1.本发明涉及汽车饰件技术领域,尤其涉及一种微纳胶体纤维混凝结构及其加工方法,应用于汽车非钢结构件。
背景技术:
2.随着汽车工业迅速发展,人们对汽车的要求不仅仅是造型优美的外观,而且对内外部装饰的舒适度、功能性和抗噪性也有很高的要求。其中,汽车内外饰件在满足机械、nvh性能要求的前提下,越来越向轻量化发展,如顶棚、尾门饰件、立柱基材、下立柱、车身等,轻质材料可有效降低汽车燃油,实现节能环保。
3.通常汽车立柱及其它硬饰选择塑料粒子进行注塑成型,且是以一个整体件进行,但是还需要考虑产品实现复杂外观造型和大曲面装饰性能,受现有工艺所限,需要将立柱及其它硬饰分段进行机械拼接,而拼接处会留下缝隙,难以满足外观造型和装饰性能的要求。
4.基于现有材料及其结构考虑,一般在轻质和机械强度上难以兼顾,形状、厚度上也存在限制,难以满足车辆上更高的使用要求,因此,希望研发一种新型的替代材料。
技术实现要素:
5.基于上述问题,本发明的一个目的在于提供一种微纳胶体纤维混凝结构,得到高密度、高机械强度、轻质的材料,以满足汽车内外饰件轻量化生产需求。
6.本发明的另一个目的在于提供一种微纳胶体纤维混凝结构的加工方法。
7.为达上述目的,一方面,本发明采用以下技术方案:
8.一种微纳胶体纤维混凝结构,其包括微纳胶体和纤维束层,微纳胶体为由若干个胶体骨梁搭接而成的立体结构,且胶体骨梁之间形成容胶空间,胶体骨梁受热压后会发生坍塌变形,容胶空间内填充有冷却凝固后使微纳胶体保持变形形状的胶水,纤维束层作为支撑骨架贯穿于微纳胶体中。
9.特别地,微纳胶体包括若干个单元片层,单元片层呈蜂窝网状结构,各个单元片层错位层叠,使上一单元片层的胶体骨梁处于下一单元片层容胶空间的区域。
10.特别地,微纳胶体为pu海绵。
11.特别地,纤维束层由若干个纤维束交错搭接而成,纤维束由纤维丝无捻约束形成,并在热压后、冷凝时被胶水固定。
12.特别地,若干个纤维束层上下平行且间隔地铺设于微纳胶体中。
13.特别地,微纳胶体的上下表面对应贴设有表布和底布。
14.特别地,底布为三层复合结构,自下而上为无纺布、pp和cpp,pp层用于挡胶,cpp层易熔化,起粘接作用。
15.另一方面,本发明采用以下技术方案:
16.一种微纳胶体纤维混凝结构的加工方法,针对上述的微纳胶体纤维混凝结构,其
包括步骤:
17.将pu软泡进行滚胶,并喷水处理,pu软泡的两侧面贴附玻璃纤维;
18.将底布、若干个pu软泡及玻璃纤维、表布,从下至上层级铺放;
19.采用冷材热模形式,将层级铺放好的材料送入压制模具中,进行热压成型,最后冷却得到目标结构的产品。
20.特别地,压制模具采用油加温形式,使模具的上下温度设置为(130
±
10)℃,保压时间(50
±
5)s,保压压力15mpa,排气1次,排气时间5s、排气压力10mpa。
21.特别地,pu软泡中,胶与水的配比为1:(0.6~0.8),总胶量设定为(440
±
40)g/m2,水量设定为(300
±
30)g/m2。
22.综上,本发明的有益效果为,所述微纳胶体纤维混凝结构及其加工方法可得到一种类似钢筋混凝土结构的材料,大大增加了整体刚性,从而在成型多r角和负角的产品时,无需拼接,减少了拼接缝,提高了外观整体性,能满足更多造型需要,更重要的是该结构在材料重量上也得以有效控制,保证机械强度的同时实现了轻量化改进,为汽车内外饰件提供了一种新的成型材料。
附图说明
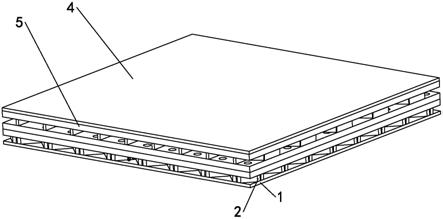
23.图1是本发明实施例提供的微纳胶体纤维混凝结构的示意图;
24.图2是图1的爆炸图;
25.图3是本发明实施例提供的微纳胶体纤维混凝结构中微纳胶体的微观图;
26.图4是图3中微纳胶体的单元片层的示意图;
27.图5是本发明实施例提供的微纳胶体纤维混凝结构的加工方法中层叠铺料的示意图。
具体实施方式
28.下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的零部件或具有相同或类似功能的零部件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
29.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
30.在本发明的描述中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一特征和第二特征直接接触,也可以包括第一特征和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
31.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
32.请参阅图1至图4所示,本优选实施例提供一种微纳胶体纤维混凝结构,其包括微纳胶体1、纤维束层2、表布3和底布4,微纳胶体1为由若干个胶体骨梁11搭接而成的立体结构,且胶体骨梁11之间形成容胶空间12,胶体骨梁11受热压后会发生坍塌变形,容胶空间12内填充有冷却凝固后使微纳胶体1保持变形形状的胶水5,纤维束层2作为支撑骨架贯穿于微纳胶体1中,表布3和底布4分别贴附于微纳胶体1的上表面和下表面。
33.此处的微纳胶体1(或称微纳胶热压冷凝体)定义为一种吸有胶水的材料经热压模工艺处理后形成的物体,虽热压前是边界明显的层状结构,但加工后的实物和纤维层的关系犹如混凝土和内部作为骨架的钢筋的关系。目前可实施的材料为pu海绵,本质上任何是可容纳胶水又可在热压时发生坍塌、冷却后固化定型的物体均可。
34.若将该微纳胶体1切片微观,其包括若干个单元片层13,单元片层13优选呈蜂窝网状结构,各个单元片层13错位层叠,使上一单元片层13的胶体骨梁11处于下一单元片层13容胶空间12的区域,从而便于坍塌变形。
35.此处的纤维束层2作为骨架支撑微纳胶体1,其由若干个纤维束21交错搭接而成,纤维束21由纤维丝无捻约束形成,并在热压后、冷凝时被胶水5固定。进一步地,若干个纤维束层2上下平行且间隔地铺设于微纳胶体1中。
36.无捻形成纤维束21的好处在于,由于纤维束21里面的纤维丝互不连接,可在热压时自由弯折以成型各种异形饰件。
37.胶水5的主要作用是在冷却凝固后使微纳胶体1保持坍塌变形后的形状,避免回弹,还可以在热压后冷凝时固定纤维丝,使得纤维束层2保持形状。此处胶水5的主要成分为异氰酸酯预聚物和多元醇。
38.此结构中,表层优选为无纺布及纤维束层2,中间层优选为微纳胶体1及纤维束层2,底层优选为覆膜无纺布及纤维束层2。
39.需要说明的是,此处的底布4优选为三层复合结构,自下而上为无纺布、pp和cpp,cpp层熔点在100℃左右,在热压时会熔化,起粘接作用,帮助底层与中心层粘接;而pp层不会熔,主要用于挡胶。
40.对此,本实施例还提供一种微纳胶体纤维混凝结构的加工方法,其包括以下步骤:
41.1)将pu软泡14进行滚胶并喷水处理,pu软泡14的两侧面贴附玻璃纤维。
42.其中,pu软泡14中,胶与水的配比为1:(0.6~0.8),总胶量设定为(440
±
40)g/m2,水量设定为(300
±
30)g/m2。
43.2)将底布4、若干个pu软泡14及玻璃纤维、表布3,从下至上层级铺放。
44.此处以底布4、玻璃纤维a、pu软泡14、玻璃纤维b、pu软泡14、玻璃纤维a、表布3的层叠方式示例,如图5所示,具体根据不同种类的内外饰件及其形状作相应的调整。
45.其中,各材料参数如下:表布3:水刺无纺布40g/m2;玻璃纤维a(100
±
10)g/m2;玻璃纤维b(150
±
10)g/m2;pu软泡14:聚醚35kg/m3、3.2mm;底布4:无纺布40g/m2、pp膜50g/m2(含cpp 22g/m2)。
46.3)采用冷材热模形式,将层级铺放好的材料送入压制模具中,进行热压成型,最后冷却得到目标结构的产品。
47.其中,压制模具采用油加温形式,使模具的上下温度设置为(130
±
10)℃,保压时间(50
±
5)s,保压压力15mpa,排气1次,排气时间5s、排气压力10mpa。
48.综上,上述的微纳胶体纤维混凝结构及其加工方法可得到一种类似钢筋混凝土结构的材料,大大增加了整体刚性,从而在成型多r角和负角的产品时,无需拼接,减少了拼接缝,提高了外观整体性,能满足更多造型需要,更重要的是该结构在材料重量上也得以有效控制,保证机械强度的同时实现了轻量化改进,为汽车内外饰件提供了一种新的成型材料。
49.以上实施例只是阐述了本发明的基本原理和特性,本发明不受上述事例限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。