技术特征:
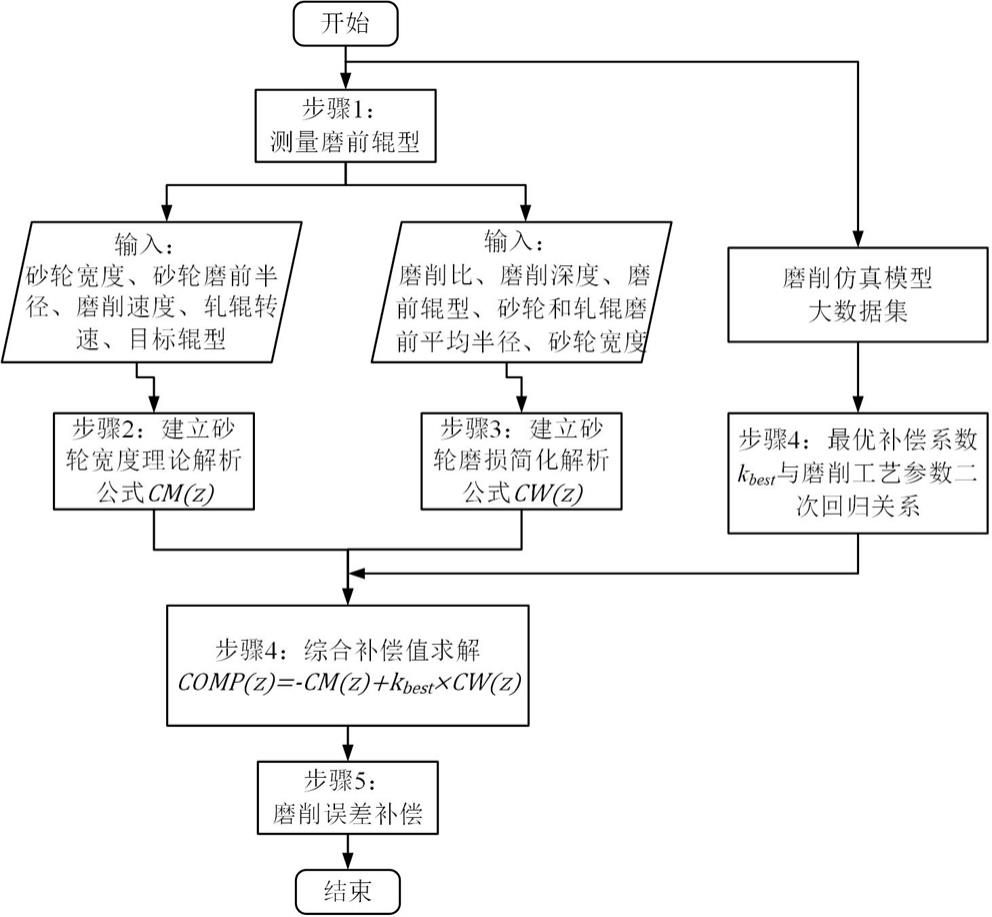
1.用于非圆构件复杂轮廓磨削的误差实时补偿方法,其特征在于,所述方法包括:步骤1、测量磨前轮廓;步骤2、构建砂轮宽度对应的轮廓误差补偿值理论解析公式,在计算过程中定义砂轮周向表面分布均匀,推导出砂轮宽度对应的误差补偿值;步骤3、构建砂轮磨损对应的轮廓误差补偿值简化解析公式,在计算过程中定义砂轮宽度方向均匀磨损、且周向表面分布均匀,推导出砂轮磨损对应的误差补偿值;步骤4、综合补偿值求解,采用最优补偿系数对步骤3中砂轮磨损对应的误差补偿值进行修正,并与步骤2中砂轮宽度对应补偿值相减得到综合补偿值,其中通过磨削仿真数据集建立最优补偿系数与磨削工艺参数的二次回归关系求解;步骤5、补偿磨削误差,将高精度综合补偿值加入到磨削进给中,补偿磨削的轮廓误差。2.根据权利要求1所述的误差实时补偿方法,其特征在于,在步骤2构建砂轮宽度对应的轮廓误差补偿值理论解析公式前,输入砂轮宽度、砂轮磨前半径、磨削速度、工件转速、目标轮廓;砂轮宽度对应的误差补偿值如下:式中,为以工件对刀端面为原点、磨削横向移动方向为正方向的横向坐标,为砂轮宽度,为砂轮绕工件磨削一圈的横向步进宽度,为非圆构件的轮廓曲线在横向坐标处的值,为的导数,为的原函数,为砂轮宽度在横向坐标处对应的补偿值,砂轮退刀方向为正值。3.根据权利要求1所述的误差实时补偿方法,其特征在于,在步骤3建立砂轮磨损对应的轮廓误差补偿值简化解析公式前,输入磨削比、磨削深度、磨前轮廓、砂轮和工件磨前平均半径、砂轮宽度;砂轮磨损对应的误差补偿值如下:式中,为砂轮磨削前的平均半径,为砂轮在横向坐标z处的平均半径,为砂轮磨损在横向坐标处对应的补偿值,砂轮进刀方向为正值;为非圆构件磨削前的平均半径,为磨削前非圆构件的测量轮廓,为磨削深度,为当前磨削工艺参数下的磨削比,为砂轮宽度,为非圆构件的轮廓曲线在横向坐标处的值。4.根据权利要求1所述的误差实时补偿方法,其特征在于,步骤4中通过补偿系数对砂轮磨损对应的简化解析补偿值进行修正后与砂轮宽度补偿值相减得到高精度综合补偿
值如下:式中,为横向坐标处对应的高精度综合补偿值,为砂轮宽度在横向坐标处对应的理论补偿值,为砂轮磨损在横向坐标处对应的补偿值,表示同一组磨削工艺参数下砂轮磨损补偿值的最优补偿系数,需要通过磨削仿真数据集建立最优补偿系数与磨削工艺参数的二次回归模型求解,其中关于磨削工艺参数的二次回归模型如下:式中,(i=0,1,2,
…
,14)为二次回归模型的常数,为磨削深度,为非圆构件的转速,为砂轮表面线速度,为横向磨削速度。5.根据权利要求1所述的误差实时补偿方法,其特征在于,步骤5磨削误差补偿的过程包括:将根据测量的初始轮廓实时计算得到的高精度综合补偿值加入到磨削进给中,补偿磨削的轮廓误差。6.误差实时补偿系统,其特征在于,所述系统包括:数据采集单元,用于采集砂轮宽度、砂轮磨前半径、磨削速度、工件转速、目标轮廓、磨削比、磨削深度、磨前轮廓、砂轮和工件磨前平均半径;补偿解析公式构建单元,根据所述数据采集单元采集到的相关数据,分别构建砂轮宽度对应的轮廓误差补偿值理论解析公式、砂轮磨损对应的轮廓误差补偿值简化解析公式;综合补偿值求解单元,通过磨削仿真模型得到不同磨削工艺参数下的最优补偿系数数据集,建立最优补偿系数与磨削工艺参数的二次回归关系,确定当前工艺条件下的最优补偿系数,用修正砂轮磨损补偿值后与砂轮宽度补偿值相减求解高精度综合补偿值;磨削误差补偿单元,将根据测量的初始辊型实时计算得到的高精度综合补偿值加入到磨削进给中,补偿磨削的轮廓误差。7.误差实时补偿设备,其特征在于,包括:至少一个处理器和存储器;所述存储器存储计算机执行指令;至少一个处理器执行所述存储器存储的计算机执行指令,使得至少一个处理器执行如权利要求1至5任一项所述的误差实时补偿方法。8.一种可读存储介质,其特征在于,所述可读存储介质中存储有计算机执行指令,当处理器执行所述计算机执行指令时,实现如权利要求1至5任一项所述的误差实时补偿方法。
技术总结
本发明提供了一种用于非圆构件复杂轮廓磨削的误差实时补偿方法及系统。该方法首先建立了砂轮宽度和砂轮磨损相互独立情况下对应的轮廓误差补偿值的简化解析模型,通过补偿系数和修正砂轮磨损补偿值,得到系数待定的高精度综合补偿值模型。由于同一组磨削工艺参数不同初始轮廓下最优补偿系数具有一致性,通过磨削仿真模型得到不同磨削工艺参数下的最优补偿系数数据集,并建立最优补偿系数与磨削工艺参数的二次回归模型,在精密磨削中即可实现根据工件不同初始轮廓生成高精度综合补偿值,加入到磨削进给中补偿轮廓误差,同时满足实时性和高精度的要求。本发明在保障加工效率的情况下能有效提高非圆构件的轮廓精度。件的轮廓精度。件的轮廓精度。
技术研发人员:曹宇中 李学崑 王冬 王立平 刘翔雄 杜海涛 陈军闯 吴振合 王超
受保护的技术使用者:清华大学
技术研发日:2022.03.03
技术公布日:2022/5/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。