1.本实用新型涉及超薄焊带加工技术领域,尤指一种超薄焊带的制作装置。
背景技术:
2.通常的光伏焊带,铜带基材厚度都在0.10mm以上,镀层单面厚度也在0.015mm-0.02mm之间;而超薄焊带的铜带基材厚度仅为0.05mm,单面镀层厚度为0.01-0.015mm之间,铜带的宽度为5mm-10mm,由于扁平铜带铜基材具有一定的宽度,同时又超薄,因此在放线、表面处理、传输、镀锡、收卷各个环节中,稍有不慎就极易造成焊带变形、凸起、锯齿卷边等现象,由于超薄焊带的自身特征要求,目前普通焊带的生产方式已经不能适合超薄焊带的制作要求,在生产超薄焊带时极易将焊带拉断或扭曲变形。
技术实现要素:
3.本实用新型的主要目的,在于提供一种超薄焊带的制作装置,以解决现有技术中普通焊带的生产方式不适合超薄焊带制作,容易造成焊带断裂、扭曲变形的问题。
4.为解决上述技术问题,本实用新型是这样实现的:沿焊带输送方向依次设置的放线装置、恒温锡炉、动力胶辊和收卷轴;所述放线装置包括底座和放线轴,所述放线轴的一端固定设置在底座上;所述恒温锡炉的出口设有3根钛合金棒,3根所述钛合金棒以v型排列;所述动力胶辊包括主动胶辊和从动胶辊,所述主动胶辊通过调速电机驱动,所述从动胶辊的两端均设有间隙调节机构;所述收卷轴通过力矩电机驱动,所述力矩电机与调速电机相互配合。
5.作为进一步的技术方案,所述动力胶辊还包括固定架,所述主动胶辊转动设置在固定架上,并且其一端固定设有第一同步轮,所述第一同步轮的一侧设有第二同步轮,所述第一同步轮和第二同步轮之间通过同步带连接,所述第二同步轮与调速电机的电机轴固定连接。
6.作为进一步的技术方案,所述固定架沿垂直主动胶辊轴向的两侧分别设有通槽,所述通槽与主动胶辊相邻设置,所述通槽远离主动胶辊的一端贯穿固定板的端部;所述从动胶辊设置于两侧通槽之间,并通过间隙调节机构沿两侧通槽滑动。
7.作为进一步的技术方案,所述间隙调节机构包括滑座和两个卡接板,所述从动胶辊的端部与滑座转动连接,所述滑座与滑槽滑动连接,所述滑座远离主动胶辊的一端设有螺杆,两个所述卡接板分别设置在螺杆的两侧并夹紧螺杆,两个所述卡接板之间通过螺钉固定,其中所述螺杆远离滑座的一端穿过卡接板,并通过螺母与卡接板卡紧。
8.作为进一步的技术方案,所述放线装置与恒温锡炉之间设有清洗槽,所述清洗槽中装有助焊剂。
9.作为进一步的技术方案,所述力矩电机与设于力矩电机一侧的力矩电机控制器电性连接。
10.作为进一步的技术方案,所述调速电机与设于调速电机一侧调速器电性连接
11.本实用新型的有益效果为:本实用新型通过设置无动力的放线轴,该放线轴与控制动力胶辊的调速电机以及控制收卷轴的力矩电力相互配合,使收卷速度与胶辊速度达到平衡,保持焊带匀速前进,焊带质量稳定,避免了焊带断裂、卷边变形的问题。
附图说明
12.下面结合附图和具体实施方式对本实用新型做进一步详细的说明。
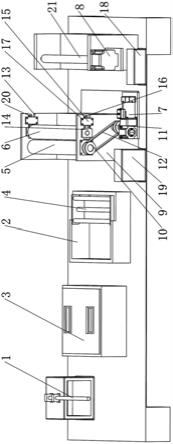
13.图1为本实用新型的立体结构示意图;
14.图2为本实用新型的钛合金棒示意图
15.图3为本实用新型的动力胶辊示意图。
16.附图标记说明
17.1、放线轴;2、恒温锡炉;3、清洗槽;4、钛合金棒;5、主动胶辊;6、从动胶辊;7、调速电机;8、力矩电机;9、固定架;10、第一同步轮;11、第二同步轮;12、同步带;13、通槽;14、滑座;15、卡接板;16、螺杆;17、螺钉;18、力矩电机控制器;19、调速器;20、螺母;21、收卷轴。
具体实施方式
18.下面结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是本实用新型还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广,因此本实用新型不受下面公开的具体实施例的限制。
19.如图1-图3所示,本实用新型提出了一种超薄焊带的制作装置,包括:沿焊带输送方向依次设置的放线装置、恒温锡炉2、动力胶辊和收卷轴21;放线装置包括底座和放线轴,放线轴21的一端固定设置在底座上;恒温锡炉2的出口设有3根钛合金棒4,3根钛合金棒4平行设置,并且以v型结构排列;动力胶辊包括主动胶辊5和从动胶辊6,主动胶辊5通过调速电机7驱动,从动胶辊6的两端均设有间隙调节机构;收卷轴21通过力矩电机8驱动,力矩电机8与调速电机7相互配合。
20.动力胶辊还包括固定架9,主动胶辊5转动设置在固定架9上,并且其一端固定设有第一同步轮10,第一同步轮10的一侧设有第二同步轮11,第一同步轮10和第二同步轮11之间通过同步带12连接,第二同步轮11与调速电机7的电机轴固定连接;固定架9沿垂直主动胶辊5轴向的两侧分别设有通槽13,通槽13与主动胶辊5相邻设置,通槽13远离主动胶辊5的一端贯穿固定板的端部;从动胶辊6设置于两侧通槽13之间,并通过间隙调节机构沿两侧通槽13滑动。
21.间隙调节机构包括滑座14和两个卡接板15,从动胶辊6的端部与滑座14转动连接,滑座14与滑槽滑动连接,滑座14远离主动胶辊5的一端设有螺杆16,两个卡接板15分别设置在螺杆16的两侧并夹紧螺杆16,两个卡接板15之间通过螺钉17固定,其中螺杆16远离滑座14的一端穿过卡接板15,并通过螺母20与卡接板15卡紧。
22.放线装置与恒温锡炉2之间设有清洗槽3,清洗槽3中装有助焊剂。
23.力矩电机8与设于力矩电机8一侧的力矩电机控制器18电性连接。
24.调速电机7与设于调速电机7一侧调速器19电性连接。
25.超薄焊带铜基材为宽度5-10mm,厚度0.05mm,极易拉断或扭曲、卷边,因此本实施例在使用过程中,由动力胶辊对铜带进行引导,首先铜带从放线轴1放线,并且放线轴1无动力装置,从而使成铜带卷趋近于自由状态放线,以免造成破坏,由放线轴1放线之后进入清洗槽3,清洗槽3中装有专用助焊剂,辅助铜带镀锡,从清洗槽3出来之后进入恒温锡炉2进行镀锡,镀锡完成之后,在恒温锡炉2的出口处设置有三根钛合金棒4,以刮掉焊带表面的杂质,防止杂质粘贴在焊带表面,也起到了将焊带校平整的目的,其中恒温锡炉2的炉温为280-290℃,涂锡速度为1-2m/min,以保证当焊带离开锡炉进入胶辊时,锡层要冷却凝固,并且此炉温下的焊带表面光泽,薄厚均匀。
26.其中动力胶辊在引导焊带时,其主动胶辊5由调速电机7驱动,收卷轴21由力矩电机8驱动,并且力矩电机8与动力胶辊中的调速电机7相互配合,通过调速器19调整调速电机7的转速,从而控制涂锡的速度为1-2m/min,并以此速度匀速进行;通过力矩电机控制器18调节力矩电机8,使收卷轴21的收卷速度与动力胶辊速度达到平衡,并将涂锡好的焊带及时收卷,保证正常收卷,避免焊带因受到拉力而断裂、扭曲变形。
27.其中主动胶辊5由同步带12传动,不打滑,不丢转,确保匀速走线,涂锡厚度均匀;从动胶辊6设有间隙调节机构,可通过间隙调节机构调节两个胶辊之间的距离,以适用不同厚度的焊带,在调节时,可先拧下螺母20,再拧松螺钉17,使两个卡接板15不再卡紧螺杆16,此时推动螺杆16即可带动滑座14滑动,从而调节从动胶辊6与主动胶辊5之间的距离,调节好之后,拧紧螺丝,在拧上螺母20,使螺母20与卡接板15卡紧即可。
28.以上说明内容仅为本实用新型较佳实施例,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
