一种葡糖糖酸内酯mvr板式蒸发系统及方法
技术领域
1.本发明涉及生物化工技术领域,尤其涉及一种葡糖糖酸内酯mvr板式蒸发系统及方法。
背景技术:
2.我国生物发酵领域近年来快速发展,尤其是在今年,葡糖糖酸内酯的需求量和价格暴增,生产企业纷纷选择扩大产能,而国内国际能源紧张,国内动力煤价格大增,使得每吨蒸汽的成本显著增加,只有减少新鲜蒸汽的用量才能减少煤的耗量,才能大幅降低生产成本。
3.而我国目前广泛应用的tvr、多效蒸发技术都需要大量消耗新鲜蒸汽,并浪费了系统产生的二次蒸汽、不凝气、冷凝水热源,生产成本居高不下。
4.另外,葡萄糖酸内酯在85℃及以上温度对s31603不锈钢管道有强腐蚀性,国内的生产企业的装置普遍实用寿命在3-5年,使用其它材料,投资成本又显著增加。
技术实现要素:
5.本发明的目的是为了解决现有技术中存在的缺陷,而提出的一种葡糖糖酸内酯mvr板式蒸发系统及方法。
6.为了实现上述目的,本发明采用了如下技术方案:
7.根据本发明的一个方面,提供了一种葡糖糖酸内酯mvr板式蒸发系统。
8.一种葡糖糖酸内酯mvr板式蒸发系统,包括进料预热系统、新鲜蒸汽系统、蒸发系统、真空冷凝系统、mvr机械压缩系统和电气控制系统。
9.进一步地,所述进料预热系统包括应急水气动阀、进料气动阀、进料罐、进料泵、电磁流量计、一段板式预热器、二段板式预热器、三段板式预热器和预热器加热蒸汽调节阀。
10.进一步地,所述新鲜蒸汽系统包括新鲜蒸汽截止阀、文丘里降温装置、降温气动阀和开机旁路。
11.进一步地,所述蒸发系统包括一体板式蒸发器、二体板式蒸发器、一体分离器、二体分离器、二次分离器、一效物料循环泵、二效物料循环泵、出料泵、冷凝水罐和冷凝水泵。
12.进一步地,所述真空冷凝系统包括冷凝器、真空泵和冷凝水泵。
13.进一步地,所述冷凝器采用可拆板式结构,所述真空泵为水环式真空泵。
14.进一步地,所述mvr机械压缩系统包括进汽管路、mvr蒸汽压缩机和出汽管路。
15.根据本发明的另一个方面,还提供了基于所述葡糖糖酸内酯mvr板式蒸发系统的葡糖糖酸内酯mvr蒸发浓缩方法。
16.一种葡糖糖酸内酯mvr蒸发浓缩方法,包括以下步骤:
17.步骤一:预热:plc发出控制信号给进料调节阀,从而调节进料流量。低温物料经过三段预热,加热介质依次为二次蒸汽冷凝水、不凝气及剩余的二次蒸汽、新鲜蒸汽;
18.第三段预热器出口设置温度传感器,通过plc控制蒸汽管路中的气动调节阀,通过
新鲜蒸汽调节阀的开度实现对预热温度的调节;
19.步骤二:加热:打开总管新鲜蒸汽截止阀,过热蒸汽进来后,经过文丘里降温装置,将过热蒸汽变为饱和蒸汽,通过设定管道物料温度plc自动调节蒸汽降温调节阀,控制新鲜蒸汽温度;
20.步骤三:蒸发和mvr提质增焓:经过预热后的物料进入一体板式蒸发器,加热后进入一体分离器,浓缩后的物料顺序进入二体板式蒸发器,二体蒸发后的物料抽出系统;
21.分离器的二次蒸汽进入压缩机,mvr压缩机将低品位的蒸汽压缩提焓变为高品位的蒸汽,作为蒸发器的加热蒸汽,不再使用新鲜蒸汽;
22.步骤四:冷凝:蒸发器出来的多余的二次蒸汽和不凝气由水环真空泵抽入板式冷凝器中,冷凝水由另一台冷凝水泵排出系统,真空泵保持整个系统处于真空状态;
23.步骤五,采用自动化系统进行自动化控制实现自动运行、自我保护、自动在线监测功能,并实现手动和自动的切换。
24.进一步地,所述自动化系统包括报警模块和连锁控制模块,其中,所述报警模块用于实现机泵跳闸报警、液位报警、进料流量报警、出料密度报警和mvr压缩机报警。
25.进一步地,所述连锁控制模块用于实现出料密度与出料阀开度连锁、蜗壳液位与mvr压缩机连锁、二效旋风分离器液位与进料泵连锁、mvr压缩机连锁、预热蒸汽流量与新鲜蒸汽气动调节阀连锁。
26.相比于现有技术,本发明的有益效果在于:
27.充分利用系统自身的热量,利用mvr压缩机将系统产生的二次蒸汽压缩,提高蒸汽品质,将二次蒸汽冷凝水、不凝气、提升品质的蒸汽,分品级、分类别应用于加热不同温度的物料,使物料温度实现梯级抬升,逐步达到蒸发温度,新鲜蒸汽只是在开机时作为辅助加热热源使用,开机后通过自身系统的循环就能够满足热量需求,仅需要少量的热源进行热量调节,系统实现减少新鲜蒸汽用量95%以上,进而大大减少了动力煤的消耗,一效两体装置的蒸发温度只有75℃,实现低温蒸发,有效避开了物料的强腐蚀温度区间,降低了系统设备和管道的腐蚀,提高了装置的使用寿命。
附图说明
28.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
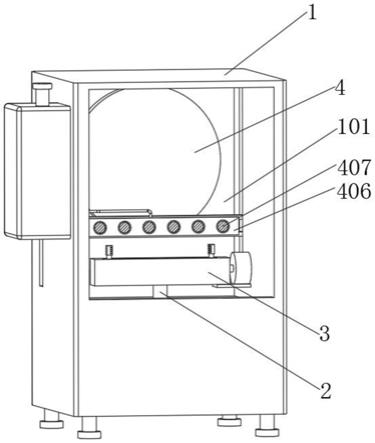
29.图1为本发明提出的葡糖糖酸内酯mvr板式蒸发系统的示意图;
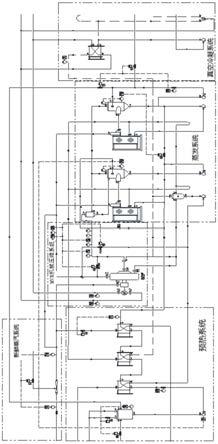
30.图2为本发明中的预热系统的示意图;
31.图3为本发明中的新鲜蒸汽系统的示意图;
32.图4为本发明中的蒸发系统的示意图;
33.图5为本发明中的真空冷凝系统的示意图;
34.图6为本发明中的mvr机械压缩系统的示意图。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
36.根据本发明的实施例,提供了一种葡糖糖酸内酯mvr板式蒸发系统。
37.参照图1,一种葡糖糖酸内酯mvr板式蒸发系统,其特征在于:包括进料预热系统、新鲜蒸汽系统、蒸发系统、真空冷凝系统、mvr机械压缩系统和电气控制系统;
38.参照图2,在本技术的具体实施例中,所述进料预热系统包括应急水气动阀pv1101、进料气动阀pvc1101、进料罐g1101、进料泵p1101、电磁流量计ft2101、一段板式预热器e2101、二段板式预热器e2102、三段板式预热器e2103和预热器加热蒸汽调节阀pvc2101。
39.参照图3,在本技术的具体实施例中,所述新鲜蒸汽系统包括新鲜蒸汽截止阀v2101、文丘里降温装置j1101、降温气动阀pv2102和开机旁路;
40.参照图4,在本技术的具体实施例中,所述蒸发系统包括一体板式蒸发器es3101、二体板式蒸发器es3201、一体分离器g3101、二体分离器g3201、二次分离器g3102、一效物料循环泵p3102、二效物料循环泵p3202、出料泵p3201、冷凝水罐g3101和冷凝水泵p3101。
41.需要说明的是,所述蒸发系统是由一效两体组成,一效指蒸汽同时进入两台板式蒸发器,两者并联,两体指两套板式蒸发器、分离器、循环泵组成。
42.参照图5,在本技术的具体实施例中,所述真空冷凝系统包括冷凝器ec4101、真空泵p4102和冷凝水泵p4101;
43.在本技术的具体实施例中,所述冷凝器采用可拆板式结构,真空泵为水环式真空泵;
44.参照图6,在本技术的具体实施例中,所述mvr机械压缩系统包括进汽管路、mvr蒸汽压缩机和出汽管路组成。
45.在本实施例中,需要说明的是,所述电气控制系统除线路、执行器、传感器、气动阀门外还包括程序软件、plc控制柜、工控机及显示器;
46.所述电气控制系统是由程序软件、传感器、变送器、执行器、plc控制柜、abb变频柜、工控机及显示器组成。
47.根据本发明的实施例,还提供了基于葡糖糖酸内酯mvr板式蒸发系统的一种葡糖糖酸内酯mvr蒸发浓缩方法。
48.一种葡糖糖酸内酯mvr蒸发浓缩方法,包括以下步骤:
49.步骤一:预热:plc发出控制信号给进料气动阀pvc1101,从而调节进料流量。低温物料经过三段预热,加热介质依次为二次蒸汽冷凝水、不凝气及剩余的二次蒸汽、新鲜蒸汽,进入的预热器依次为e2101、e2102、e2103,三段预热后物料温度达到70℃;
50.第三段预热器出口设置温度传感器,通过plc控制蒸汽管路中的气动调节阀pvc2101,通过新鲜蒸汽调节阀pvc2101的开度实现对预热温度的调节;
51.需要说明的是,预热器采用单段可拆式板式换热器,所述应急水气动阀pv1101用于应急水控制及物料管路冲洗水控制。
52.步骤二:加热:打开总管新鲜蒸汽截止阀v2101,过热蒸汽进来后,经过文丘里降温装置j1101,将过热蒸汽变为饱和蒸汽,通过设定管道物料温度plc自动调节蒸汽降温气动阀pv2102,控制新鲜蒸汽温度;
53.需要说明的是,在开机时需要打开开机旁路,此时经降温后的新鲜蒸汽直接进入蒸发器es3101和es3201,以快速加热循环管路中的物料。
54.步骤三:经过预热后的物料进入一体板式蒸发器es3101,加热后进入一体分离器g3101,浓缩后的物料顺序进入二体板式蒸发器es3201,二体分离器g3201,二体分离后的物料经出料泵p3201抽出系统,其中,系统的蒸发温度为75℃;
55.分离器的二次蒸汽经过二次分离器g3102再次分离后由进汽管路进入mvr压缩机,mvr压缩机将低品位的蒸汽压缩提焓变为高品位的蒸汽,提升温差15℃,作为蒸发器的加热蒸汽,不再使用新鲜蒸汽;
56.具体地,蒸汽冷凝水流入冷凝水罐g3101,由冷凝水泵p3101抽入一段预热器e2101。
57.步骤四:冷凝:蒸发器出来的多余的二次蒸汽和不凝气由水环真空泵p4102抽入板式冷凝器ec4101中,冷凝水由另一台冷凝水泵p4101排出系统,真空泵保持整个系统处于真空状态;
58.具体地,真空度通过真空泵变频可在-0.06mpa~-0.09mpa范围内调节。
59.进一步地,真空泵保持整个系统处于真空状态,真空度不低于-0.086mpa。
60.步骤五,采用自动化系统进行自动化控制实现自动运行、自我保护、自动在线监测功能,并实现手动和自动的切换。
61.在本技术的具体实施例中,所述自动化系统包括报警模块和连锁控制模块,其中,所述报警模块用于实现机泵跳闸报警、液位报警、进料流量报警、出料密度报警和mvr压缩机报警;
62.进一步地,对报警模块的报警流程进一步说明,具体如下:
63.机泵跳闸报警:每个机泵运行过程中由于过载、过流、短路、缺相等造成断路器跳闸,系统会报警;
64.液位报警:包括进料平衡罐液位和旋风分离器液位报警,液位计设置高位报警,低位报警,报警值可设置;
65.进料流量报警:进料管路设置电磁流量计,流量设置低报警,报警在进料泵开启时有效,报警值可设置;
66.出料密度报警:出料管道安装有质量流量计,检测出料密度,密度值设置低位报警,报警在系统运行时有效,报警值可设置;
67.mvr压缩机报警:mvr压缩机运行过程中由于电机轴承温度过高、电机各相绕组温度过高、高速轴前后轴瓦温度过高、高速轴叶轮侧轴振动过高、供油管路油压过高或过低、供油管路中油温过高、防喘振条件不满足等情况时,系统会报警。需查找并消除故障状态,确保安全。
68.在本技术的具体实施例中,所述连锁控制模块用于实现出料密度与出料阀开度连锁、蜗壳液位与mvr压缩机连锁、二效旋风分离器液位与进料泵连锁、mvr压缩机连锁、预热蒸汽流量与新鲜蒸汽气动调节阀连锁。
69.进一步地,对连锁控制模块的连锁流程进一步说明,具体如下:
70.出料密度:出料管道安装有质量流量计,检测出料密度,密度设置目标值,连锁出料调节阀门,用户可依据实际情况选择投入(自动)或切断(手动)连锁状态。
71.其中,连锁逻辑为:出料密度达到连锁值出料阀开度到高值,出料密度低于设定值时出料阀开度调至低值。
72.液位连锁:蜗壳排水液位连锁:蜗壳排水罐液位与mvr压缩机连锁;
73.连锁逻辑为:液位开关检测到信号,则mvr压缩机停机,需查找并消除故障,避免损坏设备。
74.旋风分离器液位连锁:旋风分离器与进料泵连锁;
75.连锁逻辑为:旋风分离器液位高液位关闭进料调节阀,低液位时打开进料调节阀。手动状态下可手动操作,自动状态下按连锁逻辑自动运行。
76.mvr压缩机连锁:mvr压缩机电机轴承温度、电机各相绕组温度、高速轴前后轴瓦温度、高速轴叶轮侧轴振动幅度、供油管路油压、供油管路中油温、防喘振条件不满足等情况与压缩机开关状态连锁;
77.连锁值出厂预设,当其中任一项参数达到压缩机连锁值时,系统会报警并自动停机。需查找并消除故障状态,确保安全。
78.预热蒸汽流量连锁:进料管道安装有流量变送器,检测进料流量,流量设置连锁值,连锁一次蒸汽阀门;
79.连锁逻辑为:进料流量低于连锁值一次蒸汽阀门全部关闭。
80.综上所述,本方案的优点在于更节能,将装置的余热利用殆尽,几乎不用输入热量,就可以实现装置的运行,节能是节约新鲜蒸汽的输入,节约用煤用电,运行成本低。
81.其次,是低温蒸发,避开了物料对管道强腐蚀范围区间,使得整个装置的使用寿命更长久。
82.最后,就是实现自动化控制,节约了人力,运行更快捷高效。
83.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。