1.本发明涉及包装自动化领域,具体是涉及一种护角纸包装设备。
背景技术:
2.太阳能光伏组件在生产完成后,太阳能光伏组件在搬运过程中容易发生碰撞,尤其是产品直角处,容易因碰撞产生裂纹甚至破损,因此常对产品四角进行包护角,平面的护角纸上有较多折痕,具体安装时,需要将平面护角纸按照折痕包装到太阳能光伏组件的直角处,如图7所示护角纸,具体包装时,护角纸a面用于贴合工件的外底面,护角纸b面用于包裹工件外侧面,护角纸c面用于包裹工件外顶面,护角纸d面用于包裹工件内顶面,护角纸e面用于包裹工件内侧面,操作繁琐,普通机械手难以完成这一繁杂步骤,需要几台精密机械手配合完成,成本高,占地大,在包装过程中容易碰触到产品,基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种护角纸包装设备。
技术实现要素:
3.为解决上述技术问题,提供一种护角纸包装设备。
4.为达到以上目的,本发明采用的技术方案为:一种护角纸包装设备,用于将护角纸与工件贴合,护角纸包括,用于贴合工件外底面的a面,用于贴合工件外侧面的b面,用于贴合工件外顶面c面,用于贴合工件内顶面d面,用于贴合工件内侧面的e面,包装设备包括,机架、工装夹具,工装夹具用于加工时固定工件位置,贴合装置,贴合装置用于将护角纸的各面与工件贴合,工装夹具上设有第一槽,第一槽有四个,分别设置于工件的四个直角,第一槽用于放置护角纸,使护角纸的a面与工件底面贴合,贴合装置包括,第一底座,第一底座设置在机架上;第一直线驱动器,第一直线驱动器至少有一个,第一直线驱动器输出端朝上的设置在第一底座上,第一直线驱动器的输出端与工装夹具的底座固定连接;第一贴合块,第一贴合块有八个,第一贴合块是长方体,第一贴合块设置在第一底座上,每块第一贴合块的位置与工装夹具上的护角纸b面水平对齐,第一贴合块用于将护角纸的b面与工件外侧面贴合。
5.优选的,贴合装置还包括,第二直线驱动器,第二直线驱动器至少有四个,第二直线驱动器横向设置在第一底座上,第二直线驱动器的输出端朝向工装夹具上的工件,第一底座的每个边至少设置一个第二直线驱动器;第二贴合块,第二贴合块有八个,第二贴合块是长方体,第二贴合块设置在第二直线驱动器的输出端,每个第二直线驱动器至少设置两个第二贴合块,第二贴合块用于将护
角纸的c面与工件外顶面贴合。
6.优选的,贴合装置还包括,第三直线驱动器,第三直线驱动器有四个,第三直线驱动器水平设置在机架上,每个第三直线驱动器由里向外的分别朝向工件的四个角设置;第四直线驱动器,第四直线驱动器有四个,四个第四直线驱动器分别输出端朝下的设置在对应的第三直线驱动器的输出端;第三贴合块,第三贴合块有四个,四个第三贴合块分别设置在第四直线驱动器的输出端,第三贴合块用于将护角纸的d面e面分别与工件的内顶面与内侧面贴合。
7.优选的,工装夹具包括,第二底座,第二底座设置在第一直线驱动器的输出端上,第二底座的底面与第一直线驱动器的输出端固定连接;限位块,限位块至少有四个,限位块设置在第二底座上,限位块抵靠于工件的四边,工件的各边至少设置有一个限位块;第一转角下压气缸,第一转角下压气缸至少有两个,第一转角下压气缸设置在第二底座上,第一转角下压气缸的底端与第二底座的顶面固定连接。
8.优选的,包装设备还包括第一上料装置,第一上料装置包括,第三底座,第三底座固定设置在机架上;储料架,储料架有四个,储料架设置在第三底座上,四个储料架在第三底座上的分布位置与四个第一槽在第二底座上的分布位置相同,储料架用于抵靠护角纸的外侧;第五直线驱动器,第五直线驱动器有四个,四个第五直线驱动器输出端朝上的设置在对应储料架中,第五直线驱动器的底面与第三底座的顶面固定连接,每个第五直线驱动器的输出端都设有第一托盘,第一托盘形状与护角纸形状相同;第六直线驱动器,第六直线驱动器横向固定设置在机架上,第六直线驱动器的输出端设有第一滑块;第七直线驱动器,第七直线驱动器至少有两个,两个第七直线驱动器对称设置在靠近第一滑块的两端的位置,第七直线驱动器输出端朝下设置,第七直线驱动器的底座与第一滑块的底面固定连接,第七直线驱动器的输出端设有第一机械手支架;第一机械手,第一机械手至少有四个,第一机械手安装于第一机械手支架的底面,每个第一机械手支架上至少设置有两个第一机械手。
9.优选的,包装设备还包括第二上料装置,第二上料装置包括,第一带式传输机,第一带式传输机固定设置在机架上;第四底座,第四底座固定设置在第一带式传输机的输出端,第四底座与第一带式传输机的输出端固定连接;第八直线驱动器,第八直线驱动器至少有两个,两个第八直线驱动器分别对称设置在第四底座靠近两端的顶面,第八直线驱动器输出端朝上设置;第二托盘,第二托盘有两个,两个第二托盘分别设置在对应第八直线驱动器的输出端上,第二托盘的底面与第八直线驱动器的输出端固定连接。
10.优选的,包装设备还包括移料装置,移料装置包括,第九直线驱动器,第九直线驱动器横向设置在机架上,第九直线驱动器的输出端
设有第二滑块;第十直线驱动器,第十直线驱动器竖直设置在第二滑块上,第十直线驱动器的侧面与第二滑块的侧面固定连接,第十直线驱动器的输出端设有第二机械手支架;第二机械手,第二机械手设置在第二机械手支架上,第二机械手与第二机械手支架固定连接。
11.优选的,第二机械手包括,第三托盘,第三托盘固定设置在第二机械手支架上,第二托盘的顶面与第二机械手支架固定连接;第二转角下压气缸,第二转角下压气缸至少有一个,第二转角下压气缸固定设置在三托盘上。
12.优选的,包装设备还包括下料装置,下料装置包括第二带式传输机,第二带式传输机固定设置在机架上。
13.本发明与现有技术相比具有的有益效果是:1.本发明通过贴合装置与工装夹具的配合使包装设备对工件的包装实现自动化包装,相较于人工包装大大提升了包装效率,减少了包装成本;2.本发明通过第一上料装置实现了护角纸的自动上料,提高了整个包装流程的效率,减少了人工上料造成的危险;3.本发明通过第二上料装置与移料装置的配合实现了工件的自动上料,完善了包装流程,使包装流程进一步自动化,避免人工搬运厚重工件造成的工伤或工件损坏,降低了包装成本;4.本发明通过下料装置与移料装置的配合实现了已包装工件的自动下料,使整个包装加工流程进一步自动化,使包装加工流水线化,提高了包装的效率。
附图说明
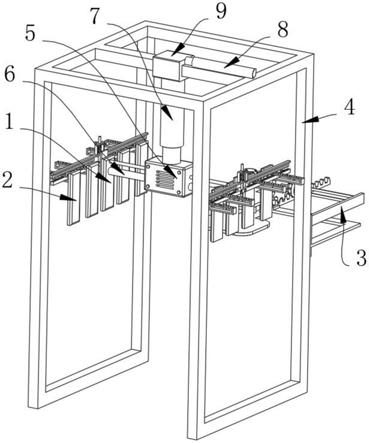
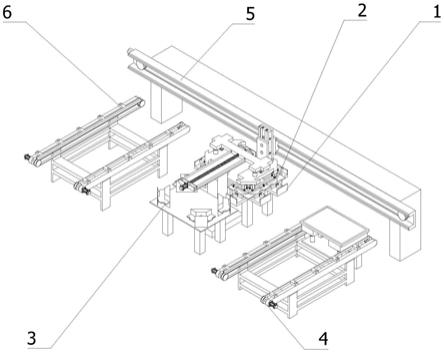
14.图1为本发明的主视图;图2为本发明的俯视图;图3为本发明的立体图一;图4为本发明的立体图二;图5为本发明的立体图三;图6为本发明的工装夹具、贴合装置以及第一上料装置的主视图;图7为图6的a-a截面处剖视图;图8为图7的b-b截面处剖视图;图9为本发明隐藏第九直线驱动器的移料装置立体图;图10为本发明的第二上料装置主视图;图11为护角纸的主视图;图中标号为:1-贴合装置;1a-第一底座;1b-第一直线驱动器;1c-第一贴合块;1d-第二直线驱动器;1e-第二贴合块;1f-第三直线驱动器;1g-第四直线驱动器;1h-第三贴合块;2-工装夹具;2a-第二底座;2a1-第一槽;2b-限位块;2c-第一转角下压气缸;
3-第一上料装置;3a-第三底座;3b-储料架;3c-第五直线驱动器;3c1-第一托盘;3d-第六直线驱动器;3d1-第一滑块;3e-第七直线驱动器;3e1-第一机械手支架;3e2-导柱;3f-第一机械手;4-第二上料装置;4a-第一带式传输机;4b-第四底座;4c-第八直线驱动器;4d-第二托盘;5-移料装置;5a-第九直线驱动器;5a1-第二滑块;5b-第十直线驱动器;5b1-第二机械手支架;5c-第二机械手;5c1-第三托盘;5c2-第二转角下压气缸;6-下料装置;6a-第二带式传输机;7-护角纸;7a
‑ꢀ
a面;7b
‑ꢀ
b面;7c
‑ꢀ
c面;7d
‑ꢀ
d面;7e-e面。
具体实施方式
15.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
16.为了解决如何对工件的四个角进行护角纸7包装的技术问题,如图1~7所示,提供以下技术方案:一种护角纸包装设备,用于将护角纸7与工件贴合,护角纸7包括,用于贴合工件外底面的a面7a,用于贴合工件外侧面的b面7b,用于贴合工件外顶面c面7c,用于贴合工件内顶面d面7d,用于贴合工件内侧面的e面7e,包装设备包括,机架、工装夹具2,工装夹具2用于加工时固定工件位置,贴合装置1,贴合装置1用于将护角纸7的各面与工件贴合,工装夹具2上设有第一槽2a1,第一槽2a1有四个,分别设置于工件的四个直角,第一槽2a1用于放置护角纸7,使护角纸7的a面7a与工件底面贴合,贴合装置1包括,第一底座1a,第一底座1a设置在机架上;第一直线驱动器1b,第一直线驱动器1b至少有一个,第一直线驱动器1b输出端朝上的设置在第一底座1a上,第一直线驱动器1b的输出端与工装夹具2的底座固定连接;第一贴合块1c,第一贴合块1c有八个,第一贴合块1c是长方体,第一贴合块1c设置在第一底座1a上,每块第一贴合块1c的位置与工装夹具2上的护角纸7的b面7b水平对齐,第一贴合块1c用于将护角纸7的b面7b与工件外侧面贴合。
17.具体的,工装夹具2上还设有供第一贴合块1c穿过的通槽,第一直线驱动器1b优选为三轴导杆气缸,包装设备通过以下步骤实现对工件的包装,第一直线驱动器1b驱动工装夹具2上移,工作人员将护角纸7放置在工装夹具2的第一槽2a1中;工作人员将工件放置在工装夹具2上;工装夹具2固定住工件的同时,工件压住第一槽2a1中的护角纸7,护角纸7的a面7a与工件外底面贴合;第一直线驱动器1b驱动工装夹具2复位,第一贴合块1c穿过工装夹具2将护角纸7的b面7b向上顶起,使护角纸7的b面7b与工件的外侧面贴合;护角纸7的c面7c、d面7d及e面7e由人工进行弯折贴合。
18.进一步的:为了解决如何使包装设备将护角纸7的c面7c与工件的外顶面贴合的技术问题,如图1~7所示,提供以下技术方案:
贴合装置1还包括,第二直线驱动器1d,第二直线驱动器1d至少有四个,第二直线驱动器1d横向设置在第一底座1a上,第二直线驱动器1d的输出端朝向工装夹具2上的工件,第一底座1a的每个边至少设置一个第二直线驱动器1d;第二贴合块1e,第二贴合块1e有八个,第二贴合块1e是长方体,第二贴合块1e设置在第二直线驱动器1d的输出端,每个第二直线驱动器1d至少设置两个第二贴合块1e,第二贴合块1e用于将护角纸7的c面7c与工件外顶面贴合。
19.具体的,第二直线驱动器1d优选为三轴导杆气缸,当第一贴合块1c将护角纸7的b面7b与工件的外侧面贴合时,第二直线驱动器1d驱动第二贴合块1e向工件移动,第二贴合块1e驱动护角纸7的c面7c向工件移动,使护角纸7的c面7c与工件的外顶面贴合。
20.进一步的:为了解决如何使包装设备将护角纸7的d面7d、e面7e与工件的内顶面及内侧面贴合的技术问题,如图1~8所示,提供以下技术方案:贴合装置1还包括,第三直线驱动器1f,第三直线驱动器1f有四个,第三直线驱动器1f水平设置在机架上,每个第三直线驱动器1f由里向外的分别朝向工件的四个角设置;第四直线驱动器1g,第四直线驱动器1g有四个,四个第四直线驱动器1g分别输出端朝下的设置在对应的第三直线驱动器1f的输出端;第三贴合块1h,第三贴合块1h有四个,四个第三贴合块1h分别设置在第四直线驱动器1g的输出端,第三贴合块1h用于将护角纸7的d面7de面7e分别与工件的内顶面与内侧面贴合。
21.具体的,第三直线驱动器1f及第四直线驱动器1g优选为三轴导杆气缸,当第二贴合块1e将护角纸7的c面7c与工件的外顶面贴合时,第四直线驱动器1g驱动第三贴合块1h向下移动,当第三贴合块1h移动至第三贴合块1h的顶面与工件内顶面平齐时,第三直线驱动器1f将第三贴合块1h向工件的直角驱动,直至护角纸7的d面7d、e面7e与工件的内顶面和内侧面贴合。
22.进一步的:为了解决如何有效固定工件且不阻挡贴合装置1工作的技术问题,如图5~6所示,提供以下技术方案:工装夹具2包括,第二底座2a,第二底座2a设置在第一直线驱动器1b的输出端上,第二底座2a的底面与第一直线驱动器1b的输出端固定连接;限位块2b,限位块2b至少有四个,限位块2b设置在第二底座2a上,限位块2b抵靠于工件的四边,工件的各边至少设置有一个限位块2b;第一转角下压气缸2c,第一转角下压气缸2c至少有两个,第一转角下压气缸2c设置在第二底座2a上,第一转角下压气缸2c的底端与第二底座2a的顶面固定连接。
23.具体的,第二底座2a用于支撑工件的底部,限位块2b用于抵靠住工件的外侧使其无法水平方向移动,第一转角下压气缸2c用于固定工件的顶面,使工件无法竖直方向移动,从而完成对工件的固定。
24.进一步的:为了解决对护角纸7进行自动上料的技术问题,如图1~8所示,提供以下技术方案:包装设备还包括第一上料装置3,第一上料装置3包括,第三底座3a,第三底座3a固定设置在机架上;储料架3b,储料架3b有四个,储料架3b设置在第三底座3a上,四个储料架3b在第三底座3a上的分布位置与四个第一槽2a1在第二底座2a上的分布位置相同,储料架3b用于抵靠护角纸7的外侧;第五直线驱动器3c,第五直线驱动器3c有四个,四个第五直线驱动器3c输出端朝上的设置在对应储料架3b中,第五直线驱动器3c的底面与第三底座3a的顶面固定连接,每个第五直线驱动器3c的输出端都设有第一托盘3c1,第一托盘3c1形状与护角纸7形状相同;第六直线驱动器3d,第六直线驱动器3d横向固定设置在机架上,第六直线驱动器3d的输出端设有第一滑块3d1;第七直线驱动器3e,第七直线驱动器3e至少有两个,两个第七直线驱动器3e对称设置在靠近第一滑块3d1的两端的位置,第七直线驱动器3e输出端朝下设置,第七直线驱动器3e的底座与第一滑块3d1的底面固定连接,第七直线驱动器3e的输出端设有第一机械手支架3e1;第一机械手3f,第一机械手3f至少有四个,第一机械手3f安装于第一机械手支架3e1的底面,每个第一机械手支架3e1上至少设置有两个第一机械手3f。
25.具体的,第五直线驱动器3c优选为步进式电动推杆,第六直线驱动器3d优选为滚珠丝杆滑台,第七直线驱动器3e优选为三轴导杆气缸,第一机械手3f优选为吸盘气缸,第一机械手支架3e1上优选设有导柱3e2,导柱3e2的底端与第一机械手支架3e1的顶部固定连接,导柱3e2的顶端与第一滑块3d1连接,导柱3e2用于增加第一机械手支架3e1的稳定性,第一上料装置3通过人工将堆垛好的护角纸7放置在托盘上,第五直线驱动器3c会将托盘上的护角纸7一张张向上驱动,第一机械手3f抓取一张护角纸7后通过第六直线驱动器3d移动至第一槽2a1的上方,第七直线驱动器3e驱动第一机械手3f输出端向下移动将护角纸7放置在第一槽2a1中,完成对护角纸7的自动上料。
26.进一步的:为了解决工件的自动上料的技术问题,如图1~3、图10所示,提供以下技术方案:包装设备还包括第二上料装置4,第二上料装置4包括,第一带式传输机4a,第一带式传输机4a固定设置在机架上;第四底座4b,第四底座4b固定设置在第一带式传输机4a的输出端,第四底座4b与第一带式传输机4a的输出端固定连接;第八直线驱动器4c,第八直线驱动器4c至少有两个,两个第八直线驱动器4c分别对称设置在第四底座4b靠近两端的顶面,第八直线驱动器4c输出端朝上设置;第二托盘4d,第二托盘4d有两个,两个第二托盘4d分别设置在对应第八直线驱动器4c的输出端上,第二托盘4d的底面与第八直线驱动器4c的输出端固定连接。
27.具体的,第一带式传输机4a将工件移动至输出端,第四底座4b用于支撑第八直线驱动器4c,第八直线驱动器4c驱动第二托盘4d向上移动,第二拖盘将第一带式传输机4a输出端的工件托起至上料区域。
28.进一步的:为了解决如何将上料区域的工件移动至工装夹具2上的技术问题,如图1~3所示,提供以下技术方案:包装设备还包括移料装置5,移料装置5包括,第九直线驱动器5a,第九直线驱动器5a横向设置在机架上,第九直线驱动器5a的输出端设有第二滑块5a1;第十直线驱动器5b,第十直线驱动器5b竖直设置在第二滑块5a1上,第十直线驱动器5b的侧面与第二滑块5a1的侧面固定连接,第十直线驱动器5b的输出端设有第二机械手支架5b1;第二机械手5c,第二机械手5c设置在第二机械手支架5b1上,第二机械手5c与第二机械手支架5b1固定连接。
29.具体的,第九直线驱动器5a优选为同步带滑台,第十直线驱动器5b优选为气缸滑台,移料设备通过以下步骤完成对工件的自动上料,第九直线驱动器5a将第十直线驱动器5b横向驱动至第二上料区域的上方;第十直线驱动器5b将第二机械手5c向下驱动至上料区域;第二机械手5c将工件抓取;第十直线驱动器5b复位,第九直线驱动器5a将第十直线驱动器5b横向移动至工装夹具2的上方,第十直线驱动器5b将第二机械手5c向下驱动至工装夹具2的夹取区域,第二机械手5c松开工件,完成对工件的自动上料。
30.进一步的:为了解决机械手如何抓取工件的技术问题,如图1~3、图9所示,提供以下技术方案:第二机械手5c包括,第三托盘5c1,第三托盘5c1固定设置在第二机械手支架5b1上,第二托盘4d的顶面与第二机械手支架5b1固定连接;第二转角下压气缸5c2,第二转角下压气缸5c2至少有一个,第二转角下压气缸5c2固定设置在三托盘上。
31.具体的,第三托盘5c1用于从底部托起工件,第二转角下压气缸5c2的输出端抵靠工件的顶面,当第二转角下压气缸5c2向下驱动时将工件牢牢固定在第三托盘5c1上,当第二转角下压气缸5c2复位后便解除对工件的固定。
32.进一步的:为了解决工件自动下料的技术问题,如图1~3所示,提供以下技术方案:包装设备还包括下料装置6,下料装置6包括第二带式传输机6a,第二带式传输机6a固定设置在机架上。
33.具体的,当工件完成护角纸7的包装后由移料装置5将工件移动至下料区域,第二带式传输机6a用于将下料区域的工件移出生产线。
34.本发明的工作原理:步骤一、第五直线驱动器3c驱动第一托盘3c1上移,将一张护角纸7输入至护角纸7上料区域;第六直线驱动器3d驱动第七直线驱动器3e横移至护角纸7上料区域的上方,第七直线驱动器3e驱动第一机械手3f下移至护角纸7上料区域,第一机械手3f抓取护角纸上料区域的护角纸7,第六直线驱动器3d驱动第七直线驱动器3e横移至第一槽2a1的正上方,第
七直线驱动器3e驱动第一机械手3f下移,直至护角纸7与第一槽2a1贴合,第一机械手3f复位松开护角纸7,第七直线驱动器3e复位;步骤二、第一带式传输机4a将工件输入至第一带式传输机4a的输出端,第八直线驱动器4c驱动第二托盘4d上移,第二托盘4d将第一带式传输机4a输出端的工件上托至工件上料区域,第十直线驱动器5b驱动第三托盘5c1上移,第三托盘5c1上移至上料区域,第二转角下压气缸5c2下压固定住工件;步骤三、第九直线驱动器5a驱动第三托盘5c1横移至工装夹具2上方,第一直线驱动器1b驱动工装夹具2上移,第十直线驱动器5b驱动第三托盘5c1下移至工装夹具2固定区域,第二转角下压气缸5c2复原,第一转角下压气缸2c下压固定住工件,使护角纸7的a面7a与工件的外底面贴合;步骤四、第一直线驱动器1b复位驱动工装夹具2向下被第一贴合块1c穿过,工装夹具2被第一贴合块1c穿过工装夹具2上的通槽时,护角纸7的b面7b被第一贴合块1c向上顶起,使护角纸7的b面7b与工件的外侧面贴合,第二直线驱动器1d驱动第二贴合块1e向工件移动,第二贴合块1e将护角纸7的c面7c向工件驱动,使护角纸7的c面7c与工件的外顶面贴合,第四直线驱动器1g驱动第三贴合块1h向下移动,当第三贴合块1h移动至第三贴合块1h的顶面与工件内顶面平齐时,第三直线驱动器1f将第三贴合块1h向工件的直角驱动,直至护角纸7的d面7d、e面7e与工件的内顶面和内侧面贴合;步骤五、第二至第四直线驱动器1g复位,第一转角下压气缸2c复位,第二转角下压气缸5c2下压固定包装完成的工件,第十直线驱动器5b驱动第二机械手5c上移,第九直线驱动器5a驱动第二机械手5c横移至下料区域得上方,第二转角下压气缸5c2复位,第十直线驱动器5b驱动第三托盘5c1向下移动至下料区域,下料装置6将完成包装的工件移出生产线,第十直线驱动器5b复位,第九直线驱动装置将第十直线驱动器5b驱动至工件上料区域的上方,第十直线驱动器5b将第二机械手5c向下驱动至工件上料区域下方,第八直线驱动器4c复位;步骤六、重复步骤一至步骤五直至本批次工件全部包装完毕。
35.以上描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。