1.本实用新型涉及一种标签收卷设备领域,特别涉及标签纸收卷分条机。
背景技术:
2.不干胶标签纸主要是通过收卷机实现自动收卷,纸芯套管套设在收卷辊上,由收卷辊带动纸芯套管转动,从而实现收卷,市面上大部分的不干胶标签纸都是先利用粘附剂将初始端固定在纸管芯套上,纸芯套管套在收卷辊上进行收卷,但这种收卷方式存在一定的缺陷,即不干胶标签纸的首段需要粘附在纸管芯套上,而粘在纸管芯套上的那一部分在标签打印机打印最后一张标签时,由于这张标签是粘附在纸管芯套上,而标签打印机输出标签时的力无法克服粘附剂的粘力,从而容易造成标签打印机损坏,并且粘连在纸管芯套上的那一部分无法使用,造成浪费;市面上也有使用将不干胶标签纸在初始端折叠一小部分来实现牵引作用跟随收卷辊转动进行收卷的方式,但折叠的部分形成了褶皱,影响成卷后标签美观。
3.不干胶标签纸收卷机在工作中,需要不干胶纸筒分条后再复卷成独立的多个标签纸,现有的不干胶标签纸收卷机在实际使用过程中还有如下缺点:
4.1、当一组标签纸复卷完成后需要通将标签纸与纸筒割断后下料,现有的不干胶标签纸收卷机在断料时会让工人手动切断或通过上下设置的切刀合拢切断,但这种断料方式存在结构复杂,断料速度慢且切口不平整的问题,且复卷后的标签纸再在下料机构中下料打包,但现有的下料机构在下料时需要将收卷机暂停工作,下料后重新上好纸芯套管后才能再次工作,这样导致下料与换料时机器停工,严重影响加工效率。
5.2、现有的不干胶标签纸收卷机在工作中,需要把不干胶纸筒放置上上料辊上,再通过分条机分割收卷后制成一个个独立的标签纸,但是不干胶纸筒体积大且十分承重,工人在将其搬运在上料辊上工作时十分不便且工作量太大。
6.3、不干胶标签纸收卷机在工作中,需要不干胶纸筒分条成独立的多个标签纸,但现有分条机构分条得到的标签纸的宽度规格是固定的,从而不能分条成不同宽度规格的标签纸,存在对幅宽的适应性不高的问题,且现有的分条机构在分条时存在切口不平整,对厚度较厚的标签纸分条困难的问题。
技术实现要素:
7.本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种标签纸收卷分条机。
8.为实现上述目的,本实用新型提供了如下技术方案:标签纸收卷分条机,包括机架,所述机架沿标签纸的运动方向依次设有上料机构、分条机构以及收卷下料装置,其特征在于:所述上料机构包括供不干胶纸筒安装的上料辊,所述分条机构包括设置在机架上的分条架与分条驱动组件以及设置于分条架内用于将不干胶纸筒分条的滚刀组件,所述收卷下料装置包括设置在机架远离上料机构一端的下料机构、设置在机架对应下料机构一端的
复卷机构以及设置在下料机构与分条机构之间的插刀断料装置,所述下料机构包括至少一根安装轴,所述机架对应安装轴的一端设有驱动安装轴转动的复卷驱动组件,所述插刀断料装置包括设置在机架对应安装轴一端的压料架,所述压料架朝向安装轴一端设有第一收卷辊,另一端连接有压料气缸,所述压料架通过压料摆轴与机架连接,所述压料摆轴设置于第一收卷辊与压料气缸之间,所述压料气缸一端与机架连接,另一端与压料架铰接,并带动第一收卷辊以压料摆轴为中心摆动,使第一收卷辊与安装轴之间形成第一间隙,所述复卷机构包括设置在机架对应安装轴一端的复卷升降架,所述复卷升降架朝向安装轴的一端设有第二收卷辊,所述第二收卷辊设置于安装轴远离第一收卷辊的一端,所述机架对应复卷升降架的一端设有驱动第二收卷辊轴向升降的复卷升降组件,所述复卷升降组件带动第二收卷辊往安装轴运动,使第二收卷辊与安装轴之间形成第二间隙,所述第一收卷辊朝向安装轴的一端设有将标签纸压紧于安装轴的插刀,经过滚刀组件分条后的标签纸依次通过第二间隙、第一间隙再经插刀压紧在安装轴上进行收卷。
9.采用上述技术方案,不干胶纸筒呈卷状放置在上料机构的上料辊上,再通过蛇形纠偏器进行纠偏后送至分条机构,分条结构通过滚动组件将不干胶纸筒分条,标签纸第二间隙、第一间隙以及插刀,通过压料气缸带动插刀与第一收卷辊以压料摆轴为中心摆动,使第一收卷辊往安装轴运动,形成第一间隙,第二收卷辊轴向升降与安装轴形成第二间隙,再通过复卷驱动组件驱动安装轴主动转动,使插刀压住标签纸后改变标签纸的运动方向,使半球状压覆在安装轴的纸芯套管上,再通过第一、第二收卷辊将标签纸压覆住收卷,从而实现首端不粘附且首端不折叠收卷,同时插刀与安装轴处的标签纸绷直,整个过程通过主动旋转的安装轴、第一、第二收卷辊与插刀实现不粘胶收卷,即提高产品的加工效率,解决了传统收卷方式中存在标签首端粘附于纸芯套管在使用时首端标签不能得到利用且会损伤标签打印机的问题。
10.上述的标签纸收卷分条机,可进一步设置为:所述下料机构包括设置在机架上并与机架活动连接的翻转盘以及驱动翻转盘在机架上周向转动的翻转驱动组件,所述翻转盘对应复卷机构的一端与插刀断料装置配合形成复卷工位,另一端为下料工位,所述安装轴的数量为2,且设置于翻转盘直径两端,两端的安装轴分别坐落于复卷工位与下料工位内,所述安装轴与翻转盘活动连接,并通过翻转驱动组件带动翻转盘转动,使复卷工位与下料工位内的安装轴互换位置,所述翻转盘的两端设有翻转盘定位块,所述机架上设有翻转盘锁定气缸,所述翻转盘锁定气缸的输出端设有锁定锥,所述翻转盘定位块开设有供锁定锥插入进而锁定翻转盘的锁定槽,当安装轴设置于复卷工位或下料工位内时,所述翻转盘锁定气缸带动锁定锥插入锁定槽内。
11.采用上述技术方案,机架上设置复卷工位通过插刀断料装置与复卷机构将分条后的标签纸复卷断料为一个个独立的标签纸,通过设置下料工位将成品标签纸从下料工位取下再装上未复卷的标签纸纸芯套管,其中标签纸纸芯套管安装在翻转盘两端的安装轴上,通过翻转驱动组件带动翻转盘间歇转动,使复卷工位与下料工位内的安装轴互换位置,复卷驱动组件驱动安装轴转动实现收卷,使复卷工位工作时,下料工位也能将成品下料再装上标签纸纸芯套管,不需要停机就能实现双工位工作,实现一工一待,提高生产加工效率,通过在翻转盘的两端各设置一个翻转盘定位块,使翻转盘不管正反转,只需安装轴设置于复卷工位或下料工位内时,其中一个锁定槽正好朝向翻转盘锁定气缸,使翻转盘锁定气缸
带动锁定锥插入锁定槽内,防止复卷及下料过程中,翻转盘转动,提高设备稳定性。
12.上述的标签纸收卷分条机,可进一步设置为:所述复卷驱动组件包括设置在机架上的复卷驱动电机、设置在安装轴朝向复卷驱动电机一端的复卷同步副轮以及设置在机架远离复卷驱动电机一端的复卷同步子轮,所述复卷驱动电机的输出端设有复卷同步主轮,所述复卷同步子轮与复卷同步主轮之间绕设有复卷同步带,所述复卷同步副轮设置于复卷同步子轮与复卷同步主轮之间,所述复卷同步副轮设置于复卷同步带外侧,且与复卷同步带的外周相抵啮合,并带动复卷工位内的安装轴转动,所述翻转驱动组件包括翻转轴与翻转驱动电机,所述翻转驱动电机的输出端设有翻转同步主轮,所述翻转轴一端与翻转盘连接,另一端设有翻转同步副轮,所述翻转同步主轮与翻转同步副轮之间绕设有翻转同步带,所述翻转盘对应两个安装轴的一端均设有止动气缸,所述止动气缸的输出端设有止动板,所述安装轴穿过翻转盘后设有止动台,所述止动板上设有与止动台相适配的弧形止动槽,所述止动气缸通过推动弧形止动槽与止动台抵接,限制安装轴转动,所述复卷升降组件包括设置在机架上的复卷升降气缸,所述复卷升降气缸的输出端与复卷升降架连接,并带动第二收卷辊轴向往复运动,所述复卷升降架相对于的第二收卷辊的一侧设有辅助辊,所述复卷升降架对应辅助辊的一端设有中心与复卷升降架铰接的l型摆动架,所述l型摆动架一端与辅助辊连接,另一端连接有辅助摆动气缸,所述辅助摆动气缸与机架连接,并带动辅助辊做翘板运动,使辅助辊往复卷工位内的安装轴运动,使辅助辊、第一收卷辊轴与第二收卷辊轴呈三角形结构分布在安装轴的外周面。
13.采用上述技术方案,复卷驱动电机通过复卷同步子轮带动复卷同步带转动,而安装轴上的复卷同步副轮设置于复卷同步带外侧,在避免翻转轴翻转时发生干涉的同时又能通过复卷同步带带动复卷同步副轮转动,使安装轴上的标签纸通过安装轴转动收卷,实现中心收卷的方式收卷,翻转驱动电机通过翻转同步带带动翻转同步副轮转动,进而驱动翻转轴转动,通过将翻转驱动电机设置为正反两个反向间歇转动或同一个方向间歇转动,带动复卷工位与下料工位内的安装轴互换位置,实现一工一待,快速上下料,通过设置复卷升降气缸带动第二收卷辊靠近或分离安装轴,使其适配不同厚度的标签纸,同时在翻转盘转动时,不会干涉翻转盘转动,通过设置辅助辊,使辅助摆动气缸带动辅助辊做翘板运动,使其能靠近或分离安装轴,标签纸在进过第一间隙之前,先绕过辅助辊表面在经过第一间隙,在收卷过程中增加收卷的行程,使得收卷时标签不会产生褶皱,且配合第一收卷辊轴与第二收卷辊轴呈三角形结构分布在安装轴的外周面,使收卷过程更稳定。
14.上述的标签纸收卷分条机,可进一步设置为:所述压料架朝向插刀的一端设有断料机构,所述断料机构包括设置在压料架上的断料安装架,所述断料安装架的两端均设有同步轮安装板,所述同步轮安装板通过断料平衡杆连接,所述同步轮安装板上均相对设有端部与同步轮安装板铰接的断料同步轮,所述断料同步轮之间绕设有断料同步带,其中一个所述断料同步轮设有驱动断料同步带来回转动的同步带驱动电机,所述断料同步带朝向插刀的一端有安装有切刀安装板,所述切刀安装板一端与断料同步带固定连接,另一端设有切刀,所述切刀设置于插刀的前端,所述同步带驱动电机带动切刀在同步轮安装板之间径向往复移动,所述切刀为圆形刀片,所述切刀通过断料电机安装于切刀安装板上,并通过断料电机带动切刀转动。
15.采用上述技术方案,不干胶纸筒呈卷状通过经过插刀与切刀下方,通过压料气缸
带动插刀以压料摆轴为中心摆动,使插刀压住标签纸后将插刀与安装轴处的标签纸绷直,然后同步带驱动电机带动断料同步轮来回转动,使切刀被切断同步带在两个同步轮安装板之间来回滑动,使切刀一个来回就能将不干胶纸筒分割成独立的标签纸,整个过程只需通过驱动源带动断料同步带来回移动,结构更简单,成本更低,且提高了断料速度同时降低了噪音,且高速移动的切刀能快速对不干胶纸筒进行切断,即提高产品的加工效率,又使切口能加平整,切刀通过断料电机实现高速转动,进而对标签纸进行切割,提高切割力与断料效率,使切口更加平整。
16.上述的标签纸收卷分条机,可进一步设置为:所述同步轮安装板对应断料安装架的一端均设有l型安装板,所述l型安装板朝向断料安装架的一端均设有升降滑台,所述断料安装架两端均设有供升降滑台安装的升降滑轨,所述断料安装架两端均设有断料升降气缸,所述断料升降气缸的输出方向与升降滑轨相平行,所述l型安装板一端与升降滑台连接,另一端与断料升降气缸的输出端连接,并通过断料升降气缸带动同步轮安装板沿升降滑轨轴向移动,所述同步轮安装板之间设有断料滑轨,所述切刀安装板上设有断料滑台,所述切刀安装板通过断料滑台安装在断料滑轨上,并通过同步带驱动电机带动切刀安装板沿断料滑轨来回往复移动,所述压料架对应插刀的一端设有气缸安装板,所述气缸安装板上设有插刀升降气缸,所述插刀升降气缸的输出端设有插刀安装板,所述插刀安装于插刀安装板上,并通过插刀升降气缸带动插刀轴向升降,所述压料架对应气缸安装板的一端设有气缸调节板,所述气缸调节板一侧设有角度调节板,所述气缸安装板一端与气缸调节板铰接,且朝向角度调节板一端设有角度调节滑块,所述角度调节板内设有弧形调节槽,所述角度调节滑块通过紧固件与弧形调节槽连接,所述断料安装架上设有水平调节槽,所述压料架上设有水平调节块,所述水平调节块设置于水平调节槽内,所述断料安装架通过水平调节槽在水平调节块上前后移动。
17.采用上述技术方案,通过设置l型安装板,使l型安装板一端与同步轮安装板连接,另一端延伸至断料安装架上方与断料升降气缸连接,使断料升降气缸进出气能推动l型安装板在升降滑轨上轴向移动,进而控制切刀的轴向距离,使用户能更方便的调试与更换,提高产品的适配性,通过同步轮安装板之间设置断料滑轨,使切刀安装板通过断料滑台架设于断料滑轨上,并沿断料滑轨来回往复移动,即保证切刀在运动过程中不晃动,又能使切刀始终在一个断料滑轨移动,不会上下左右偏移,提高断料的稳定性,保持切口完整,通过设置插刀升降气缸,进而调节插刀的轴向位置,使插刀能正好绷紧不干胶纸筒以方便断料,进而适配不同规格的不干胶纸筒,气缸安装板一端通过铰接件与气缸调节板铰接,使插刀升降气缸能沿铰接件转动,通过设置角度调节滑块与弧形调节槽,使插刀升降气缸能通过角度调节滑块在弧形调节槽任一处悬停,进而调节插刀的角度,适配不同规格的不干胶纸筒,通过在压料架上设置水平调节块,并在断料安装架上开设水平调节槽,使断料安装架通过水平调节槽在水平调节块上前后移动,调节切刀与插刀在机架上的位置,适配不同规格的不干胶纸筒,提高产品的适配性。
18.上述的标签纸收卷分条机,可进一步设置为:所述滚刀组件一端延伸出机架外与分条驱动组件连接,并通过分条驱动组件带动滚刀组件转动,所述滚刀组件包括设置在分条架上的上刀轴、下刀轴以及联动上、下刀轴转动的传动组件,所述上刀轴外周面套设有若干各等距分布的上滚刀,所述下刀轴外周面套设有与上滚刀一一对应的下滚刀,所述上滚
刀与下滚刀错位接触,所述分条架对应上刀轴的一端设有上刀调节轴,所述上刀调节轴一端延伸出分条架外并设有上刀调节把手,所述上刀调节轴上固定设有上刀调节架,所述上刀轴安装于上刀调节架上,并通过上刀调节把手控制上刀轴以上刀调节轴为中心上下浮动,进而调节上、下滚刀之间的间距,所述传动组件包括设置在下刀轴上的下刀传动齿轮以及设置在上刀轴上与下刀传动齿轮相啮合的上刀传动齿轮,所述机架对应分条架的一端设有分条导向轴,所述分条架架设于分条导向轴上,所述分条架上设有分条调节螺杆,所述分条调节螺杆一端与分条架固定连接,另一端延伸出机架外设有分条调节把手,所述分条调节螺杆与机架螺纹连接,所述分条驱动组件包括设置在机架上的分条电机、设置在下刀轴上的切刀同步轮,所述分条电机的输出端设有输出同步轮,所述输出同步轮与切刀同步轮之间绕设有分条同步带,并通过分条同步带带动下刀轴转动,所述机架上设有牵引组件,所述牵引组件一端延伸出机架外与分条驱动组件连接,所述牵引组件包括上牵引轴与下牵引轴,所述分条驱动组件还包括设置在下牵引轴上的牵引同步轮,所述分条同步带绕设于牵引同步轮、切刀同步轮与输出同步轮上,所述牵引组件与滚刀组件之间设有计数光眼,所述计数光眼通过计数安装架固定在机架上。
19.采用上述技术方案,通过设置上、下滚刀均套设于上刀轴、下刀轴的外周面上,使上滚刀之间的间距能进行调节,进而生产出不同宽度规格的标签纸,通过将上滚刀与下滚刀错位接触,使上滚刀与下滚刀在分切时不接触,避免上滚刀与下滚刀磨损,同时错位设置的上滚刀与下滚刀,能通过下滚刀抵住原料底部,上滚刀配合切割,实现上下错位的剪切力,使在对一些厚度较厚的不干胶纸筒加工时也能快速分条,解决了切口不平整的问题,上刀轴设置于上刀调节架上,并通过专家们的上刀调节把手带动上刀轴以上刀调节轴为中心上下浮动,进而控制上、下滚刀之间的间距适配不同厚度的原料,同时在更换上、下滚刀时,能快速将上、下滚刀打开进行更换,使更换更加便捷,下刀传动齿轮与下刀轴联动,使下刀轴转动时能带动相啮合的上刀传动齿轮转动,进而使上、下刀轴同步转动,稳定的分切原料,由于原料为标签纸,在通过上刀调节把手调节上、下滚刀之间的间距时,上、下刀传动齿轮的齿也不会脱离,通过设置分条导向轴,使分条架通过分条导向轴在机架内水平移动,通过在分条架上设置与机架螺纹连接的分条调节螺杆,使操作人员只需转动分条调节把手,就能带动分条架移动,进而是分条架能适配不同位置过来的原料,分条驱动组件通过分条电机带动输出同步轮转动,使同步带联动切刀同步轮转动,进而带动整个滚刀组件转动对不干胶纸筒进行分条处理,且同步带具有传动比准确、节能、低噪的优点,通过设置牵引组件,使不干胶纸筒被牵引组件拉过来送至滚刀组件进行分条处理,其中上牵引轴与下牵引轴通过齿轮进行传动,同步转动,提高送料稳定性,通过在下牵引轴上设置牵引同步轮,使牵引组件与滚刀组件均通过分条驱动组件传动,提高设备同步轮,降低设备制造成本,通过设置计数光眼,对标签纸自动计数,实现整机智能化加工。
20.上述的标签纸收卷分条机,可进一步设置为:所述机架上开设有供上料辊放置的上料槽,所述机架内设有带动上料辊进入上料槽的上料臂,所述上料臂一端通过上料传动轴与机架连接,另一端延伸出机架外,所述上料传动轴设置在机架远离上料槽的一端,且一端穿出机架,所述机架对应上料传动轴的一端设有拉料气缸,所述拉料气缸的输出端设有拉料轴拉臂,所述拉料轴拉臂一端与拉料气缸连接,另一端与上料传动轴连接,并通过拉料气缸带动上料臂以上料传动轴为支点在轴向往复运动,所述机架对应上料槽的一端设有送
料组件,所述送料组件包括设置在机架上的送料安装架、设置在送料安装架上的磁粉制动器,所述磁粉制动器朝向上料槽的一端设有主动齿轮,所述上料辊一端延伸出上料槽外并设有与主动齿轮相啮合的从动齿轮,并通过磁粉制动器带动上料辊在上料槽内转动,所述上料臂远离上料传动轴的一端的端部往上弯曲形成防止上料辊从上料臂滚落的限位勾,所述上料传动轴通过锁紧件与上料臂固定连接,所述上料辊两端套设有轴套,所述上料辊通过轴套与上料槽相抵,所述机架对应上料槽的一端设有限位挡板,所述限位挡板通过上料紧固件固定在上料槽开口处。
21.采用上述技术方案,不干胶纸筒可以在上料辊上转动或带动上料辊一起转动,只需将上料辊插入到不干胶纸筒的内孔中,通过拉料气缸进气,推动拉料轴拉臂往上料槽方向运动,使上料臂以上料传动轴为支点朝地面下移,再将装有上料辊的不干胶纸筒移动至上料臂上,通过拉料气缸将上料臂往上料槽一端升高,直至上料辊的两端不低于上料槽后,再推动上料辊进入到上料槽内,就能便捷轻松的完成不干胶纸筒的上料工作,使工人上下料更便捷省力,上料辊与不干胶纸筒固定连接架设在上料槽内,驱动源带动主动齿轮联动从动齿轮转动,进而去上料辊在上料槽内转动,使不干胶纸筒通过上料辊送料,提高送料效率,通过在上料臂端部设置限位勾,使上料辊在上料臂上上料时,不需要人工实时推住上料辊,通过限位勾防止上料辊从上料臂滚落,带上料辊通过上料臂升高纸上料槽高度后,滚入上料槽内,上料传动轴对应上料臂的两侧设置锁紧件,使锁紧件与上料臂固定连接,进而使上料传动轴通过锁紧件带动上料臂摆动,通过在上料辊两端设置轴套,降低上料辊与上料槽之间的摩擦,提高上料辊转动时的效率,通过设置限位挡板,将上料辊限制在上料槽内,防止转动时,上料辊脱出上料槽,采用磁粉制动器能安静的带动上料辊转动,且不会放生震荡,且具有响应速度快、结构简单、无污染、无噪音、无冲击振动节约能源等优点。。
22.上述的标签纸收卷分条机,可进一步设置为:所述安装轴为气涨轴或抽真空轴。
23.采用上述技术方案,当收卷分条机用于制备有芯卷筒式标签纸时,此时安装轴为气涨轴,通过将气涨轴膨胀将纸芯套管固定在气涨轴上收卷实现有管芯补贴胶收卷,当收卷分条机用于制备无芯卷筒式标签纸时,此时安装轴为抽真空轴,通过抽真空将标签纸吸附住实现无管芯无折痕收卷。
24.下面结合附图对本实用新型作进一步描述。
附图说明
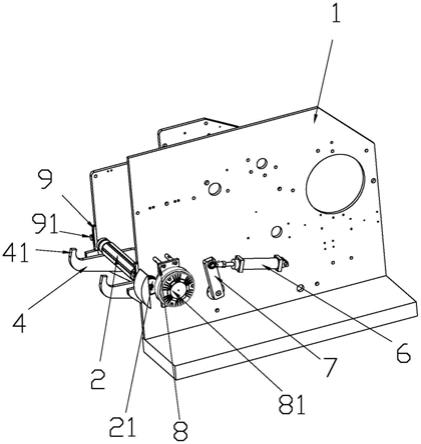
25.图1为本实用新型实施例的立体示意图。
26.图2为本实用新型实施例的主视图。
27.图3为图2的a-a向剖视图。
28.图4为本实用新型实施例上料机构的连接示意图。
29.图5为本实用新型实施例的翻转驱动组件的结构示意图。
30.图6为本实用新型实施例收卷下料装置的连接示意图。
31.图7为本实用新型实施例止动气缸的连接示意图。
32.图8为本实用新型实施例插刀断料装置的连接示意图。
33.图9为图8的爆炸图。
34.图10为图8的爆炸图2。
35.图11为本实用新型实施例分条机构的立体示意图。
36.图12为本实用新型实施例上料机构的剖视图。
37.图13为本实用新型有芯卷筒式标签纸的产品图。
38.图14为本实用新型无芯卷筒式标签纸的产品图。
具体实施方式
39.如图1-图12所示,标签纸收卷分条机,包括机架1,所述机架1沿标签纸的运动方向依次设有上料机构2、分条机构3、以及收卷下料装置,所述上料机构2包括供不干胶纸筒a安装的上料辊21,所述分条机构3包括设置在机架1上的分条架31与分条驱动组件以及设置于分条架31内用于将不干胶纸筒a分条的滚刀组件,所述收卷下料装置包括设置在机架1远离上料机构2一端的下料机构4、设置在机架1对应下料机构4一端的复卷机构5以及设置在下料机构4与分条机构3之间的插刀断料装置6,所述下料机构4包括至少一根安装轴41,所述机架1对应安装轴41的一端设有驱动安装轴41转动的复卷驱动组件,所述插刀断料装置6包括设置在机架1对应安装轴41一端的压料架61,所述压料架61朝向安装轴41一端设有第一收卷辊62,另一端连接有压料气缸63,所述压料架61通过压料摆轴64与机架1连接,所述压料摆轴64设置于第一收卷辊62与压料气缸63之间,所述压料气缸63一端与机架1连接,另一端与压料架61铰接,并带动第一收卷辊62以压料摆轴64为中心摆动,使第一收卷辊62与安装轴41之间形成第一间隙a,所述复卷机构5包括设置在机架1对应安装轴41一端的复卷升降架51,所述复卷升降架51朝向安装轴41的一端设有第二收卷辊52,所述第二收卷辊52设置于安装轴41远离第一收卷辊62的一端,所述机架1对应复卷升降架51的一端设有驱动第二收卷辊52轴向升降的复卷升降组件,所述复卷升降组件带动第二收卷辊52往安装轴41运动,使第二收卷辊52与安装轴41之间形成第二间隙b,所述第一收卷辊62朝向安装轴41的一端设有将标签纸压紧于安装轴41的插刀65,经过滚刀组件分条后的标签纸依次通过第二间隙b、第一间隙a再经插刀65压紧在安装轴41上进行收卷,所述下料机构4包括设置在机架1上并与机架1活动连接的翻转盘42以及驱动翻转盘42在机架1上周向转动的翻转驱动组件7,所述翻转盘42对应复卷机构5的一端与插刀断料装置6配合形为复卷工位c,另一端为下料工位d,所述安装轴41的数量为2,且设置于翻转盘42直径两端,两端的安装轴41分别坐落于复卷工位c与下料工位d内,所述安装轴41与翻转盘42活动连接,并通过翻转驱动组件7带动翻转盘42转动,使复卷工位c与下料工位d内的安装轴41互换位置,所述翻转盘42的两端设有翻转盘定位块43,所述机架1上设有翻转盘锁定气缸11,所述翻转盘锁定气缸11的输出端设有锁定锥111,所述翻转盘定位块43开设有供锁定锥111插入进而锁定翻转盘42的锁定槽431,当安装轴41设置于复卷工位c或下料工位d内时,所述翻转盘锁定气缸11带动锁定锥111插入锁定槽431内,所述复卷驱动组件9包括设置在机架1上的复卷驱动电机91设置在安装轴41朝向复卷驱动电机91一端的复卷同步副轮411以及设置在机架1远离复卷驱动电机91一端的复卷同步子轮92,所述复卷驱动电机91的输出端设有复卷同步主轮,所述复卷同步子轮62与复卷同步主轮之间绕设有复卷同步带93,所述复卷同步副轮411设置于复卷同步子轮92与复卷同步主轮之间,所述复卷同步副轮411设在于复卷同步带93外侧,且与复卷同步带93的外周相抵啮合,并带动复卷工位a内的安装轴41转动,所述翻转驱动组件7包括翻转轴71与翻转驱动电机72,所述翻转驱动电机72的输出端设有翻转同步主轮721,所述翻
转轴71一端与翻转盘42连接,另一端设有翻转同步副轮73,所述翻转同步主轮721与翻转同步副轮73之间绕设有翻转同步带74,所述翻转盘42对应两个安装轴41的一端均设有止动气缸44,所述止动气缸44的输出端设有止动板441,所述安装轴41穿过翻转盘42后设有止动台412,所述止动板441上设有与止动台412相适配的弧形止动槽442,所述止动气缸412通过推动弧形止动槽442与止动台412抵接,限制安装轴41转动,所述复卷升降组件包括设置在机架1上的复卷升降气缸53,所述复卷升降气缸53的输出端与复卷升降架51连接,并带动第二收卷辊52轴向往复运动,所述复卷升降架51相对于的第二收卷辊52的一侧设有辅助辊54,所述复卷升降架51对应辅助辊54的一端设有中心与复卷升降架51铰接的l型摆动架55,所述l型摆动架55一端与辅助辊54连接,另一端连接有辅助摆动气缸56,所述辅助摆动气缸56与机架1连接,并带动辅助辊54做翘板运动,使辅助辊54往复卷工位c内的安装轴41运动,使辅助辊54、第一收卷辊轴62与第二收卷辊轴52呈三角形结构分布在安装轴41的外周面,所述压料架61朝向插刀65的一端设有断料机构,所述断料机构包括设置在压料架61上的断料安装架66,所述断料安装架66的两端均设有同步轮安装板661,所述同步轮安装板661通过断料平衡杆662连接,所述同步轮安装板661上均相对设有端部与同步轮安装板661铰接的断料同步轮663,所述断料同步轮663之间绕设有断料同步带664,所述其中一个断料同步轮663设有驱动断料同步带664来回转动的同步带驱动电机665,所述断料同步带664朝向插刀65的一端有安装有切刀安装板666,所述切刀安装板666一端与断料同步带664固定连接,另一端设有切刀67,所述切刀67设置于插刀65的前端,所述同步带驱动电机665带动切刀67在同步轮安装板661之间径向往复移动,所述切刀67为圆形刀片,所述切刀67通过断料电机671安装于切刀安装板666上,并通过断料电机671带动切刀67转动,所述同步轮安装板661对应断料安装架66的一端均设有l型安装板68,所述l型安装板68朝向断料安装架66的一端均设有升降滑台681,所述断料安装架66两端均设有供升降滑台681安装的升降滑轨667,所述断料安装架66两端均设有断料升降气缸668,所述断料升降气缸668的输出方向与升降滑轨667相平行,所述l型安装板68一端与升降滑台681连接,另一端与断料升降气缸668的输出端连接,并通过断料升降气缸668带动同步轮安装板661沿升降滑轨667轴向移动,所述同步轮安装板661之间设有断料滑轨669,所述切刀安装板666上设有断料滑台672,所述切刀安装板666通过断料滑台672安装在断料滑轨669上,并通过同步带驱动电机665带动切刀安装板666沿断料滑轨669来回往复移动,所述压料架61对应插刀65的一端设有气缸安装板69,所述气缸安装板69上设有插刀升降气缸691,所述插刀升降气缸691的输出端设有插刀安装板692,所述插刀65安装于插刀安装板692上,并通过插刀升降气缸691带动插刀65轴向升降,所述压料架61对应气缸安装板69的一端设有气缸调节板693,所述气缸调节板693一侧设有角度调节板694,所述气缸安装板6一端与气缸调节板693铰接,且朝向角度调节板694一端设有角度调节滑块695,所述角度调节板695内设有弧形调节槽696,所述角度调节滑块695通过紧固件与弧形调节槽696连接,所述断料安装架66上设有水平调节槽660,所述压料架61上设有水平调节块611,所述水平调节块611设置于水平调节槽660内,所述断料安装架66通过水平调节槽660在水平调节块611上前后移动,所述滚刀组件一端延伸出机架1外与分条驱动组件连接,并通过分条驱动组件带动滚刀组件转动,所述滚刀组件包括设置在分条架31上的上刀轴32、下刀轴33以及联动上刀轴32、下刀轴33转动的传动组件,所述上刀轴33外周面套设有若干各等距分布的上滚刀321,所述下刀轴33外周面套设有与上滚刀
321一一对应的下滚刀331,所述上滚刀321与下滚刀331错位接触,所述分条架31对应上刀轴32的一端设有上刀调节轴34,所述上刀调节轴34一端延伸出分条架31外并设有上刀调节把手341,所述上刀调节轴34上固定设有上刀调节架35,所述上刀轴32安装于上刀调节架35上,并通过上刀调节把手341控制上刀轴32以上刀调节轴34为中心上下浮动,进而调节上刀轴32与下刀轴33之间的间距,所述传动组件包括设置在下刀轴33上的下刀传动齿轮332以及设置在上刀轴32上与下刀传动齿轮332相啮合的上刀传动齿轮322,所述机架1对应分条架31的一端设有分条导向轴36,所述分条架31架设于分条导向轴36上,所述分条架36上设有分条调节螺杆37,所述分条调节螺杆37一端与分条架31固定连接,另一端延伸出机架1外设有分条调节把手371,所述分条调节螺杆37与机架1螺纹连接,所述分条驱动组件包括设置在机架1上的分条电机38、设置在下刀轴33上的切刀同步轮333,所述分条电机38的输出端设有输出同步轮,所述输出同步轮与切刀同步轮333之间绕设有分条同步带381,并通过分条同步带381带动下刀轴33转动,所述机架1上设有牵引组件39,所述牵引组件39一端延伸出机架1外与分条驱动组件连接,所述牵引组件39包括上牵引轴391与下牵引轴392,所述分条驱动组件还包括设置在下牵引轴392上的牵引同步轮393,所述分条同步带381绕设于牵引同步轮393、切刀同步轮333与输出同步轮上,所述牵引组件39与滚刀组件之间设有计数光眼30,所述计数光眼30通过计数安装架301固定在机架1上,所述机架1上开设有供上料辊21放置的上料槽12,所述机架1内设有带动上料辊21进入上料槽12的上料臂22,所述上料臂22一端通过上料传动轴23与机架1连接,另一端延伸出机架1外,所述上料传动轴23设置在机架1远离上料槽12的一端,且一端穿出机架1,所述机架1对应上料传动轴23的一端设有拉料气缸13,所述拉料气缸13的输出端设有拉料轴拉臂14,所述拉料轴拉臂14一端与拉料气缸13连接,另一端与上料传动轴23连接,并通过拉料气缸13带动上料臂22以上料传动轴23为支点在轴向往复运动,所述机架1对应上料槽12的一端设有送料组件,所述送料组件包括设置在机架1上的送料安装架15、设置在送料安装架15上的磁粉制动器16,所述磁粉制动器16朝向上料槽12的一端设有主动齿轮161,所述上料辊21一端延伸出上料槽12外并设有与主动齿轮161相啮合的从动齿轮211,并通过磁粉制动器16带动上料辊21在上料槽12内转动,所述上料臂22远离上料传动轴23的一端的端部往上弯曲形成防止上料辊21从上料臂22滚落的限位勾221,所述上料传动轴23通过锁紧件24与上料臂22固定连接,所述上料辊21两端套设有轴套212,所述上料辊21通过轴套212与上料槽12相抵,所述机架1对应上料槽12的一端设有限位挡板17,所述限位挡板17通过上料紧固件18固定在上料槽12开口处,所述安装轴41为气涨轴或抽真空轴。
40.如图13所示,一种有芯卷筒式标签纸,包括纸带8与纸带8无黏连的纸芯套管80,所述纸带8以纸芯套管80卷绕成筒状体,纸带8的外圈留有纸带头81,纸带头8与纸带8之间贴有防松纸条82,此时安装轴为气涨轴,纸芯套管套设在气涨轴上复卷形成有芯卷筒式标签纸,由于插刀压住标签纸后改变标签纸的运动方向,使半球状压覆在安装轴的纸芯套管上,再通过第一、第二收卷辊将标签纸压覆住收卷,从而实现首端不粘附且首端不折叠收卷,使有芯卷筒式标签纸不需要黏胶就能制成,使用户能将标签纸用至最后一张,使用更加节能、环保。
41.如图14所示,一种无芯卷筒式标签纸,包括纸带8,纸带8卷绕成筒状体,筒状体的中心设有安装孔83,安装孔83为纸带卷绕成的内孔,安装孔83内留有纸带尾84,纸带8的外
圈留有纸带头81,纸带头81与纸带8之间贴有防松纸条82,此时安装轴为抽真空轴,由于插刀压住标签纸后改变标签纸的运动方向,使半球状压覆在抽真空轴,再通过抽真空轴形成负压将标签纸吸附在抽真空轴上,再通过第一、第二收卷辊将标签纸压覆住收卷,从而实现首端不粘附且首端不折叠收卷,使无芯卷筒式标签纸不需要折叠就能制成,使用户能将标签纸用至最后一张,且取消了纸芯套管,杜绝了资源浪费与环境污染,使用更加节能、环保。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。