险。
36.放卷机座31上设置有epc超声波伺服纠偏系统,有效纠偏行程为
±
50mm,由校正超声波传感器,电驱动器和偏差引导机构组成。这四个组件共同构成一个闭环控制系统。校正传感器检测炭纤维纸卷的边缘位置,读取炭纤维纸卷实际位置与设置位置的偏差,将偏差转换为与设置位置成比例的电压信号,然后将信号发送到控制器。控制器将信号放大并校准,然后将信号输出到电动驱动器。电驱动器根据输入信号的大小驱动校正引导机构以执行校正动作,并将线圈引导至预设位置。epc超声波伺服纠偏系统,提高了炭纤维纸输入至固化设备1的精度,提高炭纤维纸后期的处理效果。
37.固化设备1包括固定放置在地面的固化机座11、转动安装在固化机座11上的上传送带12和下传送带13、依次设置在固化机座11上的多个加热装置14、安装在加热装置14之间的多个预压装置15以及罩设在固化机座11上的排气装置16,排气装置16包括罩设在固化机座11上的排气罩161、焊接连接在排气罩上的多个排气管162以及焊接安装在排气管162内部的排气风扇163。
38.排气装置16的两个排气管162将固化设备1分为两端进行排气,且两排气管162通过管道接入工厂的总排气管中,排气装置16采用sus304钣金连接制作而成。排气风扇将固化过程产生的废气吸入排气管162内,并通过工厂的总排气管排出,降低废气对生产人员的影响,两排气管162提高排气装置16的排气效率。
39.本技术实施例中加热装置14选用烘箱加热,加热装置14的加热方式为红外加热或者电阻丝加热,本技术实施例中,以红外加热为例进行说明,红外加热具有热传递直接简单、生产热效率高、制造成本低的特点,节约资源,降低生产成本。优选的,加热装置14的数量设置为4个,且分别为第一加热装置141、第二加热装置142、第三加热装置143以及第四加热装置144。第一加热装置141、第二加热装置142、第三加热装置143以及第四加热装置144单独温控,最高温度为220℃,第一加热装置141的加热温度为60-80℃,第二加热装置142的加热温度为80-100℃,第三加热装置143的加热温度为100-140℃,第四加热装置144的加热温度为140-180℃。
40.预压装置15的数量为2个,且分别为第一预压装置151和第二预压装置152,第一预压装置151位于第二加热装置142和第三加热装置143之间,第二预压装置152位于第三加热装置143和第四加热装置144之间;第一预压装置151以及第二预压装置152均有一对相互贴紧的钢辊制成,优选的,钢辊的尺寸为φ300*1100mm,材质为45钢,壁厚为25mm,钢辊表面镀有硬铬,且钢辊的两端安装有轴承,钢辊通过轴承与固化机座11转动连接,轴承的型号为6016轴承。第一预压装置151和第二预压装置152对炭纤维纸进行软压,提高酚醛树脂的固化效果,方便后期热压设备2对炭纤维纸的硬压,降低硬压过程中,酚醛树脂在炭纤维纸表面发生流动的风险。
41.上传送带12与下传送带13的材质为特氟龙带,炭纤维纸夹持在上传送带12与下传送带13两相互靠近的侧壁上,上传送带12和下传送带13穿设在加热装置14以及预压装置15
之间。特氟龙带具有良好的抗粘性、耐热性、抗老化性。可适应加热装置14的高温和预压装置15的预压,且具有较长的使用寿命,无需频繁更换。
42.由于炭纤维纸内含有酚醛树脂粘合剂,在对压处理之前,需要对酚醛树脂进行固化处理,以提高炭纤维纸的炭收率。固化处理时,炭纤维纸夹持在上传送带12和下传送带13之间,上传送带12和下传送带13在电机驱动作用下,带动炭纤维纸依次穿过第一加热装置141、第二加热装置142、第一预压装置151、第三加热装置143、第二预压装置152和第四加热装置144。加热装置14实现炭纤维纸在固化装置内的逐级加热,降低温度过高或者过低对酚醛树脂固化的影响,降低酚醛树脂固化不完全或者在炭纤维纸流动的现象发生,提高炭纤维纸的密度和均匀性,提高酚醛树脂在炭纤维纸上的固化程度。预压装置15对炭纤维纸进行初始预压降低炭纤维纸的厚度,便于后期热压设备2对炭纤维纸的对压,降低炭纤维纸内的纤维被压断的风险,提高炭纤维纸作用的稳定性。
43.热压设备2包括热压机座21、固定安装在热压机座21上的多个液压油缸23、通过轴承转动安装在液压油缸23端部的加热辊22、用于调节加热辊22的微调机构24以及显示热压设备2工作状态的状态显示器25,液压油缸23安装在加热辊22的两端,且两端的液压油缸23可单独调压。加热辊22的加热方式为电磁加热,热压钢辊的工作温度在180-200℃,优选的,加热辊22的数量为两个,且外壁相互抵接,炭纤维纸夹持在两加热辊22之间进行对压,实现炭纤维纸厚度的降低。
44.微调机构24调整加热辊22的位置时,电机带动螺杆转动,螺杆推动楔块发生移动,楔块作用在加热辊22上,实现两加热辊22之间的间隙可控、可测,且微调机构24的微调精度为
±
1μm。且微调机构24设置有上下限报警功能,当微调机构24的位移超过预设移动范围时,微调机构24会发出警报。
45.利用液压油缸23控制两加热辊22之间的压力,即调整对夹持在两加热辊22之间的炭纤维纸的作用力,保证对炭纤维纸的对压效果,单独控制的液压油缸23还可根据实际需求调整两加热辊22之间的平行度,提高炭纤维纸厚度的均匀度。微调机构24对加热辊22的位置进行细微调整,提高炭纤维纸对压后的厚度精度。对压后的炭纤维纸厚度从600μm降低到150-200μm,厚度得到减薄,密度增加,厚度均匀性进一步提高。
46.冷却设备5包括冷却机座51以及通过轴承转动安装在冷却机座51上的多个冷却辊52,冷却辊52的冷却方式为循环水冷却,优选的,冷却辊52的数量设置为2个,炭纤维纸依次绕设在两冷却辊52上。循环水冷却辊52的冷却辊52降温效果显著,使用成本低、节约水资源,且还可根据实际生产需求调整冷却水温度,通用性强。多个冷却辊52对炭纤维纸进行冷却,提高了冷却效果。冷却设备5对炭纤维纸进行冷却,方便炭纤维纸的收卷包装,降低炭纤维纸后期收纳过程中发生粘结的风险。
47.参照图1和图3,检测设备6包括表面缺陷检测装置61和厚度检测装置62。表面缺陷检测装置61包括照射在炭纤维纸两侧的光源灯611、用于对炭纤维纸表面进行拍照的相机612、与相机612信号连接的编码器613、与编码器613信号连接的图像处理器614和图像显示器615、与图像处理器614信号连接的标签机616以及与图像处理器614信号连接的中央处理器617。
48.光源灯611对炭纤维纸进行照射,提高炭纤维纸表面的曝光量,相机612对炭纤维纸表面的状况进行拍摄,并传送到编码器613内进行处理,编码器613对相机612采集的数据
进行处理,将相机612传送的模拟信号转化为数字信号并传递至图像处理器614内。图像处理器614接收编码器613的数字信号,将其转化为图像,并传递至图像显示器615进行图像显示方便质检人员的观察。中央处理器617将采集的图像与良品图像进行对比并识别缺陷,当识别到缺陷时,中央处理器617对标签机616发出控制信号,控制标签机616在炭纤维纸的缺陷处进行打标,方便使用人员将其剔除。表面缺陷检测装置61对炭纤维纸的破损、凹点、凸点、斑块、色差、异物、划痕、孔洞、粗糙、褶皱进行检测,保证加工后炭纤维纸的产品质量。
49.厚度检测装置62采用β射线在线测厚仪,是非接触式仪器,在使用过程中不用担心它会损坏产品,无辐射,对人体无损伤。且厚度检测系统的管理软件是工作于windows操作平台的应用软件包,界面友好,功能强大,可自动产生并打印卷报表、班报表、日报表;支持tcp/ip通讯协议,可于接入企业网;能实时显示材料厚度、材料厚度历史曲线。
50.本技术实施例还公开一种氢燃料电池炭纤维纸生产装置的生产工艺,包括:s1:放卷,将炭纤维纸卷安装在放卷辊32上,然后将炭纤维纸卷两侧的薄膜端部固定在两收卷辊33上,张力控制器34根据其自身传感器获取的张力信号对磁粉制动器35进行控制,及时调整磁粉制动器35的转动速度,实现控制放卷;s2:固化,将炭纤维纸卷在上传送带12和下传送带13之间进行传送,并利用加热装置14对炭纤维纸进行加热,利用预压装置15对炭纤维纸进行预压;s3:热压,驱动两加热辊22转动对夹持在两加热辊22之间的炭纤维纸进行对压;s4:冷却,驱动冷却辊52转动,对绕设在冷却辊52上的炭纤维纸进行冷却;s5:检测,利用检测设备6,检测加工后炭纤维纸的缺陷以及炭纤维纸的厚度;s6:收卷,将炭纤维纸的端部与收卷轴42固定,然后驱动收卷轴42转动,将加工检验完毕的炭纤维纸进行收卷包装。
51.本技术实施例一种氢燃料电池炭纤维纸的生产装置及生产工艺的实施原理为:在利用生产装置对炭纤维纸进行挤压处理时,将待加工的炭纤维纸卷固定安装在放卷辊32上,利用放卷设备3对炭纤维纸卷进行放卷,并对两侧的保护膜进行收卷;然后炭纤维纸在固化设备1内进行预热预压处理,实现酚醛树脂的固化,提高炭纤维纸的炭收率;之后将固化处理后的炭纤维纸引入热压设备2内进行热压,将炭纤维纸压薄,提高其强度和柔韧性;并利用冷却设备5对炭纤维纸进行冷却降温;再然后使用检测设备6对加工处理后的炭纤维纸表面缺陷和厚度进行检测,提高产品的生产质量;最后利用收卷设备4对炭纤维纸进行收卷包装即可。利用该生产装置对炭纤维纸进行处理,将炭纤维纸的厚度降低,使炭纤维纸内的分子贴合更加紧密,提高了炭纤维纸的自身强度和韧性,降低了炭纤维纸发生断裂的风险,改善炭纤维纸脆性大强度低的问题。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
