1.本实用新型涉及棉签生产的技术领域,具体涉及一种净化棉签全自动压合设备。
背景技术:
2.棉签,又称为擦拭棒。棉签是裹有少许消毒棉花的较火柴棍儿稍大的小木棍或塑料棒,主要用于医疗中涂抹药水,吸附脓血等等。其中,无尘擦拭棉签采用封边收口技术使无尘布或净化棉压合在硬质塑料手柄的头部位置上,避免了使用粘合剂所带来的污染和具有防静电的优点,从而在电子产品领域使用广泛。
3.在棉签无尘布压合生产过程中,通常会采用棉签手柄板放入棉签无尘布压合设备中,使多个棉签手柄头部位置同时压合上无尘布,以提高生产效率。现有棉签无尘布压合设备多为半自动化设备,需要人工把棉签手柄板放入压合装置中,生产效率低下,并且具有一定的危险性。
技术实现要素:
4.为了克服上述现有棉签无尘布压合设备,需要人工把棉签手柄放入压合装置中,生产效率低下,并且具有危险性的技术缺陷,本实用新型提供一种净化棉签全自动压合设备。
5.为了解决上述问题,本实用新型按以下技术方案予以实现的:
6.本实用新型所述一种净化棉签全自动压合设备,包括:安装机架以及安装在安装机架上的棉签杆下料装置、送料装置、无尘布送进装置和热压合装置,所述棉签杆下料装置,包括底部设有下料口的棉签杆储料盒、限位件和下料气缸组,所述棉签杆储料盒内存放棉签杆板,并通过限位件限制棉签杆板掉落,下料气缸组通过伸缩运动使限位件移动或发生形变,棉签杆板下落到送料装置上;所述送料装置,包括棉签杆限位架和送料驱动组件,所述送料驱动组件驱动棉签杆限位架上的棉签杆板输送到热压合装置内;所述无尘布送进装置包括净化棉卷和送进组件,所述送进组件把净化棉卷的净化棉送进热压合装置内棉签杆板的头部位置;所述热压合装置包括热压合模组和压合驱动组件,所述压合驱动组件驱动热压合模组进行开合动作,把净化棉压合在棉签杆板头部位置。
7.进一步的,所述送料装置包括导轨和适配导轨的移动座,所述移动座安装在导轨上;所述棉签杆限位架固定安装在移动座上;所述移动座在驱动组件驱动下,沿导轨上做直线运动。
8.进一步的,所述限位件为弹性卡件;所述弹性卡件安装在下料口处,用于限制棉签杆板从下料口落下;所述下料气缸组安装在送料装置的移动座上,所述下料气缸组的伸出动作顶开弹性卡件,棉签杆板下落到移动座上的棉签杆限位架上。
9.进一步的,所述送料装置包括三个移动座。
10.进一步的,所述净化棉卷包括上棉卷和下棉卷,所述送进组件包括牵引轮,所述牵引轮设置在热压合装置后,所述上棉卷的一端和牵引轮连接,所述下棉卷的一端和牵引轮
连接。
11.进一步的,所述热压合模组包括上压合模和下热压合模,所述压合驱动组件为气动驱动组件,所述气动驱动组件与上压合模连接。
12.进一步的,所述热压合模组还包括下定位件,所述定位件适配棉签杆板,用于防止棉签杆板在压合过程中移动。
13.进一步的,所述气动驱动组件还包括导向组件,所述导向组件与上压合模连接,所述导向组件为线性导轨或导向柱。
14.与现有技术相比,本实用新型的有益效果是:
15.通过在全自动压合设备的安装机架上设置棉签杆下料装置、送料装置、无尘布送进装置和热压合装置,棉签杆板从棉签杆下料装置开始下料,然后送料装置输送棉签杆板进热入压合装置中进行压合,实现棉签杆头压合净化棉自动化生产,生产效率高和安全性好。
附图说明
16.下面结合附图对本实用新型的具体实施方式作进一步详细的说明,其中:
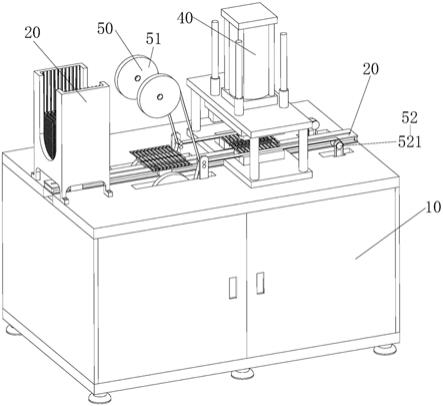
17.图1是本实用新型所述净化棉签全自动压合设备的一种实施方式的结构示意图一;
18.图2是本实用新型所述净化棉签全自动压合设备的一种实施方式的结构示意图二;
19.图3是本实用新型所述净化棉签全自动压合设备的图1中a处的局部放大图三;
20.图4是本实用新型所述净化棉签全自动压合设备的图1中b-b向的结构剖视图四;
21.图5是本实用新型所述净化棉签全自动压合设备的图4中c处的局部放大图五。
22.图中:
23.10-安装机架、20-棉签杆下料装置、30-送料装置、40-热压合装置、50-无尘布送进装置;
24.21-棉签杆储料盒、22-限位件、23-下料气缸组;
25.31-棉签杆限位架、32-送料驱动组件、33-导轨、34-移动座;
26.41-热压合模组、42-压合驱动组件;
27.411-上压合模、412-下热压合模、413-定位件;
28.421-导向组件;
29.51-净化棉卷、52-送进组件;
30.521-牵引轮。
具体实施方式
31.以下结合附图对本实用新型的优选实施方式进行说明,应当理解,此处所描述的优选实施方式仅用于说明和解释本实用新型,并不用于限定本实用新型。
32.如图1~图5所示,本实用新型所述的一种净化棉签全自动压合设备的优选结构。
33.实施例1
34.如图1~图5所示,本实用新型所述的一种净化棉签全自动压合设备,包括:安装机
架10 以及安装在安装机架10上的棉签杆下料装置20、送料装置30、无尘布送进装置50和热压合装置40;所述棉签杆下料装置20,包括底部设有下料口的棉签杆储料盒21、限位件22和下料气缸组23,所述棉签杆储料盒21用于存放棉签杆板,并通过限位件22限制棉签杆板掉落,下料气缸组23通过伸缩运动使限位件22移动或发生形变,棉签杆板下落到送料装置30上;所述送料装置30,包括棉签杆限位架31和送料驱动组件32,所述送料驱动组件32驱动棉签杆限位架31上的棉签杆板输送到热压合装置40内;所述无尘布送进装置50包括净化棉卷51 和送进组件52,所述送进组件52把净化棉卷51的净化棉送进热压合装置40内棉签杆板的头部位置;所述热压合装置40包括热压合模组41和压合驱动组件42,所述压合驱动组件42驱动热压合模组41进行开合动作,把净化棉压合在棉签杆板头部位置。
35.在一种实施方式中,所述棉签杆限位架31上设有适配棉签杆板的凹槽,所述凹槽有利于保证送料装置30在送料过程中平稳输送。
36.本实用新型创造性地,所述送料装置30包括导轨33和适配导轨33的移动座34,所述移动座34安装在导轨33上;所述棉签杆限位架31固定安装在移动座34上;所述移动座34在送料驱动组件32驱动下,沿导轨33上做直线运动。
37.在一种实施方式中,所述送料驱动组件32为同步带轮驱动组件或丝杠驱动组件。利用同步带轮或丝杠驱动具有定位准确,保证送料装置30在输送棉签杆板的过程中精准执行下料工序和压合工序。
38.在一种具体实施方式中,所述送料驱动组件32为同步带轮驱动组件,所述同步带轮驱动组件包括伺服电机驱动的同步轮和连接在同步轮上的同步带。所述移动座34连接在同步带并随同步带移动。
39.在一种具体实施方式中,所述送料驱动组件32为丝杠驱动组件,所述丝杠驱动组件包括伺服电机驱动的丝杠和连接在丝杠上的丝杠座。所述移动座34与丝杠座连接并随丝杠座移动。
40.在一种实施方式中,所述导轨33为线性导轨或圆柱导轨。具体的,所述导轨33为双线性导轨或双圆柱导轨。
41.如图3所示,本实用新型创造性地,所述限位件22为弹性卡件;所述弹性卡件安装在下料口处,用于限制棉签杆板从下料口落下;所述下料气缸组23安装在送料装置30的移动座 34上,所述下料气缸组23的伸出动作顶开弹性卡件,棉签杆板下落到移动座34上的棉签杆限位架31上。
42.本实用新型创造性地,所述送料装置30包括三个移动座34。所述三个移动座34等距分布在导轨33上,以便于控制生产节奏。
43.本实用新型创造性地,所述净化棉卷51包括上棉卷和下棉卷,所述送进组件52包括牵引轮521,所述牵引轮521设置在热压合装置40后,所述上棉卷的一端和牵引轮521连接,所述下棉卷的一端和牵引轮521连接。所述棉签杆板由送料装置30送进上棉卷和小棉卷之间,方便直接进入热压合装置40内进行双面封边压合。
44.在一种实施方式中,所述牵引轮521连接着同步带轮组,所述同步带轮组由伺服电机进行驱动。通过伺服电机,便于控制净化棉的进给速度。
45.在一种实施方式中,所述净化棉卷51经牵引轮521牵引进热压合装置40,进行热压合后,所述多余棉布由牵引轮521牵引成卷。具体的,所述牵引轮521为斜轮,经热压合后,多
余棉布在牵引轮521成卷时斜向一侧,从而防止堆积缠绕而影响牵引速度的控制。
46.在一种实施方式中,所述无尘布送进装置50还包括若干调节滚筒,所述调节滚筒用于调节净化棉卷51中上棉卷和下棉卷的送进角度,以便于棉签杆板送进上棉卷和小棉卷之间。
47.如图5所示,本实用新型创造性地,所述热压合模组41包括上压合模411和下热压合模 412,所述压合驱动组件42为气动驱动组件,所述气动驱动组件与上压合模411连接。
48.本实用新型创造性地,所述热压合模组41还包括下定位件413,所述定位件413适配棉签杆板,用于防止棉签杆板在压合过程中移动。
49.本实用新型创造性地,所述气动驱动组件还包括导向组件421,所述导向组件421与上压合模411连接,所述导向组件421为线性导轨或导向柱。
50.本实用新型创造性地,所述全自动压合设备还设有卸料装置,所述卸料装置为设置在热压合装置40后的机械手。所述送料装置30中棉签杆限位架31上的成品净化棉签从热压合装置 40出来,到达指定位置后,所述机械手夹持成品净化棉签置放到下一工序的输送带上。
51.实施例2
52.本实施例2与实施例1的结构以及实施方式基本相同,本实施例为对棉签杆下料装置20 的另一种优选实施方式:所述限位件22和下料气缸组23设置在棉签杆储料盒21,所述限位件22连接在气缸的气缸轴上。所述下料气缸组23的气缸缩回时,棉签杆板从下料口下落到移动座34上的棉签杆限位架31上。
53.本实用新型创造性地,所述送料装置30中的送料驱动组件32为同步带轮驱动组件或链条链轮驱动组件,所述棉签杆限位架31均匀分布在同步带或链条上,所述棉签杆限位架31随同步带或链条做单向往复循环运动。通过所述棉签杆限位架31随同步带或链条做单向往复循环运动,压合间隔短,生产效率高。
54.本实用新型创造性地,所述热压合装置40中所述热压合模组41包括上压合模411和下热压合模412,所述压合驱动组件42为气动驱动组件,所述气动驱动组件包括第一气缸和第二气缸,所述第一气缸与上压合模411连接,所述第二气缸与下热压合模412连接。
55.在一种实施方式中,所述第一气缸和第二气缸缩回状态时,所述送料装置30的棉签杆限位架31上的棉签杆板进入热压合模组41内,然后所述第一气缸和第二气缸同时伸出,带动上压合模411和下热压合模412上下压合。
56.本实用新型所述的一种净化棉签全自动压合设备工作原理是:
57.通过在全自动压合设备的安装机架上设置棉签杆下料装置20、送料装置30、无尘布送进装置50和热压合装置40,棉签杆板从棉签杆下料装置20开始下料,然后送料装置30输送棉签杆板进热入压合装置40中进行压合,实现棉签杆头压合净化棉自动化生产,生产效率高和安全性好。
58.本实施方式所述一种净化棉签全自动压合设备的其它结构参见现有技术。
59.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。
60.在本实用新型的描述中,需要理解的是,术语“中心”、“横向”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或者位置关系为基于附图所示的位置和方位关系,仅是为了便于描述本实用新型的简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
61.以上所述,仅是本实用新型的较佳实施方式而已,并非对本实用新型作任何形式上的限制,故凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施方式所作的任何修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。