1.本实用新型属于摄像头模组加工技术领域,具体涉及一种基于贴板平台加热的装置。
背景技术:
2.贴板机是摄像头模组行业的重要设备之一,它主要由控制单元、上下料模组、光源模组、载板传送模组、推杆等组件组成;载板上开有贯穿的放置口。
3.其工作原理是将高温胶带粘合在载板底面后,控制单元按照预设的程序,将载板推送到移栽平台上,并保持载板的底面朝下,即,高温胶带不含高温胶的一面与移栽平台接触;再用真空吸头将分板后的fpc(fpc,即柔性电路板,是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性和优秀可挠性的印刷电路板)放置到载板的放置口内,让fpc与高温胶带上的高温胶接触,从而将fpc板与高温胶带贴合。由于高温胶带又粘合在载板底面,后续工序就可以通过载板对fpc进行中转,更加的方便高效。
4.但是,传统贴板技术中,将fpc与高温胶带接触后,需要人工按压fpc使fpc与高温胶带的贴合面积达到50%-80%,以保证贴合效果;若不进行人工按压,贴板后的流出物料在清洗工序中抛料率会很高,并且不良率也会增加。清洗工序,通常为将载板放置在转盘上固定后高速转动转盘,若fpc与高温胶带的贴合性不足就会被甩飞(即抛料),fpc被甩飞出去后由于磕碰可能会成为不良品。除此,即使通过人工进行按压,按压的效果也并不稳定并且按压过程非常耗时耗力。
5.综上,现有的贴板装置容易出现fpc贴合不到位导致清洗抛料率高的问题。
技术实现要素:
6.本实用新型的目的在于,提供一种基于贴板平台加热的装置,能够有效解决fpc贴合不到位导致清洗抛料率高的问题。
7.本实用新型提供的基础方案为:
8.一种基于贴板平台加热的装置,包括控制单元、载板和移栽平台;载板上开有贯穿的放置口;
9.移栽平台上设有加热机构;加热机构包括固定座、加热模块与底板;
10.固定座的底部开有开口朝下的加热腔,加热模块设置在加热腔内,加热模块与控制单元电连接;底板与固定座的底面固定,且底板将加热腔完全遮盖;底板还与加热模块固定;
11.固定座的顶面为平面,固定座的平面上固设有两条限位条,限位条为长条状且两条限位条平行,两条限位条与固定座的顶面形成放置槽,放置槽用于放置载板;固定座的顶部为金属材料。
12.基础方案工作原理及有益效果:
13.使用本装置时,由于固定座的底部开有开口朝下的加热腔,加热模块设置在加热
腔内,且加热模块与控制单元电连接,控制模块可在放置载板前控制加热模块进行加热。同时,由于固定座的顶部为金属材料,加热模块进行加热时,固定座的顶部会保持良好的导热。
14.由于固定座顶面以及顶面固设的两条限位条形成了放置载板的放置槽,将高温胶带覆盖在载板上后,可将载板放置在固定座的放置槽;这样,在对载板进行放置的同时还可对载板进行限位。
15.载板放在放置槽后,高温胶带会与固定座的底面保持接触。由于放置载板前加热模块已经进行加热,且固定座的顶部导热良好;高温胶带与固定座的底面接触后会保持一个较高的温度,在较高温度时,高温胶带的粘附效果会得到提升。
16.由于加热机构固定在移栽平台上,控制单元将fpc板与高温胶带贴合的整个过程中,高温胶带可以持续受热,始终保持一个优秀的粘附性,直接就可以保证贴合的稳定性。实践中,高温胶带在受热增加粘度后,fpc的贴合面积可保持80%以上,实现了无需人工按压贴合覆盖也能达到理想贴合面积的效果。并且,由于该过程可由控制单元全自动控制,与人工按压相比稳定性更好、效率更高。这样,在后续的清洗环节,就可以有效的控制抛料率,同步控制fpc的不良率。
17.综上,本技术能够有效解决fpc贴合不到位导致清洗抛料率高的问题。
18.进一步,载板的横截面为长方形;两个限位条的相对侧分别开有朝向另一限位条的导向槽。
19.有益效果:这样的限位条结构,在放置载板时可对载板进行导向;除此,将载板放置好后,可以更好的对载板进行限位。
20.进一步,两个限位条之间的距离小于载板的横截面宽度;两个导向槽之间的距离大于大板的横截面宽度;导向槽的高度大于载板的厚度。
21.有益效果:这样的结构,可以同时保证导向槽的导向作用及限位作用。
22.进一步,载板上的放置口有多个,放置口沿载板的长度方向均匀设置。
23.有益效果:这样的设置,一块载板上可设置多个放置口,在充分利用载板空间的同时,还可以保证fpc贴合好后有整洁的排版。
24.进一步,放置口的横截面为长方形,放置口的长度方向为载板的宽度相向。
25.有益效果:这样的设置,每个放置口均可以放置多个fpc。
26.进一步,放置口的宽度大于fpc板的长度且小于fpc板的1.5倍长度。
27.有益效果:这样的宽度设置,在保证fpc防止空间的同时,可以有效的控制单个放置口的宽度,从而可以保障载板上放置口的数量。
28.进一步,加热腔内设有温度传感器,温度传感器与控制单元电连接。
29.有益效果:在控制单元内提前设置加热温度后,通过温度传感器的反馈温度值,控制单元可实时调节加热模块的功率,从而使高温胶带的受热均匀,始终处于一个理想的温度,进一步保证fpc贴合的稳定性。
30.进一步,加热模块为陶瓷加热器。
31.有益效果:陶瓷加热器是一种高效热分部均匀的加热器、热导性极佳的金属合金,与其他的加热器相比,可以确保加热的温度均匀,消除设备的热点及冷点。
32.进一步,移栽平台设有推动机构,推动机构与控制单元电连接,推动机构与加热机
构固定,推动机构用于推动加热机构沿限位条长度方向移动;固定座进料的一侧开有定位口,定位口朝向进料装置且定位口上下贯穿;
33.移栽平台还设有定位机构,定位机构位于加热机构和进料装置之间,且定位机构位于加热机构长度方向的一侧;定位机构包括转动电机和转动杆;转动电机位于加热机构长度方向延伸区域的一侧,转动电机与控制单元电连接,转动电机用于转动杆转动;转动杆的自由端固设有与定位口配合的定位块。
34.名词说明:进料装置,即,将载板送入加热机构的装置。
35.有意效果:将载板从进料口推入加热机构后,载板不会直接就到达加工位置,而是会有一部分在进料口外。使用本装置,将载板推入加热机构后,控制单元可驱动推动机构推动加热机构朝远离进料装置的方向移动,之后,控制单元可驱动转动电机转动使转动杆转动,将定位杆到达能够与定位口接触配合的位置。再然后,控制单元可驱动推动机构推动加热机构朝进料装置方向移动,移动过程中,定位杆会先和载板接触并推动载板在加热机构上移动,直到定位杆与定位口完成接触配合,此时,载板就到达了加工位置。
36.通过这样的方式,可保证载板推入加热机构后,能够稳定的到达加工位置。
附图说明
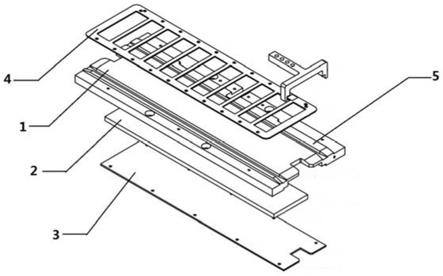
37.图1为本实用新型实施例一中加热机构及载板的结构示意图;
38.图2为本实用新型实施例一的逻辑框图;
39.图3为本实用新型实施例二中加热机构及定位结构的俯视图;
40.图4为本实用新型实施例二的逻辑框图。
具体实施方式
41.下面通过具体实施方式进一步详细的说明:
42.说明书附图中的附图标记包括:固定座1、加热模块2、底板3、载板4、限位条5、定位口6、转动杆7、定位块8、移栽平台9。
43.实施例一
44.如图1、图2所示,一种基于贴板平台加热的装置,包括控制单元、载板4、移栽平台9和加热机构。本实施例中,控制单元使用plc,在其他实施例中,控制单元也可以使用工业pc;移栽平台9使用现有的结构即可。
45.载板4的横截面为长方形;载板4上开有贯穿的放置口。载板4上的放置口有多个,放置口沿载板4的长度方向均匀设置;这样,一块载板4上可设置多个放置口,在充分利用载板4空间的同时,还可以保证fpc贴合好后有整洁的排版。本实施例中,载板4上有11个放置口。放置口的宽度大于fpc板的长度且小于fpc板的1.5倍长度,这样的宽度,在保证fpc防止空间的同时,可以有效的控制单个放置口的宽度,从而可以保障载板4上放置口的数量。本实施例中,放置口的宽度为fpc板长度的1.3倍。放置口的横截面为长方形,放置口的长度方向为载板4的宽度相向。
46.加热机构安装在移栽平台9上。加热机构包括固定座1、加热模块2与底板3。固定座1的底部开有开口朝下的加热腔,加热模块2设置在加热腔内,加热模块2与控制单元电连接;底板3与固定座1的底面固定,且底板3将加热腔完全遮盖;底板3还与加热模块2固定。本
实施例中,加热模块2为陶瓷加热器,陶瓷加热器是一种高效热分部均匀的加热器、热导性极佳的金属合金,与其他的加热器相比,可以确保加热的温度均匀,消除设备的热点及冷点。加热腔的内壁固定有温度传感器,温度传感器与控制单元电连接。
47.固定座1的顶面为平面,固定座1的平面上固设有两条限位条5,限位条5为长条状且两条限位条5平行,两条限位条5与固定座1的顶面形成放置槽,放置槽用于放置载板4。两个限位条5的相对侧分别开有朝向另一限位条5的导向槽。两个限位条5之间的距离小于载板4的横截面宽度;两个导向槽之间的距离大于大板的横截面宽度;导向槽的高度大于载板4的厚度。本实施例中,两个限位条5之间的距离比载板4的宽度小0.5厘米;两个导向槽之间的距离比横截面的宽度大1厘米;导向槽的高度比载板4的厚度大0.3厘米。这样的结构,可以同时保证导向槽的导向作用及限位作用。
48.固定座1的顶部为金属材料,本实施例中为铝合金材料。这样,能保证固定座1顶部良好的导热性。
49.具体实施过程如下:
50.使用本装置时,在放置载板4前,控制模块可在放置载板4前控制加热模块2进行加热。由于固定座1的顶部为金属材料,加热模块2进行加热时,固定座1的顶部会保持良好的导热。
51.将高温胶带覆盖在载板4上后,可将载板4放置在固定座1的放置槽;这样,在对载板4进行放置的同时还可对载板4进行限位。载板4放在放置槽后,高温胶带会与固定座1的底面保持接触。由于放置载板4前加热模块2已经进行加热,且固定座1的顶部导热良好;高温胶带与固定座1的底面接触后会保持一个较高的温度,在较高温度时,高温胶带的粘附效果会得到提升。
52.由于加热机构设置在移栽平台9上,控制单元将fpc板与高温胶带贴合的整个过程中,高温胶带可以持续受热,始终保持一个优秀的粘附性,直接就可以保证贴合的稳定性。实践中,高温胶带在受热增加粘度后,fpc的贴合面积可保持80%以上,实现了无需人工按压贴合覆盖也能达到理想贴合面积的效果。并且,由于该过程可由控制单元全自动控制,与人工按压相比稳定性更好、效率更高。这样,在后续的清洗环节,就可以有效的控制抛料率,同步控制fpc的不良率。
53.实施例二
54.如图3、图4所示,与实施例一不同的是,本实施例中,移栽平台9设有推动机构(图中未示出)和定位机构。
55.推动机构与控制单元电连接,推动机构与加热机构固定,推动机构用于推动加热机构沿限位条5长度方向移动。本实施例中,推动机构为电动气缸。固定座1进料的一侧开有定位口6,定位口6朝向进料装置且定位口6上下贯穿。进料装置,即将载板4送入加热机构的装置。进料装置并非本技术的发明点,直接使用现有的技术结构即可,本实施例中,进料装置为弹夹加进料气缸。
56.定位机构位于加热机构和进料装置之间,且定位机构位于加热机构长度方向的一侧;定位机构包括转动电机和转动杆7;转动电机位于加热机构长度方向延伸区域的一侧,转动电机与控制单元电连接,转动电机用于转动杆7转动;转动杆7的自由端固设有与定位口6配合的定位块8。
57.将载板4从进料口推入加热机构后,载板4不会直接就到达加工位置,而是会有一部分在进料口外。使用本装置,将载板4推入加热机构后,控制单元可驱动推动机构推动加热机构朝远离进料装置的方向移动,之后,控制单元可驱动转动电机转动使转动杆7转动,将定位杆到达能够与定位口6接触配合的位置。再然后,控制单元可驱动推动机构推动加热机构朝进料装置方向移动,移动过程中,定位杆会先和载板4接触并推动载板4在加热机构上移动,直到定位杆与定位口6完成接触配合,此时,载板4就到达了加工位置。
58.通过这样的方式,可保证载板4推入加热机构后,能够稳定的到达加工位置。
59.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前实用新型所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
