1.本发明涉及微量配料的技术领域,尤其是涉及一种智能微量配料系统及其使用方法。
背景技术:
2.在医药、食品、化工等行业中,经常用到要将两种或者多种物料按照不同投料配比进行混合生产的制造工序。
3.目前微粉配料都是通过操作人员手动完成,配方中的每个组分都必须手工称量并输入到当前的生产过程中。
4.在实现本技术的过程中,发明人发现上述技术至少存在以下问题:一方面,人工配料的效率不高,另一方面,当涉及计量药品,化学品、食品生产中极其重要物质的时候,人工配料的方式可能会给操作员和产品的安全带来隐患。
技术实现要素:
5.为了提高配料效率,本技术提供一种智能微量配料系统及其使用方法。
6.第一方面,本技术提供一种智能微量配料系统,采用如下的技术方案:一种智能微量配料系统,包括物料架、机械手、工作架、配料组件和控制终端,所述物料架上放置有若干物料桶,所述物料桶包括桶身以及连接于所述桶身的桶盖,所述桶盖包括一体成型的连接部和工作部,所述连接部连接于所述桶身,所述工作部呈鸭嘴状设置,所述工作部长度方向的两端为受力端,所述工作部用于在受力端受挤压时形成出料开口;所述配料组件包括配料容器、电子天平、第一传感器和出料夹爪,所述电子天平、第一传感器和出料夹爪分别设置于所述工作架上,所述配料容器设置于所述电子天平上,所述第一传感器和电子天平分别通过所述控制终端信号连接于所述出料夹爪;所述操作架上连接有用于支撑配料中的物料桶的支撑组件,所述支撑组件位于所述配料容器上方;所述出料夹爪用于挤压位于所述支撑组件上的物料桶上的受力端;所述机械手信号连接于所述控制终端,用于抓取所述物料桶,并实现所述物料桶在物料架和支撑组件之间的转移。
7.通过采用上述技术方案,使用时,控制终端基于工作人员的配料需求,依次将指定的物料桶夹持到支撑组件上进行配料,对于单个物料桶而言,控制终端首先控制机械手将需使用的物料桶从物料架上转移并放置到支撑组件上,放置完成的物料桶会触发第一传感器,使得第一传感器向控制终端反馈一个电信号,进而使得控制终端控制出料夹爪挤压物料桶上的桶盖上的受力端,受挤压的物料桶形成出料开口,其中的物料落入下方的配料容器内,在物料下落过程中,电子天平实时检测配料容器的总重并反馈给控制终端,当出料量达到要求后,控制终端控制出料夹爪松开物料桶,并控制机械手将物料桶放回原位。在完成对所有指定物料桶的出料后,配料容器中即可得到所需混合的物料,相较于传统的人工加料的方式,提高了配料效率和精确度。
8.可选的,所述物料架和工作架共同围成圆形的工作空间,所述机械手位于所述工作空间的圆心位置,位于所述物料架上的物料桶的工作部的长度方向平行于所述工作空间的切线方向。
9.通过采用上述技术方案,物料架上所有物料桶上的桶盖的工作部的长度方向均平行于工作空间的切线方向,当机械手对物料桶进行夹取时,无需进行角度的微调,较为方便。
10.可选的,所述智能微量配料系统还包括上料输送装置,所述上料输送装置靠近机械手的端部设置为供所述机械手抓取物料桶的上料等待区,所述上料等待区内安装有用于确认物料桶是否输送到位的接近传感器,所述物料桶上设置有记录有所装物料的物料信息的验证标签,所述上料等待区内设置有用于读取所述验证标签并将读取结果反馈给所述控制终端的第一读卡器;所述上料等待区上方设置有图像采集装置,所述图像采集装置用于采集所述上料等待区内的物料桶的顶部图像并传输至所述控制终端。
11.通过采用上述技术方案,当需要向物料架上放置物料桶时,工作人员可以将物料桶放置到上料输送装置上,上料输送装置将物料桶输送到上料等待区后,接近传感器检测到物料桶,并通过控制终端控制上料输送装置暂停运行,同时控制第一读卡器和图像采集装置运行,第一读卡器识别物料桶上的验证标签,并将识别结果传输给控制终端,使得控制终端能够得知物料桶中所装物料的物料类型,从而自动确认工作人员放置的物料桶是否准确,以及物料桶在物料架上的目标放置位置。图像采集装置采集上料等待区内的物料桶的顶部图像并传输至控制终端,使得控制终端能够识别物料桶的桶盖的放置角度,进而对机械手抓取物料桶时时的角度进行控制,确保放置到物料架上的物料桶的工作部的长度方向平行于所述工作空间的切线方向。之后,控制终端控制机械手将物料桶移动至物料架上的指定位置,从而实现了物料桶的自动放置。
12.可选的,所述机械手上设置有用于读取所述物料桶上的验证标签并将读取结果反馈给所述控制终端的第二读卡器。
13.通过采用上述技术方案,在配料过程中,控制终端在控制机械手抓取位于物料架上的物料桶时,还会控制第二读卡器运行,使得第二读卡器读取物料桶上的验证标签并将读取结果反馈给控制终端,从而便于控制终端对物料桶进行自动识别,减小拿错物料桶的可能性。
14.可选的,所述智能微量配料系统还包括出下料输送装置和用于搬运所述配料容器的搬运组件,所述下料输送装置位于所述电子天平远离机械手的一侧,所述搬运组件包括推动气缸、连接杆和用于夹持所述配料容器的下料夹爪,所述推动气缸的缸体连接于所述工作架且位于所述电子天平下方,所述推动气缸的伸缩杆朝向机械手设置,所述连接杆连接在推动气缸的伸缩杆和下料夹爪之间,所述上料输送装置和搬运组件分别信号连接于所述控制终端。
15.通过采用上述技术方案,在配料完成后,控制终端控制下料夹爪抓取配料容器,并控制推动气缸将配料容器推送到下料输送装置上,之后,控制终端启动下料输送装置,从而能够将装有待混合物料的配料容器送出,便于后续加工处理。
16.可选的,所述物料桶为防静电物料桶。
17.通过采用上述技术方案,当物料为粉末状时,防静电物料桶的设置能够减小物料
桶对物料的吸附。
18.第二方面,本技术提供一种智能微量配料系统的使用方法,所述方法基于如第一方面所述的智能微量配料系统,所述方法包括:s10:所述控制终端接收配料指令,所述配料指令中携带有至少两个目标物料类型、每个所述目标物料类型所对应的物料用量以及配料顺序;s20:所述控制终端基于所述配料顺序,控制所述机械手将当前目标物料类型所对应的物料桶移动至所述支撑组件上,位于所述支撑组件上的物料桶的桶盖朝向下方的配料容器,所述当前目标物料类型是指未进行配料的所有目标物料类型中,优先级最高的所述目标物料类型;s30:所述控制终端在接收到所述第一传感器反馈的电信号后,控制所述出料夹爪运行,使得所述出料夹爪挤压位于所述支撑组件上的物料桶上的受力端;s40:所述控制终端基于所述电子天平所反馈的实时检测质量和所述当前目标物料类型所对应的物料用量,控制所述出料夹爪的工作状态;并在所述配料容器中新增的物料量与对应的物料用量之间的差值达到预设有的对应于当前目标物料类型的停止阈值后,控制所述出料夹爪停止挤压;s50:所述控制终端控制所述机械手将出料完成的所述物料桶放回其在所述物料架上的原始位置;重复所述s20-s50,直至完成所有所述目标物料类型所对应的物料桶的出料操作。
19.可选的,在所述s40中,所述控制终端随着所述实时检测质量的增加,逐渐减小所述出料夹爪的行程和开合频率,以减小出料速度。
20.综上所述,本技术包括以下至少一种有益技术效果:1.使用时,控制终端基于工作人员的配料需求,依次将指定的物料桶夹持到支撑组件上进行配料,对于单个物料桶而言,控制终端首先控制机械手将需使用的物料桶从物料架上转移并放置到支撑组件上,放置完成的物料桶会触发第一传感器,使得第一传感器向控制终端反馈一个电信号,进而使得控制终端控制出料夹爪挤压物料桶上的桶盖上的受力端,受挤压的物料桶形成出料开口,其中的物料落入下方的配料容器内,在物料下落过程中,电子天平实时检测配料容器的总重并反馈给控制终端,当出料量达到要求后,控制终端控制出料夹爪松开物料桶,并控制机械手将物料桶放回原位。在完成对所有指定物料桶的出料后,配料容器中即可得到所需混合的物料,相较于传统的人工加料的方式,具有提高配料效率、保证工作人员和物料的安全性的效果;2.当需要向物料架上放置物料桶时,工作人员可以将物料桶放置到上料输送装置上,上料输送装置将物料桶输送到上料等待区后,接近传感器检测到物料桶,并通过控制终端控制上料输送装置暂停运行,同时控制第一读卡器和图像采集装置运行,第一读卡器识别物料桶上的验证标签,并将识别结果传输给控制终端,使得控制终端能够得知物料桶中所装物料的物料类型,从而自动确认工作人员放置的物料桶是否准确,以及物料桶在物料架上的目标放置位置。图像采集装置采集上料等待区内的物料桶的顶部图像并传输至控制终端,使得控制终端能够识别物料桶的桶盖的放置角度,进而对机械手抓取物料桶时时的角度进行控制,确保放置到物料架上的物料桶的工作部的长度方向平行于所述工作空间的切线方向。之后,控制终端控制机械手将物料桶移动至物料架上的指定位置,从而实现了物
料桶的自动放置。
附图说明
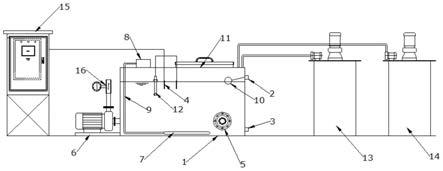
21.图1是本技术实施例中用于体现一种智能微量配料系统的结构示意图。
22.图2是本技术实施例中用于体现图1中a部的放大示意图。
23.图3是本技术实施例中用于体现物料桶的结构示意图图4是本技术实施例中用于体现搬运组件的结构示意图。
24.图5是本技术实施例中用于体现上料输送装置的结构示意图。
25.图6是本技术实施例中用于体现一种智能微量配料系统的使用方法的流程图。
26.图7是本技术实施例中用于体现智能微量配料系统的使用方法中上料过程的流程图。
27.附图标记说明:01、安全防护栏;1、物料架;11、放置板;2、机械手;3、工作架;31、支撑腿;32、上支撑板;33、下支撑板;34、物料过口;35、竖板;4、配料组件;41、配料容器;42、电子天平;43、第一传感器;44、出料夹爪;5、人机交互设备;6、物料桶;61、桶身;611、验证标签;62、桶盖;621、连接部;622、工作部;623、受力端;7、下料输送装置;8、搬运组件;81、推动气缸;82、连接杆;83、下料夹爪;9、上料输送装置;91、上料等待区;92、接近传感器;93、图像采集装置;101、第一读卡器;102、第二读卡器。
具体实施方式
28.以下结合附图1-7对本技术作进一步详细说明。
29.本技术实施例公开一种智能微量配料系统。参照图1和图2,智能微量配料系统包括用于与外部环境隔离的安全防护栏01,智能微量配料系统还包括设置在安全防护栏01内的物料架1、机械手2、工作架3和配料组件4,智能微量配料系统还包括控制终端以及设置在安全防护栏01外且信号连接于控制终端的人机交互设备5,人机交互设备5可以是触摸式显示屏,用于供工作人员向控制终端输入各种指令。
30.参照图1,物料架1的横截面呈圆弧形设置且物料架1相对间距设置有两个。每个物料架1均设置为上下多层,并形成有多个放置板11,每个放置板11上均可以放置有一个物料桶6。不同的物料桶6内可以存放有不同的物料,物料可以是粉末状的固态,也可以是液体。
31.参照图1和图3,每个物料桶6均包括桶身61以及固定连接于桶身61的桶盖62,为了减小物料桶6上的静电对粉末状物料的吸附作用,桶身61和桶盖62分别被配置为防静电桶身和防静电桶盖,其中,防静电效果可以通过在桶身61和桶盖62上涂覆防静电涂层实现,也可以通过在制作桶身61和桶盖62时添加防静电材料实现。桶盖62包括一体成型的连接部621和工作部622,连接部621用于和桶身61对接,工作部622呈鸭嘴状设置,工作部622长度方向的两端为受力端623,当桶盖62的受力端623受到挤压时,会形成连通至桶身61内部的出料开口。
32.参照图1和图3,工作架3设置于两个物料架1相互靠近的一对端部之间,并共同围成一个近似圆形的工作空间。物料架1上的所有物料桶6的工作部622的长度方向均平行于上述工作空间的切线方向。
33.参照图1和图2,机械手2的基座固定安装在工作空间的圆心位置,机械手2能够在
工作空间内自由转动。机械手2的端部配置有能够夹持物料桶6的桶身61的电动夹持件以及能够驱动物料桶6转动的转动件,该电动夹持件可以是电动夹爪,该转动件可以是转动电机。机械手2信号连接于控制终端,用于基于控制终端的控制抓取物料桶6,并实现物料桶6在物料架1和配料组件4之间的转移。
34.参照图1和图2,配料组件4位于工作架3上,在本实施例中,配料组件4设置有两组。每组配料组件4均包括配料容器41、电子天平42、第一传感器43和出料夹爪44。第一传感器43和电子天平42分别通过控制终端信号连接于同组的出料夹爪44。工作架3包括竖直设置的四个支撑腿31,四个支撑腿31之间固定连接有上下间距设置的上支撑板32和下支撑板33。电子天平42稳定连接于下支撑板33的上表面,配料容器41放置在电子天平42的称重面上。配料容器41的上表面呈开口状设置,上支撑板32上开设有一一对应于电子天平42的两个物料过口34,配料容器41位于对应的物料过口34的正下方。出料夹爪44和第一传感器43分别固定连接于工作架3且位于相互对应的电子天平42和物料过口34之间。
35.参照图1和图2,上支撑板32的上表面设置有两组用于支撑配料中的物料桶6的支撑组件,支撑组件一一对应于电子天平42设置,每组支撑组件均包括三个固定连接于上支撑板32上表面的竖板35,三个竖板35共同形成对于物料桶6的支撑。当物料桶6被放置到支撑组件上后,该物料桶6的桶盖62朝下设置,同时该物料桶6的工作部622正对第一传感器43且位于出料夹爪44的两个卡爪之间,出料夹爪44的两个卡爪分别靠近工作部622的两个受力端623。第一传感器43可以是光电传感器,从而能够被物料桶6触发,进而通过控制终端控制对应的出料夹爪44的运行状态,最终使得出料夹爪44对工作部622的受力端623进行挤压。
36.参照图1和图4,在工作架3远离机械手2的一侧设置有至少一组下料输送装置7,安全防护栏01上设置有供下料输送装置7放置的开口。在本实施例中,下料输送装置7相邻设置有两组,每组下料输送装置7分别对应于一组配料组件4。在本实施例中,下料输送装置7采用传送带式的输送装置,且输送方向沿工作空间的径向设置。当配料容器41被放置到下料输送装置7上后,能够被输送至后续加工的工位。
37.参照图1和图4,工作架3上连接有用于将配料容器41搬运到下料输送装置7上的两组搬运组件8,搬运组件8一一对应于配料组件4设置。每组搬运组件8均包括推动气缸81、连接杆82和用于夹持配料容器41的下料夹爪83,下料夹爪83同样为电动夹爪。推动气缸81的缸体固定连接于下支撑板33的下表面,推动气缸81的伸缩杆沿工作空间的径向设置且朝向机械手2,连接杆82呈竖直设置且固定连接在对应的推动气缸81的伸缩杆和下料夹爪83之间。下料夹爪83的两个卡爪朝向对应的配料组件4中的配料容器41设置。
38.参照图2和图3,初始状态下,推动气缸81的伸缩杆处于伸出状态。当需要将装有混合物料的配料容器41移动到下料输送装置7上时,控制终端启动下料夹爪83,使得下料夹爪83恰好能够夹紧对应的电子天平42上的配料容器41,之后,控制终端控制推动气缸81的伸缩杆收回,推动气缸81的伸缩杆带动连接杆82移动,连接杆82带动下料夹爪83移动,即可将配料容器41搬运至对应的下料输送装置7上。之后,控制终端可以控制下料夹爪83松开装有物料的配料容器41,在工作人员更换上新的配料容器41后,控制终端再控制下料夹爪83夹紧更换后的配料容器41,即可利用推动气缸81将更换后的配料容器41搬运至电子天平42上,便于下次配料。
39.参照图1和图5,为了实现物料桶6到物料架1上的自动放置,智能微量配料系统还包括至少一组上料输送装置9,安全防护栏01上同样设置有供上料输送装置9放置的开口。在本实施中,上料输送装置9设置有两组。在本实施例中,上料输送装置9同样为传送带式的输送装置,且其输送方向沿工作空间的径向分布。每个上料输送装置9靠近机械手2的端部均被设置为供机械手2抓取物料桶6的上料等待区91,上料等待区91位于两个物料架1远离配料组件4的端部之间。
40.参照图1和图5,上料等待区91内对应安装有用于确认物料桶6是否输送到位的接近传感器92,接近传感器92的感应端朝向上料等待区91设置。物料桶6的桶身61上设置有记录有所装物料的物料信息的验证标签611(物料架1上的物料桶6上的验证标签611未示出),上料等待区91内固定连接有用于读取物料桶6上的验证标签611并将读取结果反馈给控制终端的第一读卡器101。上料等待区91的上方对应安装有一个图像采集装置93,图像采集装置93可以是固定连接于安全防护栏01内侧壁的监控摄像头,其拍摄端竖直向下设置,能够采集两个上料等待区91内的物料桶6的顶部图像并传输至控制终端,从而有助于控制终端对机械手2抓取上料等待区91内的物料桶6时抓取角度的调节。
41.参照图1和图2,机械手2上安装有用于读取物料桶6上的验证标签611并将读取结果反馈给控制终端的第二读卡器102,在配料过程中,控制终端在控制机械手2抓取位于物料架1上的物料桶6时,还会控制第二读卡器102运行,使得第二读卡器102读取物料桶6上的验证标签611并将读取结果反馈给控制终端,从而便于控制终端对物料桶6进行自动识别,减小拿错物料桶6的可能性。
42.基于上述系统,本技术实施例还公开一种智能微量配料系统的使用方法,参照图6,智能微量配料系统的使用方法具体包括以下内容:s10:控制终端接收配料指令,配料指令中携带有至少两个目标物料类型、每个目标物料类型所对应的物料用量以及配料顺序。
43.具体的,工作人员可以根据实际的配料需求,通过人机交互设备5向控制终端发出配料指令。配料指令中携带有工作人员选取的配料配方,其中,配料配方可以预存在控制终端中,并由工作人员利用人机交互设备5调取查看后选取,也可以由工作人员手动输入。配料配方中记录至少两个目标物料类型、每个目标物料类型所对应的物料用量以及配料顺序,目标物料类型是指本次配料所需要使用到的物料的物料类型。
44.s20:控制终端基于配料顺序,控制机械手将当前目标物料类型所对应的物料桶移动至支撑组件上,位于支撑组件上的物料桶的桶盖朝向下方的配料容器,当前目标物料类型是指未进行配料的所有目标物料类型中,优先级最高的目标物料类型。
45.具体的,控制终端在接收到配料指令后,会读取其中携带的配料配方,并基于其中的配料顺序,识别当前需要使用的当前目标物料类型。之后,控制终端可以基于预存有的物料类型和物料桶6放置位置的对应关系,控制机械手2移动至当前目标物料类型所对应的物料桶6处。之后,控制终端可以控制机械手2上的第二读卡器102运行,使得第二读卡器102读取正对的物料桶6上的验证标签611并反馈识别结果。控制终端在确认物料桶6无误后,会控制机械手2将当前目标物料类型所对应的物料桶6移动至处于空闲状态的支撑组件处,之后,机械手2将该物料桶6转动180度后,竖直向下放置到支持组件上。
46.s30:控制终端在接收到第一传感器反馈的电信号后,控制出料夹爪运行,使得出
料夹爪挤压位于支撑组件上的物料桶上的受力端。
47.具体的,当上述物料桶6放置完成后,物料桶6的桶盖62会触发被其遮挡的第一传感器43,从而使得第一传感器43反馈一个电信号给控制终端,之后,控制终端控制对应的出料夹爪44运行,使得出料夹爪44挤压上述物料桶6的受力端623,进而使得上述物料桶6形成供物料下落的出料开口。
48.s40:控制终端基于电子天平所反馈的实时检测质量和当前目标物料类型所对应的物料用量,控制出料夹爪的工作状态;并在配料容器中新增的物料量与对应的物料用量之间的差值达到预设有的对应于当前目标物料类型的停止阈值后,控制出料夹爪停止挤压。
49.具体的,在物料下落过程中,电子天平42会检测配料容器41的实时检测质量并反馈给控制终端,实时检测质量可以是配料容器41和其中的物料的总质量,控制终端可以基于接收到的实时检测质量、预存有的配料容器41的初始质量以及之前接收到的历史数据,计算配料容器41中新增的物料量,即对应于上述物料桶6的出料量。随着出料量的逐渐增加,当出料量接近当前目标物料类型所对应的物料用量,例如达到当前目标物料类型所对应的物料用量的80%后,控制终端会控制出料夹爪44减小自身的行程和开合频率,从而使得出料速度降低。之后,当配料容器41中新增的物料量与对应于当前目标物料类型的物料用量的差值达到对应预设的停止阈值后,控制终端控制出料夹爪44停止挤压,完成上述物料桶6的出料。其中,控制终端中存储有一一对应于物料类型的停止阈值,停止阈值是一具体的数值,例如1g、2g等。由于粉末状的物料会存在漂浮效应,当物料桶6停止出料时,配料容器41内部仍会悬浮有部分未落到配料容器41底部的物料,因此,针对不同密度的物料,设置有不同的停止阈值,从而减小了出料过多的可能性。
50.s50:控制终端控制机械手将出料完成的物料桶放回物料架上的原始位置。
51.重复上述s20-s50,直至完成所有目标物料类型所对应的物料桶的出料操作。
52.具体的,控制终端控制机械手2按照配料顺序依次将各个目标物料类型所对应的物料桶6放置到支撑组件上,对于每个物料桶6,均进行上述s20-s50的操作,直至完成所有目标物料类型所对应的物料桶6的出料操作,即可得到装有所需混合的物料的配料容器41。
53.s60:配料完成后,控制终端控制搬运组件将配料容器搬运至上料输送装置上,便于后续作业。
54.进一步的,参照图7,上述智能微量配料系统的使用方法还包括上料控制方法,具体包括以下内容:s01:控制终端在接收到目标接近传感器反馈的电信号后,控制对应的第一读卡器运行,以使其获取并反馈对验证标签的读取结果。
55.具体的,当需要想物料架1上添加物料桶6时,操作者可以将物料桶6放置到上料输送装置9上,并通过上料输送装置9将物料桶6输送至上料等待区91,从而触发接近传感器92。之后,接近传感器92向控制终端发送一个电信号,使得控制终端控制对应于该接近传感器92的第一读卡器101运行。第一读卡器101读取上述物料桶6上的验证标签611,并将读取结果反馈给控制终端。
56.s02:基于上述读取结果,判断物料桶中所装物料的物料类型,在确认出物料类型无误后,控制终端控制对应的图像采集装置运行,以使其获取并反馈针对上述物料桶的顶
部图像。
57.具体的,控制终端在接收到第一读卡器101所反馈的读取结果后,可以基于上述读取结果,识别上料等待区91中的物料桶6中所装物料的物料类型,并和操作者预先输入的待上料物料类型进行对比,当对比结果一致时,控制终端会控制图像采集装置93运行,以使得该图像采集装置93采集针对上述物料桶6的顶部图像并反馈给控制终端。
58.s03:对上述顶部图像进行图像识别处理,以确认上述物料桶的放置角度。
59.s04:基于上述放置角度以及预存有的标准角度,控制机械手对物料桶的抓取角度;同时,基于上述s02中识别出的物料类型以及当前时刻物料架上的放置情况,确认物料架上用于放置该物料桶的目标放置板。之后,控制终端控制机械手将上述物料桶放置到物料架上的目标放置板上。
60.具体的,控制终端控制机械手2装有电动夹持件的端部移动至待上料区域,并基于s03中识别出的放置角度以及预先存储有的标准角度,控制机械手2上的电动夹持件的角度。同时,基于上述s02中识别出的物料类型以及当前时刻物料架1上的放置情况,确认物料架1上用于放置该物料桶6的目标放置板11。其中,可放置位置是指对应于该物料类型的所有放置板11中,处于空闲状态的任意一个放置板11。之后,控制终端控制机械手2将上述物料桶6放置到物料架1上的目标放置板11上。
61.进一步的,由于不同物料的使用量和使用频率存在差距,因此,对于经常使用的物料,物料架1上可以放置多个存放有此类型物料的物料桶6,即非单一物料桶6;对于使用较少的物料,物料架1上可以只设置一个存放有与此类型物料的物料桶6,即单一物料桶6。同时,为了对上述两种情况进行区分,控制终端中可以针对每个物料桶6,记录其属于单一物料桶6还是非单一物料桶6,对于非单一物料桶6,控制终端中还会存储有存放有相同类型物料的物料桶6之间的关联关系。此时,为了实现对物料桶6的及时更换,上述智能微量配料系统的使用方法还可以包括以下内容:控制终端在每完成一个物料桶6的出料后,都会统计该物料桶6中的剩余物料量,并将剩余物料量显示在控制终端的显示屏幕上。之后,针对非单一物料桶6和单一物料桶6的补料,控制终端可以执行不同的后续处理。
62.若该物料桶6为非单一物料桶6,控制终端可以识别该非单一物料桶6所关联的其他物料桶6,当其中一个料桶6中的物料用完后,机械手2会直接抓取与其关联的物料桶6继续配料,同时,控制终端还会在机械手2处于闲置状态时,将上述空桶的非单一物料桶6移动至上料等待区91,从而便于工作人员进行物料桶6的补料。在将非单一物料桶6移动至上料等待区91后,控制终端还可以启动预设有的提示设备,例如蜂鸣报警器、语音播报装置等等,向操作者发出提醒。
63.若该物料桶6为单一物料桶6,需要换料时控制终端则会直接通过预设有的提示设备向操作者发出提醒,从而便于操作者及时准备用于更换的满料物料桶6,之后,当上述单一物料桶6中的物料用完后,机械手2会直接将该单一物料桶6移动至上料等待区,从而便于工作人员进行更换。通过对工作人员的预先提醒,有助于提高对单一物料桶6的更换效率,减小补料时的停机时长。
64.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。